论宝山铅锌银矿石选矿生产实践
2013-03-17 11:09杨自然
湖南有色金属 2013年4期
杨自然
(湖南宝山有色金属矿业有限责任公司,湖南郴州 424402)
我国的铅锌矿产资源十分丰富,居世界第三位,仅次于澳大利亚和美国。作为重要的有色金属矿产资源,铅锌矿在我国国民经济中具有重要的地位,广泛地应用于各种行业和领域。宝山铅锌银矿原矿性质较复杂,矿种比较多,精矿产品有铅精矿、锌精矿、硫精矿,金银等贵重金属富集在铅锌精矿中。文章对宝山铅锌银矿生产实践中的一些问题提出了一些改进措施。
1 原矿性质
1.1 原矿多元素分析
原矿多元素分析结果列于表1。
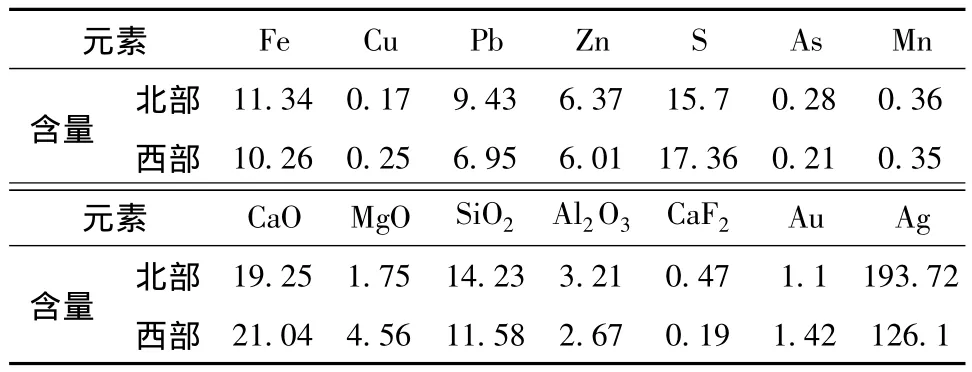
表1 原矿化学多元素分析结果 %
1.2 原矿矿物组成
西部铅锌矿:金属矿物有方铅矿、闪锌矿、黄铁、黄铜矿、毒砂、硫锌铅车轮矿、白铅矿、铅矾、异极矿、菱锌矿、硅锌矿、金银矿、银金矿、螺旋硫铁矿、硫锌铜银矿、硫砷银矿、银铜矿、深红银矿、硫银锡矿、褐铁矿、赤铁矿等。非金属矿物有白云岩、方解石、石英、绢云母、长石、绿泥石、粘土矿物等,另有少量碳质物。矿物嵌布特性为热液交代型矿床,热液交代碳酸盐形成砂质沉淀,矿物生成黄铁矿、闪锌矿与方铅矿,同时沉淀时易形成复杂嵌布关系,硫化矿氧化形成氧化矿物,故氧化矿物常交代或包裹硫化矿物。
北部铅锌矿:主要以硫化矿原生矿为主,大理石化岩型铜铅锌矿石,少量矽卡岩型铅锌矿石,以硫化物为主,氧化物较少,矿石结构主要为斑块状、浸染状、网状等。
2 选矿工艺流程及主要设备
2.1 破碎作业
破碎采用三段一闭路流程,破碎车间有两个完全相同且独立的破碎系列,T系列和M系列,M系列粗碎用 PE600×900复摆式颚式破碎机,中碎用Φ1200标准园锥破碎机,细碎采用Φ1650短头型园锥破碎机,筛分用SZ1500×3000惯性振动筛作闭路筛分,M系列于2008年对中碎、细碎设备进行了更新改造,中碎采用美卓生产的C80颚式破碎机,细碎采用美卓GP11F,工艺流程如图1所示。
2.2 磨矿浮选作业
