
西门子PLC在城市污水处理厂中的自动化控制系统设计
2013-05-12 08:31曹东朝
中国新技术新产品 2013年5期
曹东朝
(深圳市中冶菲斯电气设备有限公司,广东 深圳 518000)
随着城市经济快速发展和城市化的进程加快,污水的排放日益增多,水污染已成为不容忽视的事实,成为了制约城市发展和威胁着人民群众生命安全的定时炸弹。因此,污水处理厂已成为各个城市最为重要的基础设施之一,而对污水处理厂的自动化程度要求越来越高。然而,目前多数污水处理厂都存在着污水处理自动化程度不高、运行效率低等状况。因此,为了提高污水处理厂自动化控制程度,本文介绍了西门子PLC在城市污水处理厂中的自动控制系统的设计,对提高整个污水处理的自动化程度有重要意义。
1 污水处理工艺概述
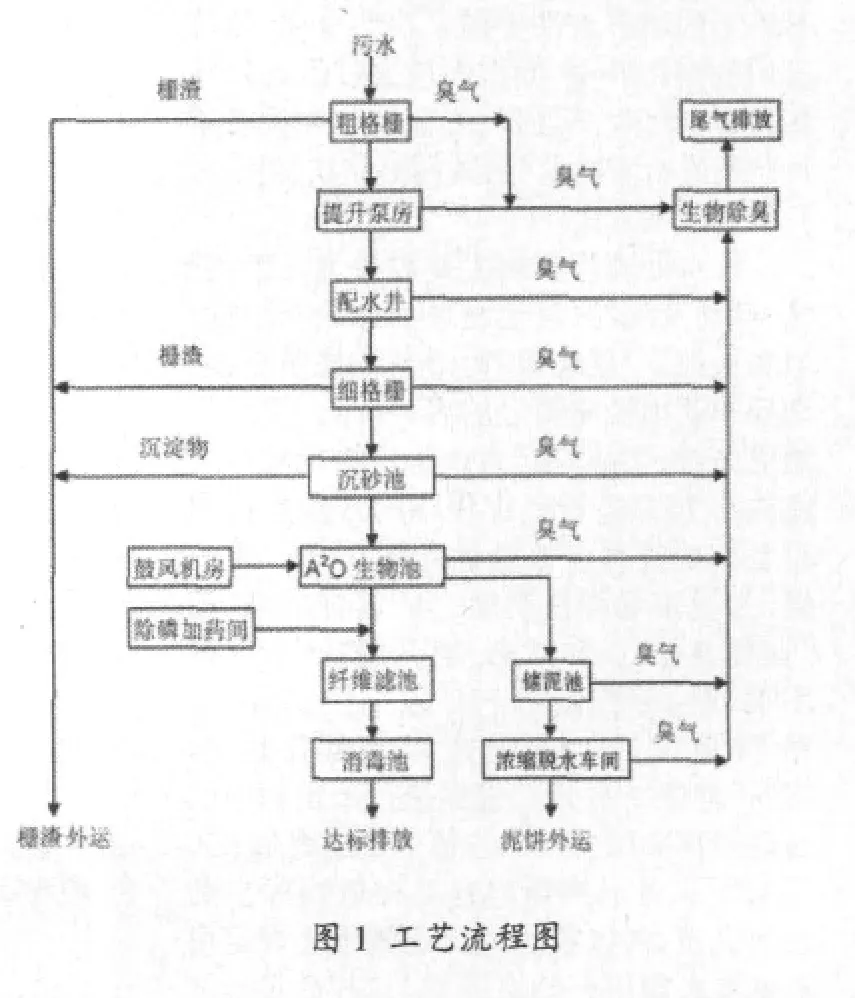
某污水处理厂总规模20万m3/d,一期实施10万m3/d,该工程一期共设AAO池2座,工艺流程如下:原水与从沉淀池回流的污泥首先进入厌氧池,在此污泥中的聚磷菌利用原污水中的溶解态有机物进行厌氧释磷;然后与好氧末端回流的混合液一起进入缺氧池,在此污泥中的反硝化菌利用剩余的有机物和回流的硝酸盐进行反硝化作用脱氮;脱氮反应完成后,进入好氧池,在此污泥中的硝化菌进行硝化作用将废水中的氨氮转化为硝酸盐同时聚磷菌进行好氧吸磷,剩余的有机物也在此被好氧细菌氧化,最后经沉淀池进行泥水分离,出水排放,沉淀的污泥部分返回厌氧池,部分以富磷剩余污泥排出。生化池出水由纤维滤池过滤后经紫外消毒之后排出;污水处理过程中产生的混合剩余污泥,通过污泥浓缩处理之后作为泥饼外运;污泥处理过程中排出的污水再返污水处理系统重新处理。工艺流程图如图1。
2 网络结构
设计以安全、经济、可靠、先进为原则,选择行业内先进水平的软硬件产品,使系统在结构上具有一定的开放性和可扩展性,本厂选用了西门子S7200/300系列的PLC,自控系统的系统结构由两层网络组成,包括控制级、现场级。系统的两层网络分别为基于TCP/IP协议的工业以太网络、现场总线网。2台操作站、1台服务器向下接入现场控制网络。工业以太网为光纤环网,以光缆为通信介质,保证了网络的可靠性和安全性,下面连接3个PLC现场控制站,分别为进水泵房控制站、生化池控制站、纤维滤池控制站,控制站下设除臭系统、紫外消毒系统、滤池控制单元,控制站和控制单元之间采用工业现场总线Profibus DP方式通讯,系统站和控制单元之间互相独立,控制单元故障不会影响上级、下级或同级的控制单元的正常运行。为了提供报表、报警打印服务,配置两台打印机,实现各种报表以及实时报警和报警历史的打印功能。操作站相互在线冗余,当主站由于故障不能通讯时,备站立即接管所有控制功能,变为主站向下通过光纤网络对各现场监控子站进行监控;当故障站恢复正常时,故障期间的系统需存储的历史数据、报警记录等从另一台站补回,并且2台计算机重新回到热备状态。建立在Windows 2000/XP基础上的组态软件提供了功能全面、简单易用的操作界面,操作人员通过组态软件实现对全厂生产过程、工艺参数和设备运行状态进行实时监控,其网络结构如图2。
3 控制方式
污水处理厂控制主要设备为三级:就地、自动及遥控,其他设备为二级控制:就地和遥控。“就地级”为最基本控制级,手动操作就地控制箱上的启停按钮,该级为最优先级;“自动级”为设备根据现场控制箱内小PLC进行一定程序的自动操作和设备间的连锁,该级优先级次之;“遥控级”为设备远程控制级,分“远程手动”和“远程自动”二种状态,当开关处于“远程手动”时,分控制站PLC及中控室可“点动”下属设备,当开关处于“远程自动”状态时,分控制站PLC根据进行一定程序的自动操作和设备间的连锁。分控制站PLC可对下属各电控箱内自动控制程序中的参数设定,各设备的内部连锁程序设定由就地电控箱内小PLC完成。这样的设计使生产运行更加安全、可靠,如果上位机或网络发生故障,不会影响现场PLC站的工作,而且如果现场控制站PLC出现故障,操作人员也可以通过手动控制按钮完成设备的启停。
