汽车制造厂废水处理工程实例分析
2013-03-07 03:43郝雁军李晓光贾明昊
河北环境工程学院学报 2013年2期
郝雁军,李晓光,贾明昊
(1.麦王环保工程技术(上海)有限公司,上海200135;2.山东泉林纸业有限责任公司,山东聊城252800)
由于汽车制造厂所产生的废水种类较多,并且各种废水的污染物成分各不相同,本工程采用物化和生化处理主体工艺,运行高效、稳定,取得了良好的经济效益、环保效益和社会效益。
1 废水来源及水质特性
厂区废水来自涂装车间、底盘车间、总装车间、冲压车间、机修以及配套办公楼、食堂,种类较多且水质不同,将污水分为综合废水、磷化废水、生活污水三个系统进行分质单独收集,然后集中处理。
1.1 综合废水
综合废水来自各车间的脱脂废水、电泳废水、纯水站废水。该股废水COD浓度高,难降解有机物含量大,可生化性差,水量达到40 m3/h。具体的水质指标如表1所示。
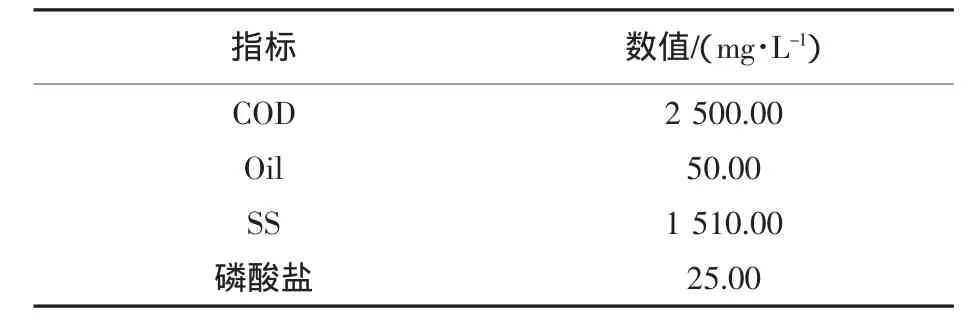
表1 综合废水的主要水质指标
1.2 磷化废水
磷化废水来自各车间的磷化废液,考虑到磷化废水污染物质中含国家严格控制的第一类污染物Ni2+,同时含PO43-,在本工程中,磷化废水进行单独收集、分质处理。磷化废水的水量达到25m3/h,其水质如表2所示。
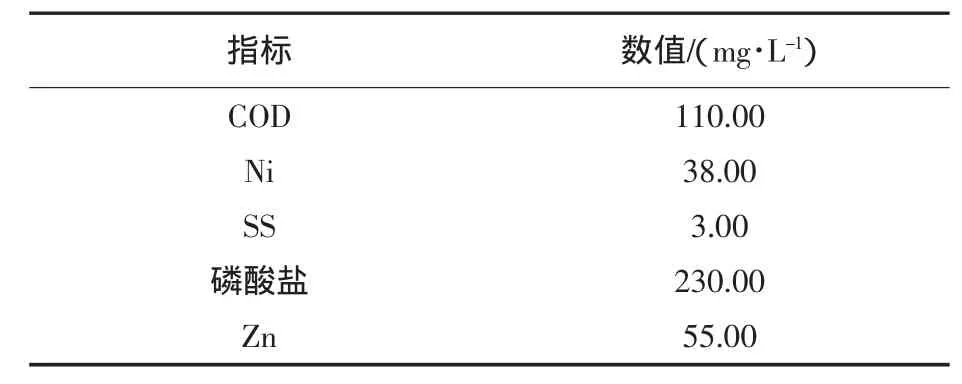
表2 磷化废水的主要水质指标
1.3 生活污水
生活污水来自办公楼和食堂等排放的生活废水,可生化性较好。水量为25 m3/h,主要水质如表3所示。
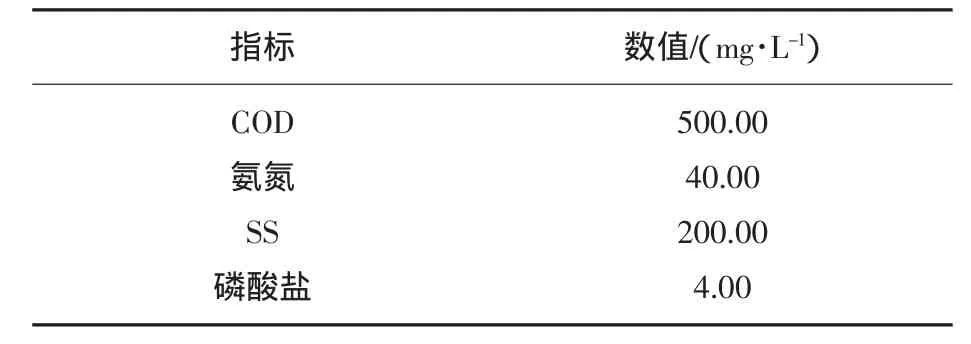
表3 生活污水的主要水质指标
2 废水处理工艺
2.1 综合废水处理工艺
综合废水的处理工艺如图1所示。综合废水先进入调节池进行水量和水质调节后,提升至两级混凝反应槽投加石灰、PAC和PAM反应后,进入沉淀池进行沉淀,然后自流到气浮系统去除比重较轻的悬浮物,出水进入生化处理系统,进一步降低COD后排入中间水池(如COD较低,则可直接排入中间水池),再进入过滤单元,进一步降低SS,调节pH值达到废水排放要求。
2.2 磷化废水处理工艺
