网眼罗拉紧密纺集聚区三维流场数值模拟与分析
2013-03-10 03:08徐伯俊苏旭中徐耀林
纺织学报 2013年4期
梅 恒,徐伯俊,苏旭中,徐 红,徐耀林
(1.生态纺织教育部重点实验室(江南大学),江苏 无锡 214122;2.新疆大学 艺术设计学院,新疆 乌鲁木齐 710049;3.江苏双山集团股份有限公司,江苏 射阳 224300)
随着计算机技术的不断发展与进步,计算流体动力学软件Fluent在纺织领域得到了越来越广泛的应用。气流集聚型紧密纺可分为网格圈型、网眼罗拉型以及多孔胶圈型。汪燕等[1-3]研究了网格圈紧密纺系统集聚区流场的流动情况,对吸气斜槽入口曲面上不同位置的速度及静压分布进行表征;邹专勇等[4-5]讨论了钻孔皮圈紧密纺纱系统集聚区域的流场流动情况及其对集聚效果的影响;高金霞等[6-7]研究了网眼罗拉型集聚纺系统中纤维须条在流场作用下的运动规律,获得了纤维在集聚区的运动轨迹。到目前为止,对网眼罗拉紧密纺系统集聚区气流运动规律,还缺少深入的研究和探讨。本文选取网眼罗拉紧密纺系统为研究对象,通过建立计算流体动力学模型对三维流场进行数值仿真与分析,以便更深入地了解网眼罗拉紧密纺系统的集聚机制,为后续的各项优化参数设计以及设计更加高效节能的网眼罗拉紧密纺系统提供理论参考。
1 计算流体动力学模型的建立
1.1 网眼罗拉紧密纺系统简介
网眼罗拉紧密纺结构如图1所示。网眼罗拉紧密纺装置是以三罗拉环锭纺为基础,将原来的前下罗拉替换成表面有圆形通槽的网眼大集聚罗拉,在集聚罗拉内部位置固定有吸风插件,负压穿过圆形通槽对集聚罗拉上的须条施加作用力,缩小须条宽度,完善须条结构,从而改善纱线质量[8]。
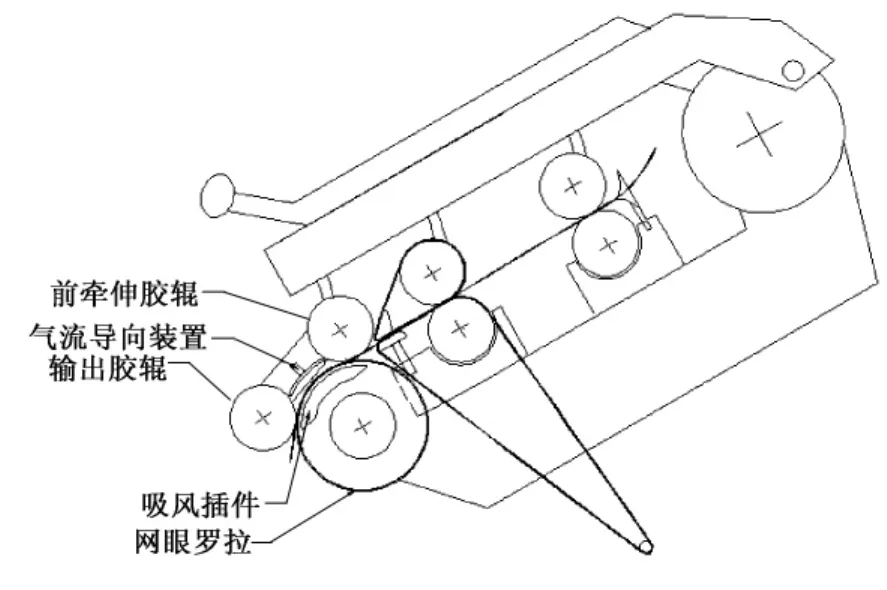
图1 网眼罗拉紧密纺系统Fig.1 Compact spinning system with perforated rollers
1.2 物理模型的建立
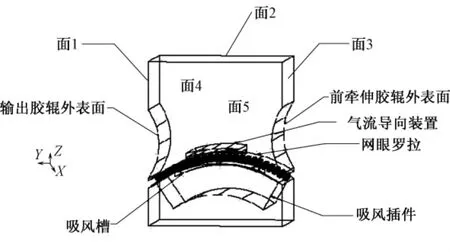