磨矿采用MQG2400×3600湿式格子型球磨与2FC1500沉没式螺旋分级机构成一路闭路磨矿,浮选采用优混流程即优先浮铅,锌硫混合浮选,再锌硫分离,优先浮铅采用一粗二扫三精共19槽,锌硫混浮采用一粗二扫共12槽,锌硫分离采用一粗二扫二精共12槽GF-3机械搅拌式浮选机,磨矿浮选工艺流程如图2所示。
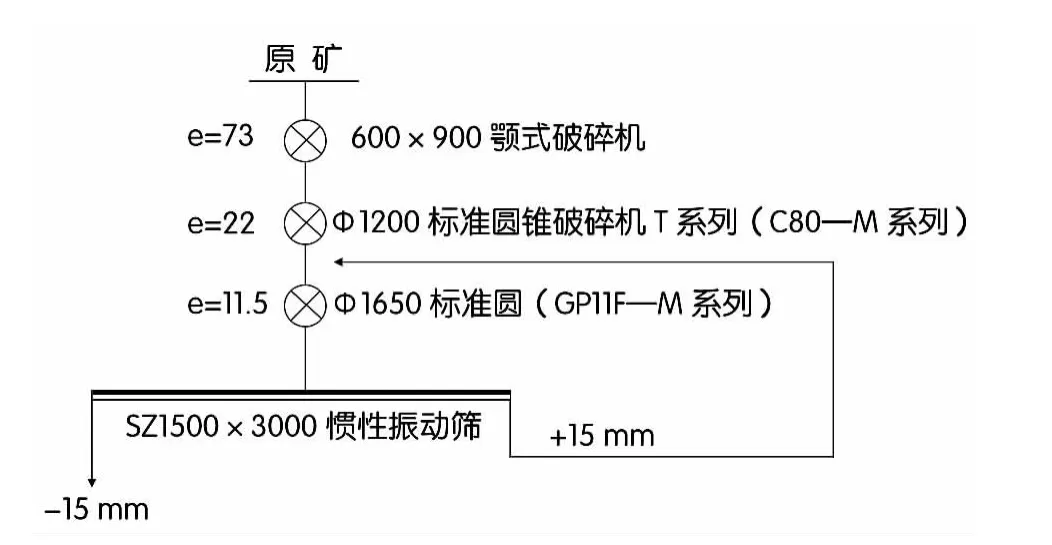
图1 破碎工艺流程
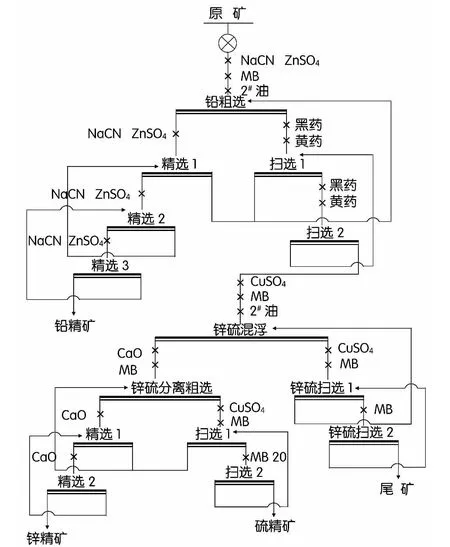
图2 磨矿浮选工艺流程
精矿脱水:铅精矿脱水第一段为TNB-12中心传动浓缩机,第二段为KS-12陶瓷过滤机;锌精矿脱水第一段为TNB-15周边传动浓缩机,第二段为KS-12陶瓷过滤机;硫精矿脱水第一段为TNB-18周边传动浓缩机,第二段为KS-18陶瓷过滤机。
3 存在的主要问题
3.1 粉矿粒度过粗
破碎车间采用三段一闭路工艺流程,原筛分设备SZ1500×3000惯性振动筛,筛网孔径为22×36的橡胶筛网,破碎粒度为-20 mm 95%,2008年M系列中碎、细碎设备更新为C80和GP11F后,选厂先后两次对筛网进行了改进,第一次将筛网网径改为20 mm×34 mm的橡胶筛网,粉矿粒度降为 -18 mm,第二次改进是将橡胶筛网改为内带钢丝的尼龙筛网,网经由20 mm×34 mm改为18 mm×32 mm,粉矿粒度降为-15 mm,筛分效率比以前有了较大的提高,但-15 mm的粉矿粒度和目前其它较先进的工艺设备相比,粉矿粒度还是过粗,还没有完全体现多碎少磨工艺的要求,目前现在的工艺和设备无法再降低粉矿粒度,主要体现在筛分返回到8#、9#皮带返回量过大,第三段破碎的负荷过大,破碎能力受到约束。
3.2 磨矿产品粒度过粗,矿物单体解离度不够
宝山铅锌银矿石属于中等硬度矿石,粗细不均匀嵌布,矿物共生关系比较密切,多家研究院所对宝山矿石磨矿细度所做的研究结果表明:磨矿细度越细,产品主品位越高,产品互含越低,-74 μm含量达到90%时,选别效果最为理想,湖南有色金属研究院对宝山矿石现场磨矿细度要求-74 μm 78%以上,现场所使用的球磨是MQG2700×2100短头型磨机,原设计是针对铜钼矿石的磨矿,磨矿细度要求在-74μm 65%~68%,2008年对3#球磨进行更新改进为MQG2700×3600,但磨矿效果还是很难达到工艺要求。