
采用“整机车”工艺,保证B35电机跳动要求
2013-04-29 23:36:57李文珍
中华建设科技 2013年6期
关键词:安装
李文珍
【摘 要】采用“整机车”工艺,成功提高B35、B5安装形式电机整机跳动一次交验合格率。
【关键词】“整機车”;止口跳动;B35;安装
1. 引言
(1)在小型三相异步电机生产中,B35、B5安装形式电机的凸缘端盖止口及止口平面对轴伸的径向跳动、端面跳动要求极为严格,如H90(B5)电机跳动值国家标准规定为0.10mm。生产中由于通用机床精度不高、零件加工变形等种种原因,往往导致一次装配合格率非常低,通常只有20~30%,其余是通过多次修挫配合面或调节螺栓预紧度来达到要求的,这是普通机床加工工艺条件下小型异步电机生产的一个工艺瓶颈。
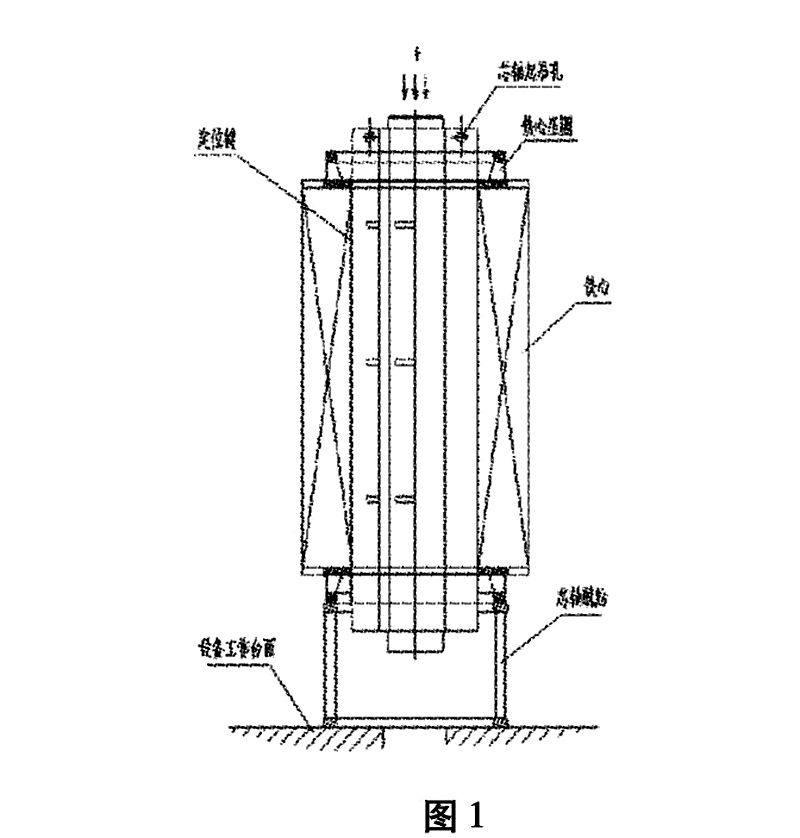
(2)一次我公司接到900多台EG80~112(B5、B35)外贸电机订单,根据签订的技术协议,该电机凸缘端盖止口对轴伸的径向跳动值要求比国家标准缩小1/2,端面跳动与国标相同,即分别为0.05mm和0.10mm. B35电机整机跳动要求示意图见附图1。
图1(3)根据以往的生产经验,按常规的工艺方法加工,要达到普通B5、B35结构电机的径跳、端跳技术要求都并非易事,本次订单径跳不仅大大超出了标准精度,而且端盖与机座配合面为整圆,我们称为满搭子结构,有别于普通电机两者的点状搭子配合,大批量生产时基本无法采用修挫搭子配合面的方法进行装配调节。如何在现有设备工艺条件下,采用合理的加工工艺方案,达到产品质量技术要求,保证订单的交付,我们进行了积极的探索。
2. 工艺要素分析
(1)按设计图样要求,机座、端盖、转轴等零部件的跳动允差之和已经超过整机标准允差值:机座止口跳动0.05mm、端盖止口跳动0.05mm、端盖轴承室跳动0.03mm、转子轴伸跳动0.015mm。 0.05+0.05+0.03+0.015=0.145 > 0.10(要求值)也就是说在所有零部件加工全部合格的情况下,装配后整机跳动超差也是难免的。
(2)由于电机机座、端盖均为铸铁薄壁零件,零件存在铸造内应力(虽经退火时效也还会有残余应力存在)、机械加工中的装夹变形、切削热影响,都导致零件加工后存在较大变形。
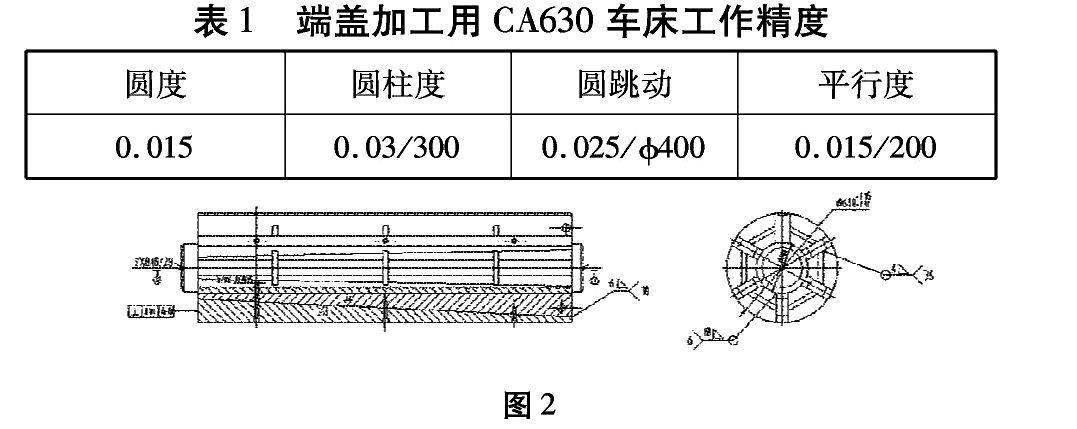
(3)我公司加工使用的都是普通通用机床,相比先进的精密数控机床,设备的工作精度也直接影响零部件的加工精度,如表1。
经过分析,想以提高零部件的加工精度来保证装配后凸缘端盖整机要求是很困难的,也是很不经济的。于是就设想电机装配后通过以转子旋转中心为定位基准,将整机作为一个整体部件对凸缘端盖止口、端面进行整机加工,来最终消除零部件加工中的变形误差及装配中的累积误差,达到整机测量合格之目的。
3. 制定工艺实施方案