图2 网眼罗拉紧密纺系统物理模型Fig.2 Condensing zone physical model of compact spinning with perforated rollers
网眼罗拉紧密纺系统物理模型如图2所示。网眼罗拉外径为59 mm,内径为53 mm,胶辊半径为15 mm,圆孔直径为0.8 mm,分布密度为80孔/cm2。物理模型中忽略了须条的存在,对气流导向装置的结构做了适当简化,设定须条的输出方向为X轴正方向,须条聚集方向为Y轴方向,须条厚度方向为Z轴方向。
设定吸风槽底面为模型的压力出口边界,负压为-2500Pa;面1、面2、面3、面4、面5 为模型的压力入口边界,压力值为1个标准大气压;其余面设为无滑移壁面。
2 软件参数设定
网眼罗拉物理模型的网格划分采取TGrid方法,生成三维非结构混合网格,网格间距为1 mm,共生成1453995个网格单元。
由于集聚区域内气流流动速度较低,故将气流流动计算界定为三维定常不可压缩湍流流动,因此,选择三维单精度分离求解器做定常计算,设定计算环境为1个标准大气压,不考虑重力的影响,湍流采用壁面函数法。离散格式为一阶迎风方式,离散方程组采用求解压力 速度耦合方程的半隐方法计算,扩散项离散采用中心差分,逐行迭代[9-10]。
3 计算结果分析与讨论
3.1 集聚区域流场运动特征
X轴向为须条的集聚方向,垂直于X轴向做一截面,提取 YZ截面上速度等高流线,如图3所示。气流在负压作用下,穿过空心罗拉表面网眼,流入吸风槽内。网眼处的流速要比集聚罗拉表壁的高,而且由网眼内壁向通槽中心有个流速递变过程,在每个网眼中心区域的流速都要比靠近通槽壁面的流速要高。这是因为靠近圆孔边缘的气流会受到壁面的黏滞力作用,能量有所耗散。图4为纤维各部分受力示意图。可以看到,纤维在前进过程中,会跨越几个网眼,纤维各处受力都不相同,随着纤维的前进,纤维各处的受力情况也会改变,纤维之间易于相互纠缠。流场作用范围与吸风槽长度相匹配,作用范围比吸风槽长度略长,为了保证须条经过前牵伸胶辊钳口后能立即被吸风槽端口的延伸气流捕获,并将这种气流作用力一直持续到输出钳口,必须使吸风槽延伸到2个钳口附近。