而近几年磨矿-74 μm含量总是在72%左右,2008~2011年磨矿浓度、细度情况统计情况列于表2。
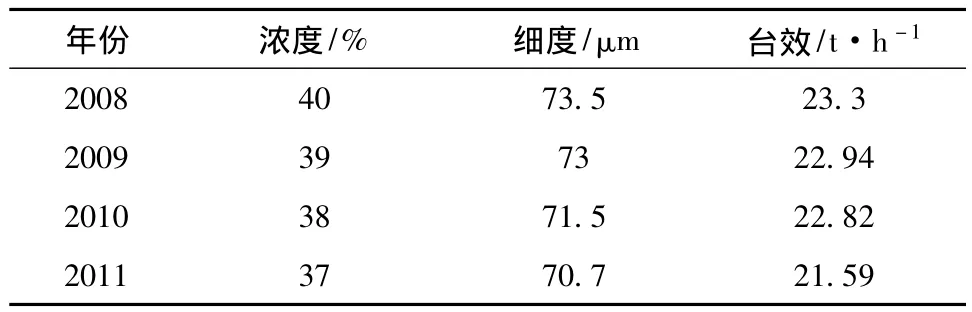
表2 磨矿浓度、细度统计表
3.3 浮选操作工凭经验操作,检测手段不先进
宝山铅锌银矿石选矿采用浮选工艺,浮选操作是选矿的一个关键环节,操作的好坏直接关系到选矿指标,现场操作主要靠操作工的经验,通过观察泡沫的颜色、泡沫的大小,泡沫的虚实、泡沫的刮出量、用淘洗的方法来进行操作,虽然宝山选厂的浮选工的操作经验比较丰富,素质比较高,由于化验结果滞后,先一天的操作要第二天才出化验结果,操作工根据化验结果再来指导第二天的操作,调整工艺条件,调整药剂用量。但操作的随意性比较大,指标的波动也比较大,特别是目前宝山的矿石性质比较复杂,矿种变化比较频繁,原矿品位波动大,干扰因素比较多,不利于指标的稳定提高。
3.4 金银回收率特别是金的回收率不高
宝山铅锌银矿石中含有贵重金属Au、Ag,主要是富集在Pb精矿中,部分银富集在Zn精矿中,原矿含Au约1~1.2 g,含Ag约130~160 g,近几年Au、Ag的回收率情况列于表3。
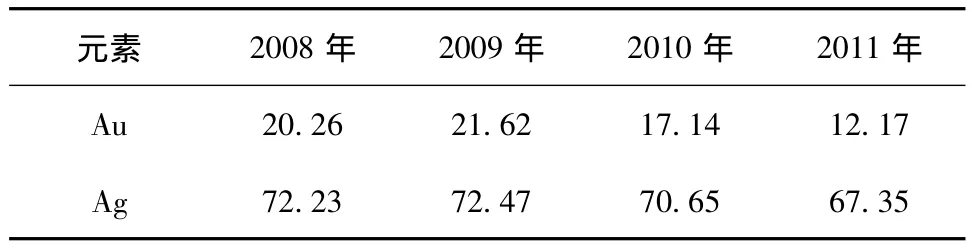
表3 Au、Ag回收率情况统计表 %
金在硫精矿中的含量如图3所示,从图3可以看出,Au在S精矿中损失含量约3.5~4.2 g/t。
金在硫精矿中的损失情况如图4所示,从图4中可以看出Au在S精矿中损失的回收率约为40%~50%。
金的化学物相分析结果列于表4。
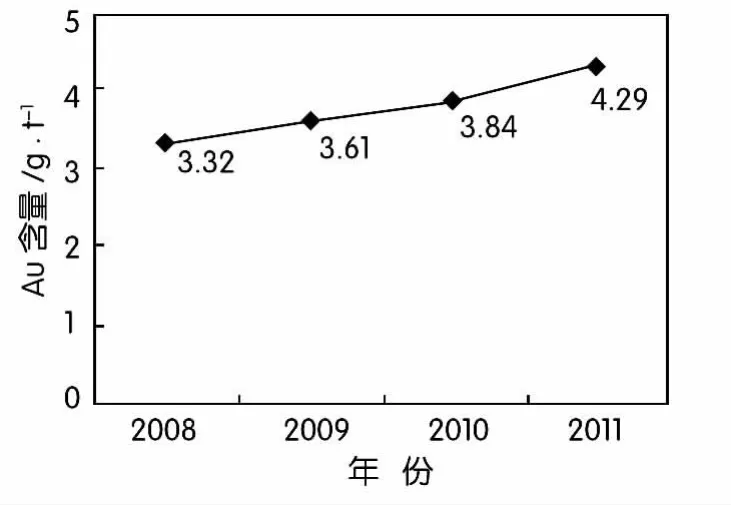
图3 金在硫精矿中的含量
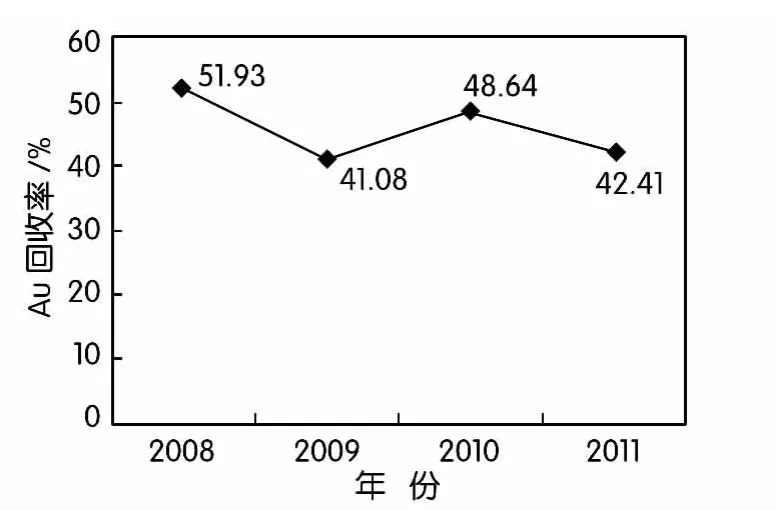
图4 金在硫精矿中的回收率
