基于DYNAFORM的汽车顶盖外板成形性分析
2013-04-09 13:52四川省宜宾普什模具有限公司644007
金属加工(冷加工) 2013年6期
四川省宜宾普什模具有限公司 (644007) 陈 平
基于DYNAFORM的汽车顶盖外板成形性分析
四川省宜宾普什模具有限公司 (644007) 陈 平
汽车顶盖外板是汽车车身外板件中零件尺寸大、表面质量要求很高的一个重要产品。由于顶盖外板装配时涉及到的搭接产品较多,使得要高品质地成形该产品存在较大困难。此外,顶盖外板作为车身外板件,除了要求制品的尺寸、形状精度符合产品数模外,还要求不能有影响车身美观的微小成形缺陷,而且对制品的刚性也有着严格的要求。本文以DYNAFORM软件为平台,结合成形仿真技术的应用,对国内某合资汽车厂一款三厢B级轿车的顶盖外板(见图1)的成形过程进行研究,以便能够更深入地了解和认识顶盖外板的成形特性。

图1 顶盖外板产品形状
一、有限元模型的建立
首先将客户提供的产品数模用UG软件进行数模确认,注意产品的材料、料厚、偏置方向等,检查产品有无重叠面、漏面、尖角、负角等现象。
产品数模确认完毕后,将产品数模导入DYNAFORM软件中,进行工艺补充面的设计。首先应分析产品拉延成形是否有负角,按照拉延深度尽量浅和拉延深度尽量一致的原则确定产品的冲压成形方向;之后展开翻边、填补孔洞;根据产品的形状和趋势设计压料面的形状;根据产品各部位的成形特点设计拉延筋等。将设计好的拉延工艺数模在DYNAFORM软件中进行成形仿真计算,根据计算结果中产品可能出现成形缺陷的部位,用UG软件对拉延工艺数模进行反复地修正和优化,最后得到最适合产品冲压成形的拉延工艺数模。根据最优化的拉延工艺数模确定拉延成形的毛坯尺寸,并确定压边圈的行程和压边力等。
网格划分的质量影响着冲压成形分析的有效性。在DYNAFORM软件中,用板料网格生成器(Blank Generator)划分坯料的网格,用Surface Mesh命令来划分产品网格。划分网格时,要尽量使划分出的单元是四边形单元,且使三角形单元分布在边缘区域。在凹模圆角等重要圆角处一般要设置至少3~4个单元适应其形状,以便保证计算精度。划分好网格后还要对网格进行检查,主要检查模面是否完整,是否有重叠、漏洞,网格的法向是否一致,并修复有缺陷的单元。
顶盖外板的有限元网格如图2所示。
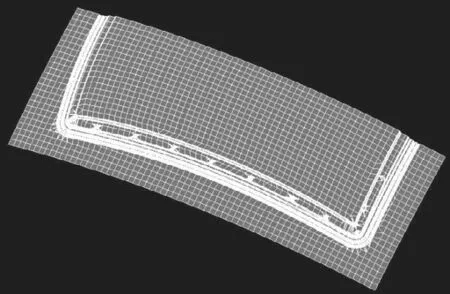
图2 顶盖外板的有限元网格图
二、产品的成形仿真分析
1.产品材料性能
顶盖外板材料为SGCD3(JISG),国内等同材料为DX54D+Z(Q/BQB),厚度为0.67mm。SGCD3属于热镀锌钢板,其力学性能如附表所示。

SGCD3的力学性能表
2.冲压方向的确定
在汽车坐标系下,用DYNAFORM软件DFE→Preparation→Tipping的自动调整(Auto-Tipping)及手动调整(Manual-Tipping)功能进行调整,在保证冲压方向无负角且尽可能减小拉延深度差的原则下,选定合适的冲压方向,保证凸模将工件一次拉延到位。确定顶盖外板的拉延冲压方向如图3所示。