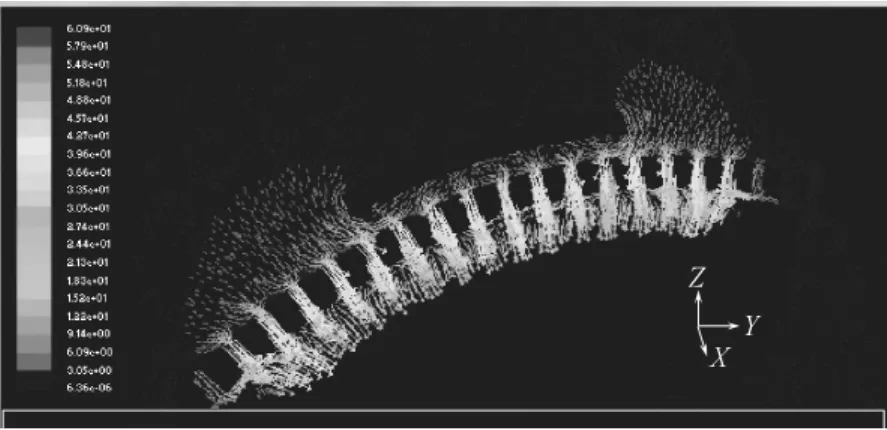
图3 YZ截面速度流线Fig.3 YZ section speed flow diagram
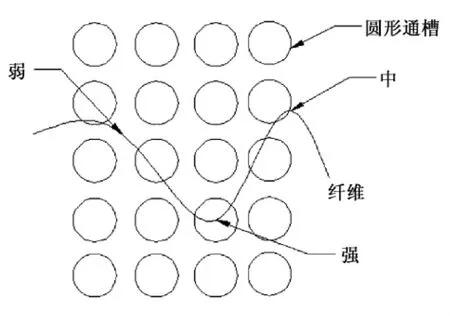
图4 纤维各部分受力示意图Fig.4 Fiber stress diagram
Y轴正方向为须条输出方向,垂直于Y轴作一截面,提取XZ平面上速度流线,如图5所示。集聚罗拉外表面的气流基本上平行于须条集聚方向运动,到达吸风槽口位置时,再以一定的倾斜角度流入网眼内。图6为集聚过程纤维翻转示意图。由图可知,须条外侧的纤维受到水平推动力向吸风槽中心运动,到达吸风槽位置时,气流方向逐渐倾斜,纤维逐渐受到1个向下作用力,使得这个区域的纤维有向下运动的趋势,外侧纤维不断向中心区域堆积,中心区域的纤维向下挤压扩散,不断纠缠翻滚,须条形成凹陷包覆结构。
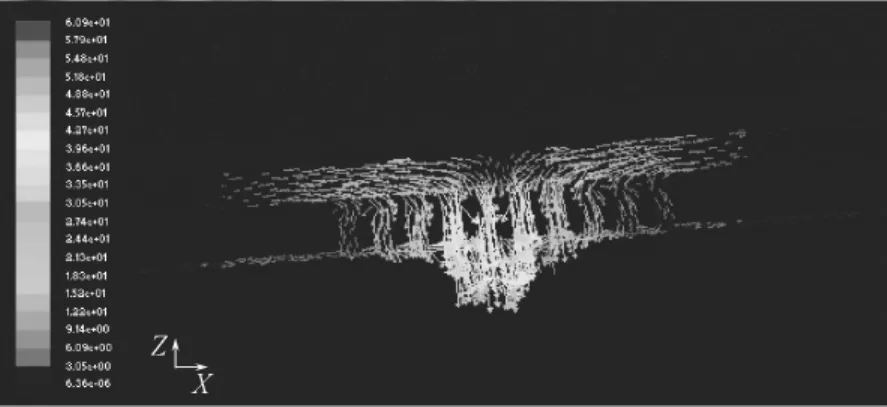
图5 XZ截面速度流线Fig.5 XZ section speed flow diagram
Z轴向为须条的厚度方向,垂直于Z轴作一截面,提取XY平面上速度流线,如图7所示。流场基本呈对称结构,不仅吸风槽左右两端对称,而且吸风槽上下位置也存在对称现象,理论上来说吸风槽中心位置也就是须条的中心位置。由于气流导向装置两侧完全封闭,气流基本上从须条前进方向的两侧以倾斜角度进风,这样既给须条一个集聚方向的作用力,又能给一个前进方向的作用力,须条在前进方向上主要受2个力作用:一个是集聚罗拉表面的摩擦力,这个是须条前进的主作用力;另一个是气流的作用力,这个是辅助作用力。
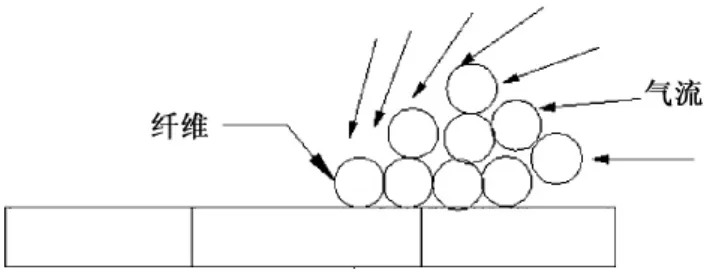
图6 集聚过程纤维翻转示意图Fig.6 Fiber movement of concentration area