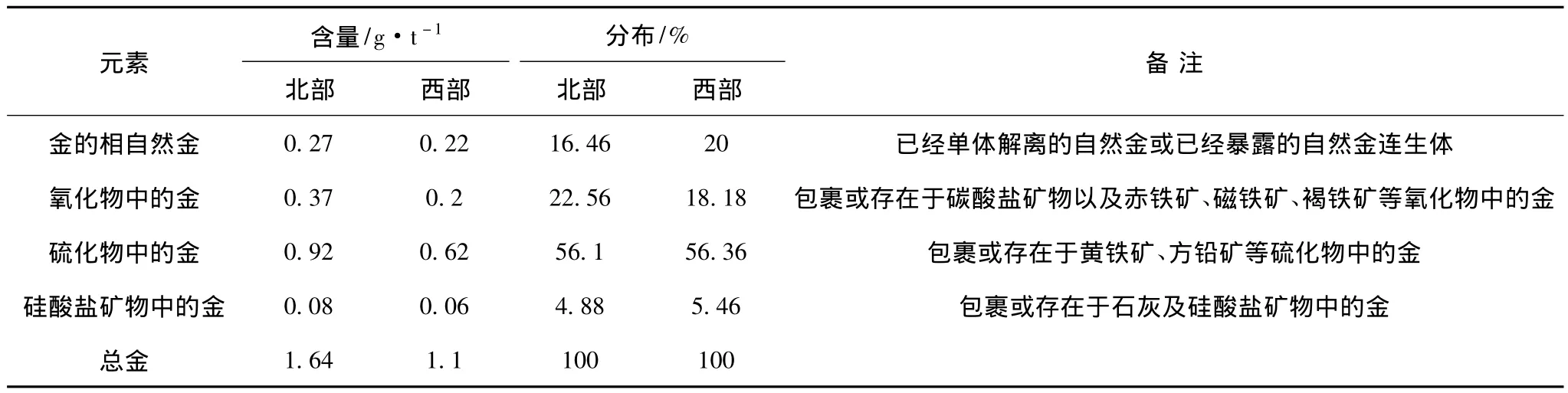
表4 金的化学物相分析结果
从金的物相分析结果可知:金在西部矿石和北部矿石中的赋存形式基本相同,在试样研磨至100%-74 μm的粒度下,以自然金等独立金矿物存在的金的分布比例在20%以下,金主要包裹于黄铁矿等硫化矿物中约占56%,约有18%~22%的金则被碳酸盐物、氧化铁矿物等包裹,其它5%的金被包裹于石灰及硅酸盐矿物中。而金在硫精矿中的用量低于5 g/t是不计价,金在硫精中的含量损失为3~4 g/t,损失的回收率为40%~50%,因此如何回收硫精矿中的金是摆在选矿工作中的一个攻关课题。
3.5 矿种变化频繁,矿石品位波动大
稳定的给矿、稳定的矿石性质、稳定的工艺条件有利于浮选操作,也有利于选矿指标的提高。选厂这几年来,受井下出矿的影响,矿种变化频繁、矿石品位波动等因素严重影响并制约了选矿指标的提高。井下出矿矿种较多,有北部、西部、砂页岩,每个矿种出矿量不均衡,矿种的批量生产量小,有时一个月西部、北部、砂页岩矿种变化8~9次,操作工刚适应,刚刚掌握矿石性质和操作条件,原矿矿种又变化了,又要摸索。同时受井下采场的影响,出矿品位波动也非常大,品位高的13%~15%,品位低的3%~4%,给选厂的生产组织带来很大的困难。
4 改进措施
针对宝山铅锌银矿石选矿存在的问题,从以下几个方面提出解决问题的对策。
4.1 降低粉矿粒度,体现多碎少磨
1.调整合理的破碎比,破碎作业采用三段一闭路流程,合理的破碎比是使三台破碎设备负荷均衡的重要参数,而筛网尺寸是粉矿粒度粗细的依据。目前,粗碎排矿口为73 mm,中碎排矿口为22 mm,细碎排矿口为11.5 mm,细碎设备的负荷最重。因此,前二段破碎还要相应增加负荷,适当将排矿口调小,以减少第三段细碎的负荷。
2.增加缓冲矿仓,使第三段破碎达到挤满式给矿要求。2008年对M系列破碎设备更新改造,将Φ1200标准园锥破碎机更换成C80,将Φ1650园锥破碎机更换成GP11F,按厂家提供的要求,GP11F要建一个缓冲矿仓,采用挤满式给矿,改造时由于场地的局限性取消了缓冲矿仓,而是直接用漏斗把矿给入,导致GP11F细碎设备的优越性能没有充分发挥,下一步在T系列破碎设备改造时,应充分考虑这一因素,完善缓冲矿仓。
