
基于FANUC系统第四轴功能的实现
2013-03-25 06:34温学勇
机械工程师 2013年3期
温学勇
(苏州大学,江苏苏州215066)
1 引言
我校有6台友嘉产的系统为FANUC Oi MC的加工中心,为了提高机床的加工性能,决定加装第四轴-B轴。这样在加工过程中对象可以旋转,实现一次装夹可对多个面进行加工,提高了效率和位置精度,而且可以四轴联动的同时,对特殊曲面进行加工。
2 加装第四轴的方案
加装四轴后要实现的功能:手动或手轮方式下控制第四轴旋转;自动或MDI方式下,用程序控制第四轴旋转;M25、M26指令控制旋台的夹紧或放松,并且旋台松开才能旋转。
FANUC Oi MC系统可以控制4轴,且可同时控制4个轴。系统不需要升级就可以达到上述功能要求,不需要更换系统,改造成本低,从经济角度来看,为改造带来了可行性。
2.1 需要增加的硬件
(1)潭兴的电脑数控分度盘。减速比:1/90;内部配置:(a)电磁阀(制造商为 SMC;型号为 VZ3140-3G):控制分度盘,使其夹紧或放松;(b)FANUC 伺服电机:βis8/3000;(c)2个压力开关:(制造商为SMC;型号为IS1000-01-111001)检查夹紧、放松空气状况;(d)1 个接近开关:(制造商为Nippon Barufu,型号为BES-516-325)检测原点信号;
(2)第四轴伺服放大器(βisv 20);
(3)继电器(制造商为omron,型号为MY2N-J24VDC)。
2.2 PMC地址分配
要确保新选用地址以前没被选用过。
(1)手轮第四轴轴向选择:相关接线加装4轴前已连接好,相关梯形图也已编好;
(2)操作面板上手动第四轴:X6.7,X7.0;加装 4轴前已连接好;
(3)4轴原点信号(接近开关):X9.3;
(4)旋台夹紧、松开信号(压力开关):X3.1,X3.3。
2.3 硬件连接
手摇轮第四轴选择以及手动第四轴方向选择信号之前已经连接到PMC。
(1)硬件放置
把分度盘固定在工作台上,第四轴伺服放大器装到电柜箱里靠近其它伺服的地方。把继电器放到电柜箱继电器插槽里。
(2)继电器、电磁阀的连接
如图1所示,继电器线圈接到PMC的地址Y2.6上,它的一个常开串接到电磁阀线圈电路中,电磁阀线圈接110V交流电;
(3)接近开关、压力开关连接
如图2所示,把气体连接到分度盘接气口上。
(4)第四轴放大器连接

图1

图2
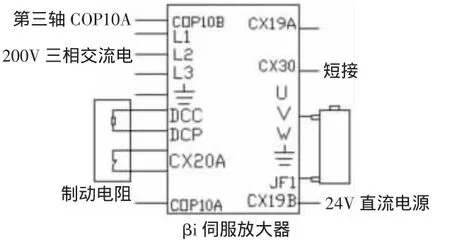
图3
如图 3,COP10B 接 第 三轴 COP10A,L1、L2、L3 接200V三相交流电,CX30短接,U、V、W接第四轴电机,JF1与第四轴电机编码器连接,CX19B接24V直流电源,DCC、DCP接制动电阻。
2.4 编梯形图
要使第四轴伺服动作,编梯形图需要控制信号有如下几种:(1)方向选择信号:G100.3、102.3;(2)第四轴锁信号:G130.3(负逻辑有效);(3)第四轴超程信号:G114.3、G116.3(负逻辑有效);(4)旋台夹紧、松开信号:Y2.6;通过M25、M26的译码输出控制Y2.6。
在第二级程序里插入梯形图(如图4)。

图4
2.5 第四轴相关参数设定
8130:伺服轴数,设为 4;
1020:产生A轴,设为65;
2023:速度脉冲数,设为8192;
2024:位置脉冲数据,设为12500;
1420:第四轴轴快速进给速度4000;
1421:F0 速度,设为 200;
1423:手动进给速度,设为360;
1424:手动快速进给速度,设为4000;
1850:各轴栅格偏移量,设为1050;
1851:各轴反向间隙补偿量,测得为7;
1620:各轴加减时间常数,设为50;
1818:参考计数器容量及检出倍率设定值:00010001;
1820:指令倍率:2;
2001:位参数 0;
2020:电机号258(由电机型号βis8/3000查FANUC资料得);
2021:负载惯量比128;
2022:电机旋转方向111;
2084:齿轮比(分子):1;
2085:齿轮比(分母):250;
1006#0=1;
1022:基本坐标系中各轴的顺序X1Y2Z3A0;
1023:各轴的伺服轴号X3Y1Z2A4;
1821:电机旋转一周 4°4000;
1825:各轴的伺服环增益:5000;
1826:各轴的到位宽度20;
1827:各轴切削进给到位宽度20;
1828:各轴移动中最大允许位置偏移量3000;
1829:各轴停止时最大允许位置偏移量500;
3 结语
通过上面的硬件连接、梯形图的编制与参数设置操作,就可以实现第四轴的旋转与四轴联动功能。在实际加工中,实现了一次装夹加工多个面,可加工比较复杂的曲面,而且有很高的位置精度,大大提高了机床的性能与效率。
[1] FANUCoi-mc参数说明书[Z].
猜你喜欢
地理空间信息(2022年3期)2022-04-01
制造技术与机床(2017年7期)2018-01-19
测绘工程(2017年3期)2017-12-22
成都工业学院学报(2017年2期)2017-06-28
小学生导刊(2017年17期)2017-05-17
电子制作(2016年15期)2017-01-15
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
制造技术与机床(2015年10期)2015-04-09
