
也谈统一螺纹量规—美标、JB标准和宏峰标准的差异
2013-05-14 07:26张成悌
计量技术 2013年11期
张成悌
(中国测试技术研究院,成都 610021)
0 引言
计量技术杂志2012年第4期《统一螺纹量规—美标、JB标准和宏峰标准的差别》[1]一文(以下简称文献[1]),虽然介绍了统一螺纹的美国标准、我国的JB标准和宏峰标准,但是并没有指出3个标准中哪一个标准是主要的,是必须遵守的。文献[1]在结论中的指导思想是以减少质量纠纷为目的,而不是以保证统一螺纹的质量为目的。因此文献[1] :“…生产制造企业用JB标准的统一螺纹量规来(检验)生产产品,用户使用宏峰标准的统一螺纹量规进行验收。…这样明确了3个标准之间的差别后进行合理选择,必然能减少在实际生产、检验中的质量纠纷。”的结论值得商榷。由于统一螺纹多用于出口产品,或用于国外产品的配套部分,否则完全可以采用米制螺纹。现在是市场经济,统一螺纹生产厂家很难保证其产品不会用到出口产品上。所以必须按照美国标准的要求进行检验。由于我国在螺纹检验方面采用的体系与习惯不同,美国采用可调式螺纹环规,而我国采用固定式螺纹环规。一个是用校对塞规调整螺纹环规,一个是用一组校对塞规控制螺纹环规的尺寸。美国标准ASME B1.2—1983的螺纹环规是没有磨损限的,而我国机械行业标准JB/T 10865—2008的螺纹环规是有磨损限的。为了使我国行业标准检验结果与美国标准的检验结果尽可能达到一致,行业标准比米制普通螺纹量规标准GB/T 3934—2003在精度方面有较大的提高;而宏峰标准是完全按照米制普通螺纹量规标准GB/T 3934—2003套用的,不能满足美国统一螺纹的要求。
1 统一螺纹美国标准的特点

图1 美国标准统一螺纹量规公差位置图
首先必须指出统一螺纹是美国标准的螺纹产品,当然应该以美国标准的检验方法和要求为准。统一螺纹量规美国标准中量规中径公差带位置如图1所示[2](也是文献[1]的图1)。图中,通端螺纹量规用T表示,止端量规用Z表示。其螺纹环规是可调式的,通、止端螺纹环规分别用带有截短牙型和基本牙型的校对螺纹塞规T-T、T-Z检验。标准中量规尺寸是按照图中实线公差带计算的。国内某些工程人员认为图1中虚线是可选的量规公差带[2],但美国标准ASME B1.2—1983原文及参考文献[3]均没有提到虚线位置。参考文献[3]223页指出美国螺纹量规公差带是位于螺纹工件公差带范围之内,不允许量规公差超出螺纹工件公差带范围之外。这就要求量规公差带必须在螺纹工件公差带范围内,这与国内螺纹量规的概念是不同的,与两国使用的螺纹量规结构不同有关,这也是美国标准的一个主要的特点。美国用校对量规检验并调整螺纹环规的尺寸,所以美国的螺纹量规是没有磨损极限的。