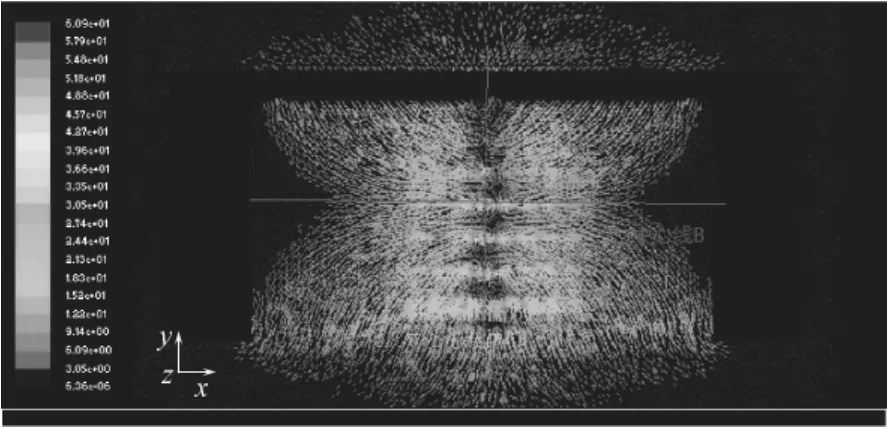
图7 XY截面速度流线Fig.7 XY section speed flow diagram
3.2 不同高度区域流速分布规律及分析
距离空心罗拉外表面上沿着Z轴不同高度距离用h表示。本文选取 h=0.5、1.0、2.0mm处的各轴向流速值进行对比分析。
图8(a)示出不同高度区域的X轴向(须条集聚方向)速度分量分布。X轴向速度分量对须条的作用体现在对须条的横向集聚,缩小须条宽度。在吸风槽中心线两侧的速度方向相反,负值表明速度方向指向X轴负方向。气流在向吸风槽流入过程中,X轴向风速逐渐递减,到达吸风槽中心位置时,风速为零。须条横向收缩时受到2个力:气流的横向作用力,这是推动力;须条间及集聚罗拉外表面的摩擦力,这是阻力。须条在集聚过程中,所受横向作用力有个递变过程,外侧的纤维受到横向作用力比须条中心位置的须条受到横向气流作用力强。当横向作用力大于摩擦阻力时,纤维产生集聚;当二者相等或者横向作用力小于摩擦阻力时,纤维保持不动,这也是理论上须条能缩小到的最小宽度。
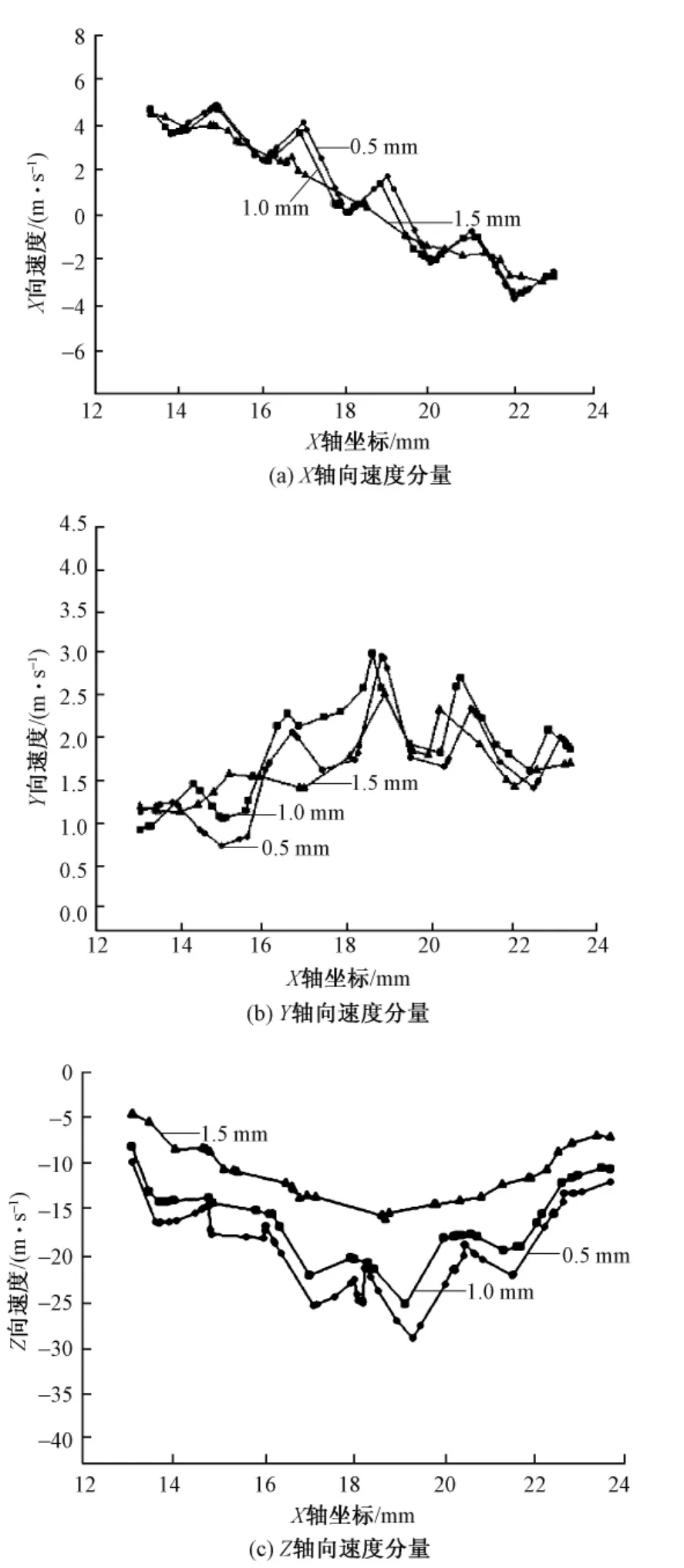
图8 不同高度集聚区速度分量分布Fig.8 Velocity vector distribution in convergence zone at different heights.(a)X axial velocity component;(b)Y axial velocity component;(c)Z axial velocity component
图8(b)示出不同高度区域的 Y轴向(须条输出方向)速度分量分布。Y轴向速度分量对须条的作用体现在辅助须条前进,改变纤维状态。Y向风速波动性较大,这是受网眼的影响,在每个网眼处,速度值由圆孔壁面向圆孔中心部分逐渐增大,并且吸风槽口中心线处的流速值要大于其他位置流速值。距离空心罗拉外表面越远,气流受网眼的影响越小,流速值波动逐渐减小,同时流速值逐渐降低。在集聚过程中,同一截面内的不同纤维受力各不相同,这样有利于形成互相纠缠包覆结构,须条的宽度在减小,其结构也在不断调整。