3.选择合适的细碎设备。从目前的生产情况来看,选择高效的细碎设备是保证粉矿粒度的关键,通过对黄沙坪选厂、柿竹园选厂以及辰州矿业选矿厂的考查,粉矿粒度基本上控制12 mm以下,有的甚至10 mm以下,一般采用HP系列破碎机作细碎,为此,下一步对M系列破碎设备改造时,可以参考,或者是对GP11F细筛设备加大一个规格,选用GP11M,通过调整振动筛筛网尺寸,就可降低粉矿粒度,以达到多碎少磨的效果。
4.2 完善磨矿自动化
磨矿自动化技术近几年取得了重大的进展,从根本上改变了传统磨矿技术落后的局面。按传统的磨矿工艺,工人凭经验进行手动调节,对生产过程的控制既不及时又不精确,磨矿浓细度波动比较大,很难获得较好的生产指标,同时劳动条件差,劳动强度大。采用磨矿自动化,通过自动检测能够及时准确地指示磨矿过程各参数的变化,通过自动调节能及时根据所测结果准确地对有关变化量如给矿量、钢球补加、给矿水、返砂水、排矿水、磨矿浓度等进行自动调节,以达到最佳的磨矿效果,同时采用磨矿自动化控制,能提高磨机的生产能力。柿竹园选厂采用磨矿自动控制后,磨机生产能力由2 000 t/h提高到2 300 t/h,效果相当显著。磨矿分级自动化控制是利用现代的控制技术、检测技术、电气技术、计算机网络技术与磨矿工艺技术相结合,优化工艺生产过程控制,稳定和提高工艺技术指标,通过实时生产过程控制和生产工艺设备的控制,提高设备作业效率,降低劳动强度,平衡各工序的作业能力和效率,改善工作环境,达到提高产量,降低成本的目的。
4.3 采用X荧光在线分析仪,指导现场生产
在线X荧光分析仪是选矿厂稳定精矿品位降低产品互含,降低尾矿品位,提高金属回收率的关键性自动化检测装置,它可以实时连续地测量选矿厂生产流程中各产品的品位、矿浆浓度等工艺参数。