4 实现的功能
在实现现场各监控站内设备运行控制的基础上,整个控制系统应实现如下功能。
(1)对PLC现场控制站传送来的检测信号进行归类,以各种棒状图、趋势图、单参数图和多参数图进行显示和存储。
(2)对PLC现场控制站传输来的设备状态信号进行显示。
(3)对各检测值越限和设备状态故障信号进行汇总报警,报警信号以变色、闪烁显示和声响反映。
(4)根据工艺要求和设备运行工况下达控制指令,实现自动运行控制。
(5)实时检测进水水质,并根据水质的变化自动选择不同的控制方式,保证处理效果。
(6)动态显示工艺流程图和电气系统图。
(7)对传输数据进行整理、计算、储存,按要求自动生成日、月、季度生产数表,随机打印报警信号和设备开停状态的变化。
(8)建立设备运行档案,实施设备优化运行管理。
(9)建立与管理系统的有机联系,实现数据共享和数据交换。
(10)监测PLC现场控制站的工作状态,监测网络运行工况及数据传输速率。中控界面例图如图3。
污水厂各控制站实现的功能如下。
(1)进水泵房控制主站PLC1集成控制实现:
1)系统检测粗细格栅远程/就地状态、运行、故障状态,启动停止控制;
2)除砂系统、砂水分离器:远程/就地信号、运行故障;
3)搅拌机:运行、停机、故障信号;
4)预处理除臭装置的设备参数如远程、运行、故障、硫化氢的浓度;
(2)生化池控制主站PLC2集成控制实现:
1)配电房进线柜、母联柜:合/分闸状态、故障信号;
2)配电房电量测量仪内的电流,电压,功率因素等;
3)生化池的潜水搅拌机、初沉污泥泵、链板刮泥机:运行/停止、手动/自动、故障、运行/停止控制信号;
4)水平轴流泵:运行/停止、手动/自动、高温保护、泄漏保护、过载保护、故障、运行/停止控制信号;
5)电动闸门/堰门:开启、开启到位、开启故障,关闭、关闭到位、关闭故障,手动/自动,开启控制、关闭控制信号;
6)检测液位、DO值、MLSS值和浮子开关的信号;
7)加药间的搅拌机、计量泵:远程/就地、运行、停机、故障、遥控信号。
(3)纤维滤池控制主站PLC3集成控制实现:
1)鼓风机变频:当前控制方式、运行、故障信号、启/停控制、频率控制等;
2)反冲水泵、储泥池搅拌器:当前控制方式、运行、故障信号、启/停控制;
3)出泥管阀门:开启、开启到位、开启故障,关闭、关闭到位、关闭故障,手动/自动,开启控制、关闭控制信号;
4)污泥浓缩脱水机:当前工作状态、故障、遥控状态;
5)紫外线消毒:远程/就地、运行、停机、故障信号;
6)检测出水水质参数,包括COD、PH、SS值、空气流量、压力、温度等。
结语
综上所述,以西门子PLC为主控制器,采用模块化结构编程,程序可读性强,维护方便,系统运行稳定。上位机人机界面美观、便于操作,生动形象地反映了污水处理工艺流程和设备运行情况。对于污水处理厂而言,其污水处理自动化控制水平有了明显改善。因此,西门子PLC将在污水处理厂中得到更为广泛的应用。
[1]徐孝斌,西门子S7-300在污水处理中的应用[J].科技风,2011(160.)
[2]黄小娟;赵静;王乔.基于S7-300PLC的城市污水处理工艺流程控制系统设计[J].世界电子元器件,2011(04).
猜你喜欢
娃娃乐园·综合智能(2022年12期)2022-11-24
科学(2020年6期)2020-02-06
重庆与世界(2019年10期)2019-11-25
中国电气工程学报(2019年3期)2019-09-10
智能城市(2018年8期)2018-07-06
中国资源综合利用(2017年4期)2018-01-22
无人机(2017年10期)2017-07-06
水利科技与经济(2016年6期)2016-04-22
中国资源综合利用(2016年3期)2016-01-22
专用汽车(2015年2期)2015-03-01