2 机械行业标准JB/T 10865—2008
我国为了检验统一螺纹,颁布了统一螺纹量规的机械行业标准JB/T 10865—2008。这是根据我国国情及米制普通螺纹量规体制以及统一螺纹的特殊要求制订的。这个标准与美国标准在检验体制方面是不相同的,但是检验的效果基本一致,仍然有一点点小的差异, 可能会有很小一部分的检验结论是不同的。统一螺纹量规的机械行业标准JB/T 10865—2008的螺纹量规公差带位置图如图2所示。其止端螺纹塞规与美国标准是一致的,通端螺纹塞规向内缩进一个塞规公差值作为磨损裕量。螺纹环规采用固定式的,并相应配置螺纹校对塞规TT、TZ、TS、ZT、ZZ和ZS。为了避免螺纹环规公差带过多的超出外螺纹工件公差带,通端螺纹环规向内缩进一个螺纹环规公差值。为了不过多压缩外螺纹中径公差,止端螺纹环规公差带按外螺纹中径公差的下限尺寸对称分布。内、外螺纹中径极限尺寸与美国标准相同,T、Z螺纹量规中径公差大小与美国标准相同。正是因为压缩了螺纹的制造公差,这样就可能将一部分合格品误判为不合格品。由于校对量规和止端螺纹环规的一些公差带的位置超出螺纹公差的范围,因此螺纹环规的尺寸有可能超出螺纹公差的范围。这样就有可能仍然会使一些不合格品被误判为合格品,这就是他们之间的小小差异。
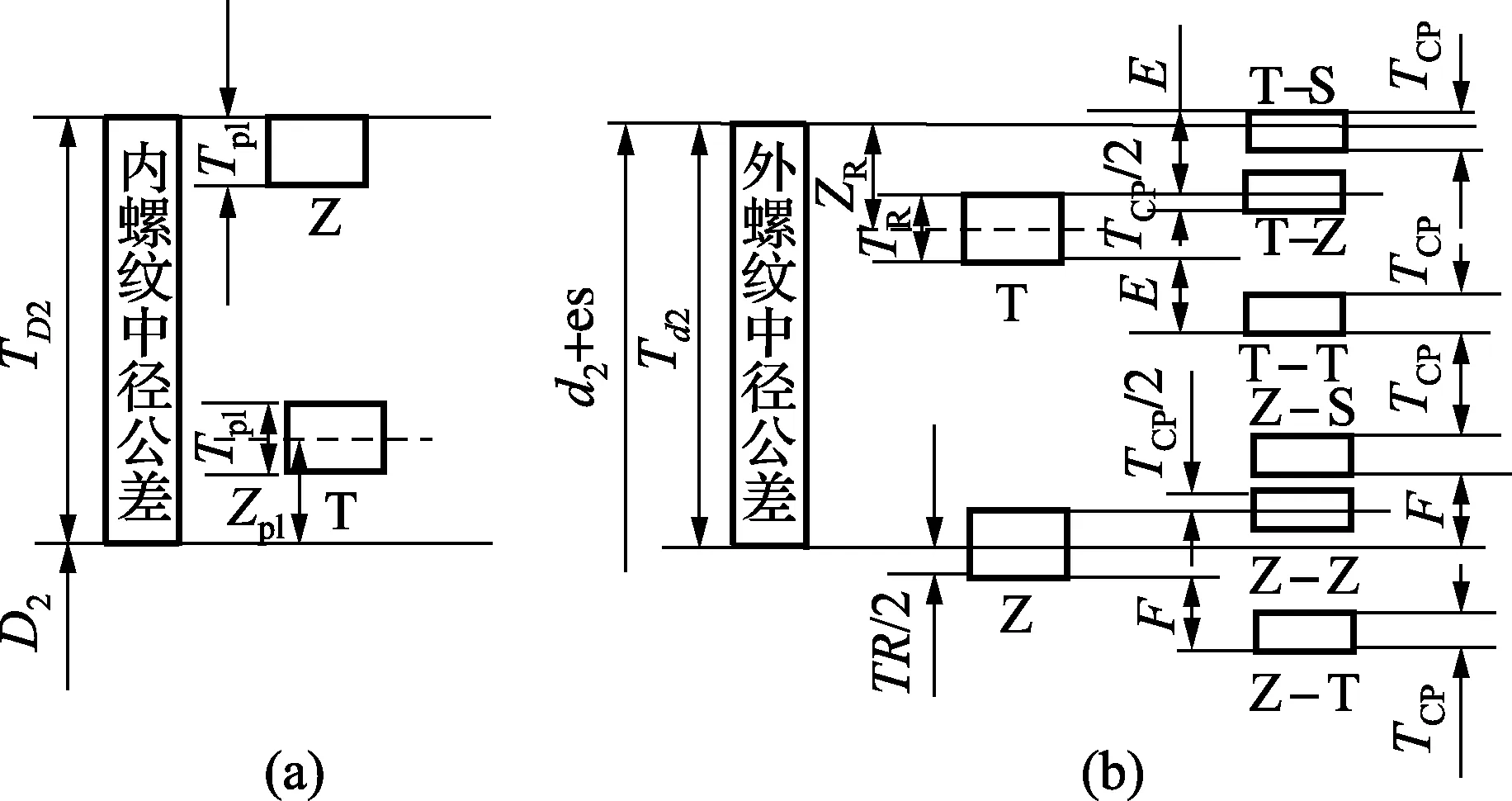
图2 JB/T 10865—2008统一螺纹量规公差带位置图
3 关于宏峰标准
文献[1]提到的“宏峰标准量规”实际是按米制普通螺纹标准GB/T 3439设计生产的,它扩大了统一螺纹的制造公差,它不符合统一螺纹的要求,所以“宏峰标准量规”是不能使用的。特别是机械行业标准JB/T 10865—2008出来以后就应该坚决停止生产、停止使用。在机械行业标准JB/T 10865—2008没有颁布及美国标准没有介绍到国内以前,按米制普通螺纹标准GB/T 3439设计生产统一螺纹量规尚情可原,在美国标准介绍到国内特别是机械行业标准JB/T 10865—2008颁布以后,再继续这样做,如遇质量纠纷将必败无疑。
4 对文献[1]的其它建议
文献[1]的表1如下所示。本文作者认为这个表是错误的。作者改正后的表如表2所示。
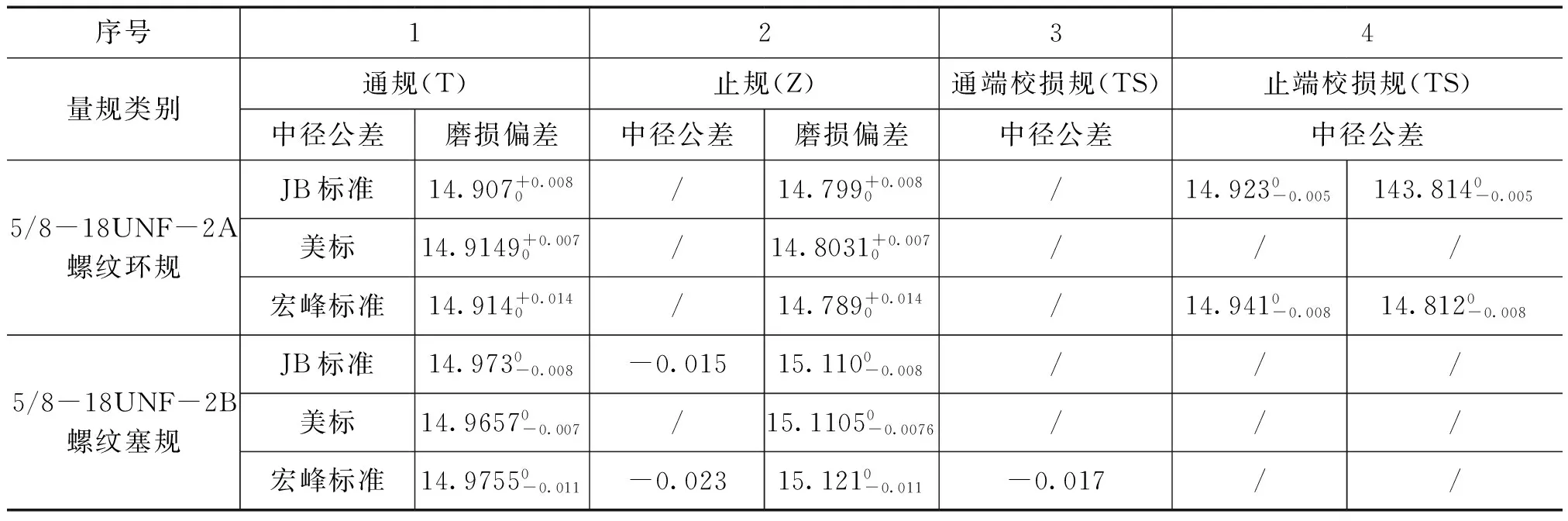
表1 (文献[1])
