简易复合铣刀的设计与制作
2013-04-10 11:47湖南长高高压开关集团股份公司长沙410219欧献军蒋海军
金属加工(冷加工) 2013年6期
湖南长高高压开关集团股份公司(长沙 410219)欧献军 蒋海军 李 浩
图1所示为我公司产品一关键部件,该部件材料为ZL114A,工件外形较为复杂,加工位置精度要求高,加工难度大,特别是加工部位I处为导电接触面,表面粗糙度值Ra=3.2μm很难保证,且加工效率非常低,一度成为公司生产瓶颈。
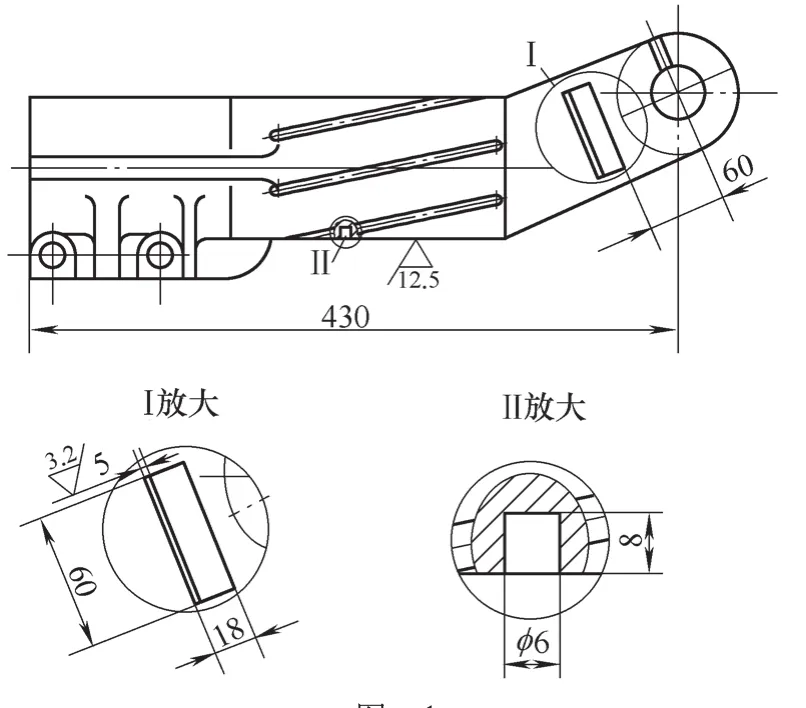
图1
为确保零部件的加工质量,提升加工产能,依据该零部件加工刚性较差,加工时易出现振刀,加工效率低且质量不稳定的特性,我们专门设计和制作了一种复合铣刀来解决这一加工难题。
1.复合铣刀的设计与制作
复合铣刀由刀柄、可转位盘形铣刀、复合钻花组成,如图2所示。
(1)刀柄部分:刀柄材料采用φ80mm×430mm、45钢,调质硬度28~32HRC,表面发黑处理。刀柄尾部为莫氏5号扁尾锥体。以10mm键槽和M39×1.5螺纹固定φ300mm可转位盘铣刀。刀柄前端面为φ16mm孔,用来装φ12mm复合钻头,前端侧面攻M10螺纹紧固φ12mm的复合钻头。
(2)可转位盘铣刀:为防止加工干涉,选用φ315mm、20齿的三面刃盘铣刀,刀具系瓦尔特生产。刀片主偏角为90°,刀片的最大切削线速度vc=700m/min,最大切削厚度ae=12mm,满足刀具在一刀切削时的工艺要求。
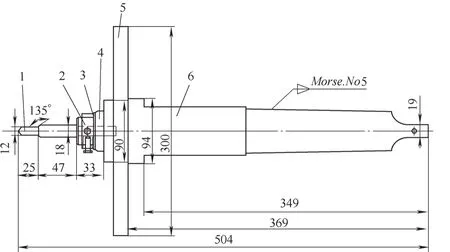
图2 复合铣刀
(3)复合钻头:将φ16mm×100mm普通直柄麻花钻用工具磨磨出前端φ12mm×25mm 台阶,φ16mm与φ12mm接合处为2mm×45°斜角。
2.导电接触面的加工方法
(1)加工设备采用汉川TX611B卧式铣镗床。
(2)制作一简易夹具以工件底面为基准,使加工导电接触面垂直于工作台,以如图1所示Ⅱ处2个φ6mm孔定位,用盘铣刀从上往下铣出导电面,再用复合钻头钻出φ12mm孔,然后继续轴向进给完成对φ12mm孔的倒角。盘铣刀加工选用参数:n=480r/min、ae=5mm、vf=600mm/min。
猜你喜欢
装备制造技术(2021年1期)2021-05-21
重型机械(2020年3期)2020-08-24
模具制造(2019年10期)2020-01-06
制造技术与机床(2018年10期)2018-10-13
金属加工(冷加工)(2018年3期)2018-03-26
计算机测量与控制(2017年6期)2017-07-01
制造技术与机床(2017年3期)2017-06-23
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
金属加工(冷加工)(2014年21期)2014-12-02