
浅谈飞机导管弯制加工工艺
2013-03-23 08:33中国电子科技集团公司第38研究所程晓祥
电子世界 2013年8期
中国电子科技集团公司第38研究所 程晓祥
一、引言
航空航天通用零部件中,有关管路系统一直存在两个重要的问题点,即管道安装拧紧力矩和导管弯曲半径。其中管道安装拧紧力矩的问题在于实际生产过程使用定力扳手或限力扳手进行装配缺乏可行性,而导管的弯曲半径越小,椭圆化现象、受压面起皱和鹅头越严重,成为了影响弯曲半径选择的重要因素。本人在管道弯制实践中经不断摸索、试验,自行研制成功一种用于管道弯制时使用的工装,方便并满足了实际操作的需要。
二、弯制管道的操作工艺方法
弯管过程中一般采用冷煨与热推两种工艺。弯曲过程中,弯曲背面管壁被拉伸变薄,弯曲凹面受挤压变厚,由于金属材料抗压性能优于抗拉性能,总体上管道被拉长,管道弯曲凹凸方向受力,侧面不受力,管道截面变为椭圆形状。本人一般采取以下工艺流程进行弯制:
1.将航空铝管(5A02)的一端用木楔子堵结实,朝下立起(注意:要留外头儿,以方便拨出来),把用烘箱约250度到300度烘48小时后的砂子(颗粒度不能太大,也不能太小,60目-120目筛好的河砂最合适)晾干后用漏斗慢慢灌进去,一边灌,一边让管路垂直向下轻敲地面,使干砂子充分填实后,紧紧地打入另一个同样的木楔子,直到干燥的砂子在管中没有任何松动的可能为止。
2.在工作平台上,画出大样:外园半径为50+外径/2,内径为50-外径/2,并在开始弯曲处与停止处点焊上掣子,防止煨过头或欠煨。
3.下火煨,也可以用汽焊枪烤着煨。下火煨比较简单,慢慢煨过来就可以了,但如果用汽焊枪烤着煨时,要注意一段一段的烤着煨,当心挨着平台的底部那部分一定要烤到同样火候,否则就会煨扁。
4.万一发现欠煨(角度不够)或者过煨(角度大了)时,可用冷水浇圆角内侧或加热外侧以及相反的方法进行校正。
5.砂子用烘箱约250度到300度烘48小时,目的是除去里面的水份,防止下火时端头木塞冲出伤人,另外沙子在管内支持管壁,不容易造成管变形,保证椭圆率。
三、操作实例介绍
本人针对管道弯制实践中的若干特点,制作了如下工装(图1)。
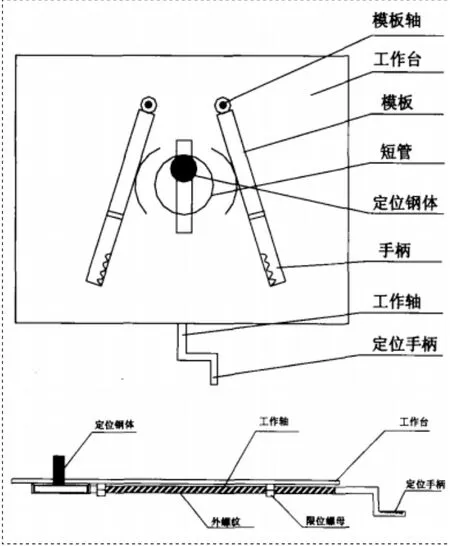
图1 工装示意图
由工作台、手柄、模板、短管、定位装置等几部分构成。工作台由钢板和支架焊制而成。钢板厚度8mm左右,长度尺寸为800mm×800mm。支架高度为1m,以便于人弯腰操作。通过手柄的旋转带动工作轴旋转,利用螺纹的递进、退出,实现定位钢体的前后移动。使用时按照以下几个步骤进行:
(1)应选择与所要弯制管卡的管道管径相同的短管。将短管套于定位钢体上。
(2)由于管径不同,所以,管卡的弧度也不一样,要根据不同的管径选择不同的模板。本装置应配有与常用管径规格相配的几套模板。在弯制时选择与管径配套的模板。
(3)将手柄和模板通过螺纹连接好以后,使模板套于模板轴上。
(4)由于管径的不同,因此需要不断调整定位装置的前后位置,在煨弯操作时,管径较大时,应将定位钢体的位置相应后调。
(5)首先将用于制作管卡的圆钢放于短管前面,然后,用手旋转手柄从两侧开始向内用力,当弧形板开始接触圆钢时,应注意均匀用力,动作不宜过快,通过弧形板和短管的共同挤压,使圆钢成管卡形状。
四、结语
经后期制作过程中使用,大大提高了弯制管道的工效,同时针对工装制作后的弯管进行了试验和核对,理论计算和试验结果基本符合。
[1] 程守常.一种结构简单的弯管机构[J].组合机床与自动化加工技术,1982(8).
[2] 陈学海.全自动液压数控弯管机加工曲线精度的研究[D].吉林大学,2005.
[3] 韩维良.用中型弯管机弯制小半径的模具[J].机械工人.热加工,1984(6).
猜你喜欢
小天使·三年级语数英综合(2022年6期)2022-06-23
花火·绘阅读(2022年2期)2022-03-21
煤气与热力(2021年7期)2021-08-23
建材发展导向(2021年11期)2021-07-28
煤气与热力(2021年5期)2021-07-22
装备制造技术(2020年11期)2021-01-26
河南畜牧兽医(2020年3期)2020-01-10
中国新闻周刊(2019年40期)2019-11-11
电子制作(2018年11期)2018-08-04
原子与分子物理学报(2015年3期)2015-11-24