图3 产品的拉延冲压方向
3.工艺补充面的确定
冲压方向确定后, 根据需要用DFE→Preparation→Unfold Flange展开翻边, 用DFE→Preparation→Inner Fill填补孔洞,用DFE→Preparation→Outer Smooth进行外部光顺。另外, 汽车外板件零件的外形轮廓有急剧变化的曲面和较高的鼓包时, 这些部位的成形容易开裂, 在工艺补充设计时, 应根据实际情况尽可能加大过渡区和过渡圆角。
然后,用Binder功能设计压料面。设计压料面时需要考虑产品的趋势、拉延深度以及板料与凸模的接触状态等因素。
顶盖外板的工艺补充面完成后如图4所示。

图4 顶盖外板的工艺补充面
4.设定拉延筋及冲压成形仿真参数
顶盖外板采用单动拉延形式,拉延主压力9300kN,压边圈行程为120mm,压边力为1300kN。拉延筋是沿产品周圈布置两道矩形筋,如图5所示。

图5 拉延筋示意图
5.冲压成形仿真计算结果分析
冲压成形仿真完成后,主要从以下几方面对仿真计算结果进行分析:
(1)压料情况和成形过程分析 压边圈压料之后板料在产品面内没有出现皱纹,图6所示显示了顶盖外板的板料从压料状态至下死点间,板料的冲压成形过程。板料与凸模接触过程中,顶盖外板四角R处的凸模最先接触板料,然后是产品顶部的棱线部位,接下来才是产品的弧形大面。

图6 顶盖外板成形仿真过程图
(2)起皱部位分析 在成形过程中,仅在坯料四角部位出现了起皱,但起皱区域都在产品型面以外,这些区域在后工序中将被切除,因此对产品表面质量无影响。
(3)材料流动线分析 顶盖外板由于产品型面内无较大起伏区域,因此不存在材料流动线留在外观表面的可能,能满足客户对产品质量的要求。
(4)开裂部位分析 图7为顶盖外板的变薄率图,从中可以看出最大变薄率发生在产品顶部棱线处,原因是这些地方上、下圆角半径都较小(R5mm);但同时注意到这些地方的变薄率最大为20%,低于客户的变薄率要求(小于25%),因此产品成形在理论上无开裂危险。

图7 顶盖外板的变薄率图
另外可以看出,在产品型面内无变薄率不足3%的区域,不存在因变形不足而导致产品刚性不足的地方。
6.确定工艺补充面和冲压成形参数
通过对压边力、拉延筋及工艺补充等进行调整,重复对产品的冲压成形进行仿真模拟,直至得到最优化的成形工艺参数及仿真结果。
产品的成形极限图(即FLD图)如图8所示,它显示了产品成形安全单元、破裂单元和起皱单元的分布情况。
图8 顶盖外板成形极限图(FLD图)
三、结语
本文以汽车顶盖外板为研究对象,运用DYNAFORM软件建立其有限元模型。在对顶盖外板的产品特性进行分析后,通过计算机仿真,分析其板料的塑性变形和塑性流动过程,结合成形极限图,对实际生产中的冲压过程进行有限元成形仿真计算,对成形过程中可能出现的成形缺陷进行预估,并对此采取有效的解决方法。最后,通过对压边力、拉延筋及工艺补充等进行调整,反复对产品的冲压成形进行模拟仿真,直至得到最优化的成形工艺参数及仿真结果。
顶盖外板经现场调试后的合格拉延件及其产品,如图9、图10所示。

图9 调试合格的拉延件

图10 调试合格的产品
本文的研究为顶盖外板在实际生产中的成形性提供了可靠的理论依据,提高了模具的设计效率和制造质量,缩短了产品的开发周期,降低了产品的开发成本,为后期顶盖外板模具的现场调试提供了参考,具有较好的指导意义。
20121107)
猜你喜欢
电子设计工程(2022年20期)2022-10-28
模具技术(2021年5期)2021-10-13
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
汽车实用技术(2019年20期)2019-11-06
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
机械管理开发(2018年11期)2018-11-28
制造技术与机床(2017年2期)2017-05-04
锻压装备与制造技术(2016年3期)2016-06-05