目前,浮选操作主要是凭操作工的经验,观看泡沫的颜色、虚实、大小、响声,用淘洗的方法来判断精矿品位及跑尾情况,随意性比较大,加上化验滞后,当班的样品要等到第二天才出化验结果,加上矿石性质变化,对现场的指导意义并不大,指标的波动相当大,严重影响生产指标的提高,因此采用X荧光在线分析仪指导现场生产迫在眉睫。国外比较著名的有芬兰奥托昆普公司生产的在线分析仪,已在凡口铅锌矿选矿厂应用有十多年,效果非常好,国内也有几家生产X荧光在线分析仪的厂家,如中钢马矿院生产的X荧光多道多探头高精度在线品位分析仪,也有成功的应用。
4.4 采用新型浮选药剂以及采用选冶联合流程来提高金银的回收率
从前面的现状和原因分析中可以看出金、银的回收率特别是金的回收率不是很理想,多家研究院所对此也做了大量的工作,这取决于金银在矿物中的赋存状态和嵌布特性,作者认为还可以从以下几个方面去做些工作。
4.4.1 采用新型浮选药剂,提高金银回收率
目前,矿石中的贵重金属金银主要富集在铅精矿中,且贵重金属金银的品位比较高,产值比较大,金原矿品位在0.9~1.2 g/t,银原矿品位平均在130~150 g/t,而金的回收率只有十几,银的回收率70%左右。寻找新型的浮铅药剂,如BK301、BJ-306,丁基铵黑药、P60等,这些新药剂或新药剂组合对提高金矿石的回收率有好的效果,可以在新药剂的使用上做些研究和探索工作。
4.4.2 降低铅精矿主品位,提高金银回收率
从金的赋存状态和嵌布特性来看,金与硫的赋存关系最密切,金在黄铁矿中的含量约占55%左右,目前的铅精矿主品位在63%以上,有时高达65%,如果将铅精矿的主品位降低到58%~60%,让硫在铅精矿中的品位提高3%~5%,从理论上金的回收率可提高约3%。目前,4系列无氰工艺的工业试验也正是按这一思路在做工作,试验结果有待验证。
4.4.3 采用选冶联合流程来回收硫精矿中的金,提高金的回收率
从图3可以看出,金在硫精矿中的含量在3.32~4.29 g/t,而金在硫精矿中的含量低于5 g/t,金是不计价的,单从物理的方法或传统的选矿方法如重选、浮选法很难将硫精矿的金提高到5 g/t以上,研究单位已做过这方面的工作,采用选冶联合流程即先进行物理的方法采用螺旋溜槽、摇床或离心选矿机将硫精矿进行进一步的富集,脱掉部分细泥或脉石矿物,得到硫粗精矿,将硫粗精矿进行细磨,采用浸出工艺或氧化焙烧浸出工艺将金浸出。当然,工艺虽然简单,但成本可能要高,经济效益如何,有待进一步研究。