(1)选择加工基准。 整机上凸缘止口跳动是以轴伸作为基准的,那么我们将定、转子相互固定,凸缘止口、端面就简化为转子零件的外圆和台阶来进行加工;选择转子两中心孔定位符合各基准重合原则,加工时有较高的相互位置精度,且工件装卸方便。
(2)设计专用夹具。 该夹具装夹在转子风扇档,与挡台靠紧,并与端盖的一个搭子进行固定,使定、转子间不产生相对转动;为了克服车削过程中切削力所产生的定、转子间轴向窜动,又在夹具上设置了2个顶紧螺栓,加工前进行预紧,减少车端面时的轴向跳动误差。夹具与轴接触面垫薄铜板避免将轴表面夹伤。夹具结构示意图见附图2。
(3)预留加工余量。零部件加工时要对凸缘端盖端面和止口预留精车余量,以保证整机加工。
(4)选择装配顺序。电机装配时先不装外风扇、风扇罩,利用后轴伸装卡工装及加工定位,车完予以补装。
(5)检测、调整机床。“整机车”加工前对车床用标准心轴进行精度检测并调整,使机床精度达到最佳状态。
4. 实施效果
(1)按上述工艺方案,我们选择一个中心高电机进行了验证后,发现情况不稳定。合格的电机止口径跳可达0.01~0.03mm,端跳一般分布在0.02~0.04mm,非常理想;而不合格样机径跳在0.05~0.07mm,端跳大多分布在0.12mm以上,质量呈现两极化分布。经对不合格的5台样机进一步分析后,找到了原因:转子两端顶尖孔粗糙度超差,还有磕碰现象,导致定位基准被破坏从而引起加工质量变差。发现问题后经及时纠正,改进了顶尖孔加工工艺,加强了防磕碰措施,加工质量稳定了。
(2)在进一步扩大生产中,随着操作者经验的积累,注意了选择合适的两顶尖加紧力,避免因顶紧力不当将轴顶弯导致的跳动超差,使一次交检合格率进一步提高到95%以上,达到了很好的预期效果。
5. 结论
在小型电机生产中,因设备精度等工艺条件制约导致零部件加工精度不高、而生产批量又较大的情况下,“整机车”工艺能很好的满足B35、B5电机加工的整机跳动质量要求。该工艺的成功实施,不但保证了公司EG系列外贸订单的顺利交付, 也适用于推广至其它系列B5、B35安装形式带凸缘端盖电机的生产。该工艺经济、简便。对大批量生产,可采用2套夹具,一套加工时,另一套装夹,能进一步提高生产效率。
猜你喜欢
中国科技纵横(2016年17期)2016-11-30 22:06:25
中小企业管理与科技·上旬刊(2016年11期)2016-11-28 21:20:38
农机使用与维修(2016年10期)2016-11-10 09:58:44
农机使用与维修(2016年10期)2016-11-10 09:58:00
农机使用与维修(2016年10期)2016-11-10 09:56:36
中国科技博览(2016年19期)2016-10-19 11:48:32
科技视界(2016年21期)2016-10-17 16:27:45
科学与财富(2016年28期)2016-10-14 23:13:11
科学与财富(2016年28期)2016-10-14 22:24:44
科学与财富(2016年28期)2016-10-14 18:56:48