图8(c)示出不同高度区域的Z轴向(须条厚度方向)速度分量分布。Z轴向速度分量对须条的作用体现在使须条紧贴在空心罗拉表面,防止须条逸散,在吸风槽中心处的 Z轴向流速最大,这和图5所示的 Y轴截面速度流线相对应:在吸风槽中心处,基本上是平行于Z轴向的速度流线。这种速度分量分布能使须条在成型过程中,须条结构能不断调整,中心处的纤维受到最大作用力挤压形成凹陷,旁边位置的纤维向中心填补,这样反反复复,纤维位置不断变化,纤维互相纠缠包覆,直至到达输出钳口。
4 结论
通过以上的数值仿真结果及分析,可以得出以下结论:
1)网眼处的流速要比集聚罗拉外壁的高,而且由网眼内壁向通槽中心有个流速递变过程,在每个网眼中心区域的流速都要比靠近通槽壁面的流速要高,这样使得须条更容易纠缠包覆。
2)集聚罗拉外表面的气流基本上平行于须条集聚方向运动,到达吸风槽口位置时,再以一定的倾斜角度流入网眼内,这有助于须条形成凹陷包覆结构。
3)气流在向吸风槽流入过程中,X轴向风速逐渐递减,到达吸风槽中心位置时,风速为零。
4)在吸风槽中心处的Z轴向流速最大,这样须条在成型过程中,须条结构能不断调整,中心处的纤维受到最大作用力挤压形成凹陷,旁边位置的纤维向中心填补,这样反反复复,纤维位置不断变化,纤维互相纠缠包覆,直至到达输出钳口。
[1]汪燕,华志宏,程隆棣,等.网格圈型集聚纺集聚区工艺参数对集聚效果的影响[J].纺织学报,2010,31(2):27-32.WANG Yan,HUA Zhihong,CHENG Longdi,et al.Influence of processing parameters on quality of fiber compact in condensing zone of compact spinning with lattice apron[J].Journal of Textile Research,2010,31(2):27-32.