4.5 强化管理,合理配矿
目前,公司井下出矿矿点比较多,矿种也比较多,有北部矿和西部矿,西部矿又有碳质岩的铅锌矿、砂页岩型的铅锌矿、白玉岩型的铅锌矿,矿石性质差别比较大,由于采场比较多,每个采场的矿石品位差别也比较大,因此矿种变化频繁,矿石品位波动大给选矿生产带来很大的不利因素,如何做到均衡生产、批量生产、稳定生产这还得从源头抓起,井下一定要强化管理,合理配矿,稳定的原矿品位、稳定的矿石性质是提高选矿回收率的重要因素。
5 结语
1.宝山铅锌银矿石原矿性质较复杂,嵌布粒度细,一段磨矿很难达到铅锌矿物的有效单体解离,采用控制分级会降低磨矿的台时处理能力,但有利于选别指标的提高。
2.采用磨矿自动化控制和增加X荧光在线分析仪等先进的控制技术和自动检测设备对提高磨矿效率,提高铅锌精矿品位和回收率,降低尾矿损失,减轻工人的劳动强度有很好的作用。
3.由于金的赋存状态和嵌布特性,决定金和黄铁矿关系致密,有效提高金的回收率,目前单用物理的选矿方法有一定的局限性,可能要采用选冶联合流程进行有效回收,或者还要更多地借助科研院所的力量对这一难题进行攻克。
[1] 周箐.提高宝山西部和北部铅锌银矿体中铅锌金银回收率试验研究报告[R].长沙:湖南有色金属研究院,2009.
[2] 张之明,武仁杰,张传柱.提高Au回收率的试验研究与生产实践[J].黄金,2010,31(7):43-45.
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
现代矿业(2022年2期)2022-03-18
陶瓷科学与艺术(2021年8期)2021-10-15
鸭绿江(2021年17期)2021-10-13
矿业工程(2020年3期)2020-09-16
钻井液与完井液(2019年4期)2019-10-10
采矿技术(2017年5期)2017-10-23
小说月刊(2015年12期)2015-04-23