
钛合金球面上盲孔小直径攻螺纹工艺
2013-04-09 13:52西安北方光电科技防务有限公司陕西710043王文仲乔奇光
金属加工(冷加工) 2013年11期
西安北方光电科技防务有限公司 (陕西 710043) 王文仲 张 勇 乔奇光
钛合金球面上盲孔小直径攻螺纹工艺
西安北方光电科技防务有限公司 (陕西 710043) 王文仲 张 勇 乔奇光
钛合金属于难加工材料,对于钛合金球面上盲孔小直径攻螺纹更是实际生产中棘手的问题,也是工艺方面的瓶颈。本文通过典型壳体球面上盲孔小直径攻螺纹总结一套有效加工方法,通过实际证明该方法有效地解决了此类结构零件的攻螺纹问题。
1.工艺分析
如图1所示壳体结构示意图,图中有6个螺纹孔尺寸为M3-6H,螺纹深度为5mm,螺纹孔与壳体回转中心交点夹角为58°,壳体回转中心到左端面尺寸为32mm,左端孔直径为54mm。螺纹底孔深度为6.5mm。6个螺纹孔沿零件回转中心在360°的球面上分布,位置度0.1mm。此零件螺纹孔螺纹难度问题有两点:一是如何解决钛合金球面上盲孔小直径螺纹时螺纹与底孔轴线重合一致的问题;二是如何解决钛合金材料螺纹时螺纹孔合格率低的问题。
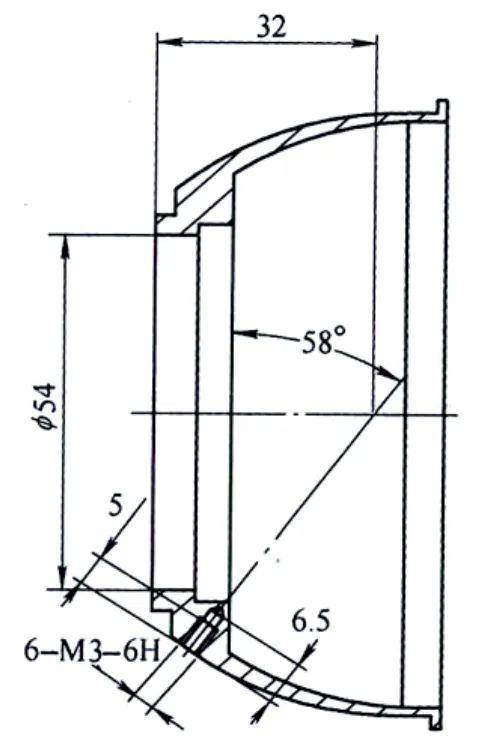
图1 壳体结构
2.难点分析
钛合金材料具有较好的力学、化学、物理综合性能,质轻、密度约为4.54g/cm3,是钢的70%左右,但其比强度(强度/密度)是现代工程结构金属材料中最高的。钛合金材料中加入合金强化元素后,热稳定性很高,300~350℃条件下其强度约比铝合金高8倍。因而钛合金材料在各行业的应用愈来愈广。
钛合金球面上盲孔小直径螺纹的技术难点有:
(1)钛合金球面上盲孔小直径螺纹时螺纹底孔轴线难控制,容易与丝锥旋转轴线成夹角。
(2)钛合金材料的性能决定了螺纹时转矩大、散热及冷却效果差,导致丝锥磨损快、易折断,寿命低。
(3)钛合金材料弹性模量小,屈强比高,加工变形回弹量大,通常螺纹过程控制后螺纹中径偏小,导致螺纹不合格。
3.解决工艺方案
(1)控制螺纹底孔直径大小:钛合金材料弹性模量小、加工回弹量大,攻螺纹时底孔直径尺寸的确定尤为关键。使用通用钻头改制成专用钻头加工螺纹底孔,测量确定既满足螺纹公差带位置和精度等级要求又满足内螺纹小公差等级和螺纹联接强度要求,有利于减小螺纹切削余量,降低螺纹转矩,经反复试验钻头直径取2.53mm,螺纹底孔不大于φ2.56mm时最佳。
(2)优化丝锥结构:①丝锥前角由7°~10°减小至3°~5°,丝锥后角由5°~7°增大至11°~13°,减小螺纹磨损转矩,丝锥锋利。②切削锥角由5°~7°调整到9°~11°,切削厚度增加,可避开加工硬化层,降低螺纹磨损转矩。③缩窄刃瓣宽度,标准M3的螺纹一般用3槽丝锥,锥心取0.45d≈1.3mm,刃瓣宽度取1.3mm。为大幅降低螺纹转矩,对丝锥刃瓣宽度9等分,按图2给丝锥刃瓣上修磨辅后角,进行螺纹试验,丝锥刃瓣宽度取0.45mm、0.27mm、0.15mm时未发生丝锥折断现象,但考虑到丝锥寿命、丝锥强度,丝锥刃瓣宽度的理想取值0.39mm左右。图中,b2为刃瓣宽度,γ为丝锥前角,b1为改制后丝锥刃瓣宽度,α为增加辅后角。
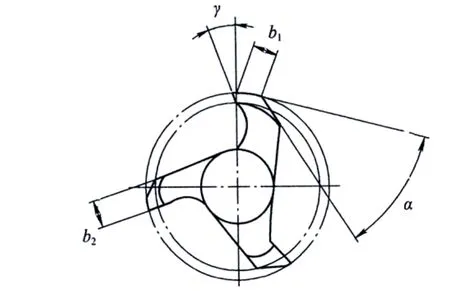
图2 丝锥槽形结构示意图
(3)调整丝锥中径大小以及螺纹过程控制。①第一遍使用改磨标准丝锥M3的I型中径尺寸缩小0.04~0.05mm的专用丝锥螺纹,螺纹后使用喷枪吹干净孔内切屑。②第二遍使用改磨标准丝锥M3的I型中径尺寸缩小0.01~0.03mm的专用丝锥螺纹,攻螺纹后使用喷枪吹干净孔内切屑。③第三遍使用改磨标准丝锥M3的II型中经尺寸缩小0.02~0.04mm的专用丝锥螺纹,攻螺纹后首先使用喷枪吹净孔内切屑,再使用棉花球蘸上酒精,擦洗干净内孔,去除细微切屑。④第四遍使用标准丝锥M3的II型螺纹,螺纹完成后首先使用喷枪吹干净孔内切屑,再使用棉花球蘸上酒精,擦洗干净内孔,去除细微切屑。⑤稳定处理后第五遍螺纹使用带涂层合金丝锥M3的II型对螺纹进行修校,完成全部螺纹过程。
4.结语
通过长期跟踪分析,反复试验获得有效实用丝锥结构参数,经过近几年的生产实践验证,螺纹质量一直稳定可靠,用标准丝锥改磨成专用丝锥解决钛合金材料球面上盲孔小直径螺纹的难题,形成独具特色螺纹工艺方法,对类似钛合金材料螺纹问题有一定借鉴作用。
20130115)
猜你喜欢
装备制造技术(2020年11期)2021-01-26
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年8期)2019-09-03
四川水力发电(2018年4期)2018-03-25
数学物理学报(2017年2期)2017-06-05
三峡大学学报(自然科学版)(2017年1期)2017-03-20
山西建筑(2016年36期)2016-02-13
数学年刊A辑(中文版)(2014年5期)2014-11-01
河南科技(2014年6期)2014-02-27
中国三峡(2013年7期)2013-09-13

- 金属加工(冷加工)的其它文章
- 细长轴零件的数控车削技术