[2]邹专勇,汪燕,俞建勇,等.网格圈集聚纺纱系统三维流场表征与分析[J].纺织学报,2009,30(6):24-28.ZOU Zhuanyong,WANG Yan,YU Jianyong,et al.Characterization and analysis of three dimensional flow field in compact spinning with lattice apron[J].Journal of Textile Research,2009,30(6):24-28.
[3]高小亮,谢春萍,苏旭中.负压对紧密纺成纱质量的影响[J].国际纺织导报,2007(6):48-50.GAO Xiaoliang, XIE Chunping, SU Xuzhong. The effect of negative pressure on the quality of compactspun yarns[J].Melliand China,2007(6):48-50.
[4]竺韵德,邹专勇,俞建勇,等.气流槽聚型集聚纺纱系统三维流场的数值研究[J].东华大学学报:自然科学版,2009(3):294-298.ZHU Yunde,ZOU Zhuanyong,YU Jianyong,et al.Numerical study of three dimensional flow field in compact spinning system with inspiratory groove[J].Journal of Donghua University:Natural Science Edition,2009(3):294-298.
[5]邹专勇,竺韵德,俞建勇,等.钻孔皮圈集聚纺纱系统三维流场的模拟与分析[J].纺织学报,2009,30(4):111-116.ZOU Zhuanyong,ZHU Yunde,YU Jianyong,et al.Simulation and analysis of three dimensional flow field in punched apron compact spinning[J].Journal of Textile Research,2009,30(4):27-32.
[6]高金霞,华志宏,程隆棣.网眼罗拉集聚纺集聚效果的影响因素[J].纺织学报,2010,30(5):112-116.GAO Jinxia,HUA Zhihong,CHENG Longdi.Factors influencing compacting effect of compact spinning with perforated rollers[J].Journal of Textile Research,2010,30(5):112-116.
[7]高金霞,邹专勇,华志宏,等.网眼罗拉型集聚纺集聚区须条集聚机理分析[J].东华大学学报:自然科学版,2009(5):515-519.GAO Jinxia,ZOU Zhuanyong,HUA Zhihong,et al.Analysis of condensing principle of fiber bundle in compact apinning with perforated drum [J].Journal of Donghua University:Natural Science Edition,2009(5):515-519.
[8]高娜.几种紧密纺装置使用情况对比[J].上海纺织科技,2010(8):49-51.GAO Na.The use comparison of several compact spinning devices[J].Shanghai Textile Science &Technology,2010(8):49-51.
[9]谢春萍,潘鵾鹏,苏旭中,等.基于Fluent的紧密纺大风机系统流场模拟与分析[J].纺织学报,2009,30(10):130-133.XIE Chunping,PAN Kunpeng,SU Xuzhong,et al.Flow simulation and analysis on FDF of compact spinning based on Fluent[J]. Journal of Textile Research,2009,30(10):130-133.
[10]王伟,李红阳,王长彬.基于 Fluent模拟的掘进工作面风流温度预测[J].煤矿安全,2010(6):4-5.WANG Wei,, LIHongyang, WANG Changbin,Forecasting of airflow temperature in heading face based on fluent simulation[J].Coal Mine Safety,2010(6):4-5.
猜你喜欢
小哥白尼·野生动物画报(2021年6期)2021-07-14
数学大王·趣味逻辑(2019年10期)2019-11-06
文萃报·周五版(2019年44期)2019-09-10
广州文艺(2017年8期)2017-09-13
中学生数理化·高三版(2016年2期)2016-09-10
河北传媒研究(2015年6期)2015-07-12
中国棉花加工(2015年3期)2015-01-25
中国卫生(2014年5期)2014-11-10
江苏丝绸(2014年3期)2014-08-15
杂文选刊(2014年5期)2014-04-24