另外在图5中美标T下方的14.8031应改为14.9149。
5 结论
由上述分析可以看出:JB标准可以基本满足美国标准的要求。为避免标准之间的差异引来的矛盾,对进出口的统一螺纹应在合同中明确规定采用美国标准或是JB标准进行验收。为了避免JB标准与美国标准之间的差异,应从生产着手。让生产出来的产品没有超出统一螺纹公差极限。首先应该用合格的丝锥与板牙进行加工以便及时发现丝锥和板牙的磨损;其次是从检验入手。因此外螺纹的生产者用新制的通端螺纹量规及旧的止端螺纹量规,检验部门用旧的通端螺纹量规及新制的止端螺纹量规。这样就可以保证生产出来的都是合格的,检验者就不可能将不合格品误判为合格品。但这样可能会将一些合格品误判为不合格品,而增加生产成本。在权衡检验成本后,确定是否采用再次检验的方法或用其它方法,将这些误判的不合格品从不合格品中挑出来。

表2
另外在我国螺纹量规标准中有这么一句话是值得推敲的。“检验螺纹环规合格的校对塞规是合格的,这个螺纹环规判为合格的。”而不论其他校对塞规的检验结论是否合格。这句话只是解决检验结论不一致的矛盾。而没有对螺纹环规质量负起责任。现在已经有可以检测螺纹环规中径、半角和螺距的综合测试仪器,其测试尺寸最小可达2mm。在仲裁时应以螺纹环规的参数确定其合格与否。
[1] 袁孟春.统一螺纹量规—美标、JB标准和宏峰标准的差别.计量技术,2012(4):9-13
[2] 刘远模,主编.常用螺纹量规使用手册.成都量具研究所,1993
[3] 李晓滨,主编.公制、美制和英制螺纹手册.中国标准出版社,2006
[4] 王莺,刘红,等.JB/T 10865—2008统一螺纹量规.国家发展和改革委员会,2008
[5] 美国机械工程协会,ANSI/ASME B1.2-1983 AN AMERICAN NATIONAL STANDARD Gages and Gaging for Unified Inch Screw Threads,1984
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
World Journal of Stem Cells(2020年7期)2020-08-10
综合智慧能源(2017年10期)2017-01-18
文体用品与科技(2016年22期)2016-03-14
综合智慧能源(2016年1期)2016-02-03
人间(2015年10期)2016-01-09
航空标准化与质量(2014年1期)2014-03-04
机械制造与自动化(2014年1期)2014-03-01