磷化废水处理工艺如图2所示。磷化废水先进入调节池进行水量和水质调节后提升至两级混凝反应槽,投加石灰、PAC和PAM反应,进入沉淀池进行沉淀,然后自流到气浮系统去除比重较轻的悬浮物。如果出水COD较低,则可直接排入综合废水处理工艺中的中间水池,否则出水进入综合废水处理工艺中的生化处理系统进一步降低COD,同时产生的化学污泥进入污泥浓缩池。
2.3 生活废水处理工艺
该厂生活污水来自办公楼、食堂、浴池等设施,全部汇至生活污水收集池,经格栅过滤大颗粒杂质后,由提升泵提升输送至生活污水调节池,经水量、水质调节后,提升至后续生化处理系统,和其他废水一并处理至达标排放(如图1所示)。
3 主要处理构筑物
废水处理工艺主要包括5个子系统:调节系统、沉淀系统、气浮系统、生化处理系统、过滤系统。
3.1 调节系统
调节系统用于贮存综合废液和综合化废水以维持后续单元处理水质、水量的稳定。系统设1座综合废液贮存池以贮存车涂装车间间歇排放的各种浓废液,用潜污泵提升至综合废水调节池,另设1座中上涂废液贮存池,用以贮存车身涂装车间间歇排放的中上涂废液。
3.2 沉淀系统
该系统设1套混凝反应槽和1套平流式沉淀池,用于去除水中比重较大的悬浮物、磷酸盐沉淀等;混凝反应槽采用推流式,分三格并设搅拌器,第一格投加石灰调节pH去除磷酸根,第二格投加PAC,第三格投加PAM,使悬浮物通过混凝、絮凝形成更大的絮体以便于沉淀,混凝反应槽设pH计以控制石灰投加量,同时PAC、PAM管道上设自控阀和调节池提升泵连锁。经过化学反应、混凝絮凝反应后的废水自流进入平流式沉淀池进行沉淀,出水通过池顶边缘的V形堰溢流进入集水槽,进入二级混凝反应槽。沉淀污泥沉入污泥斗,通过污泥泵定时送入磷化废水污泥浓缩池脱水。
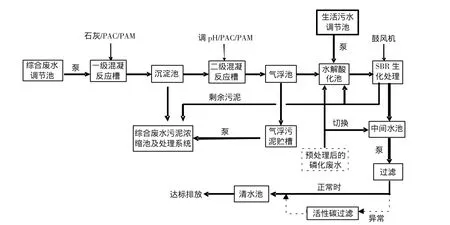
图1 综合废水的处理工艺流程
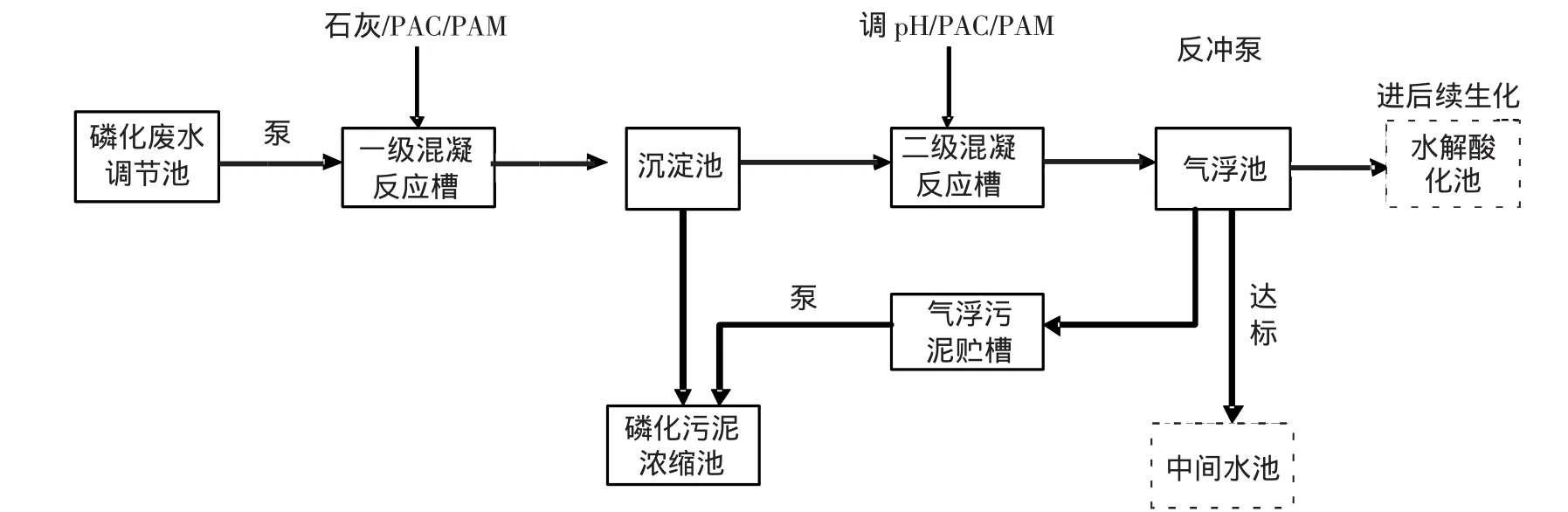
图2 磷化废水的处理工艺流程
3.3 气浮系统
该系统设1套混凝反应槽和1套气浮池,用于去除废水中油分、SS和有机物。混凝反应槽出水以重力流流入涡凹气浮单元,通过气浮手段去除废水中油份和悬浮固体,混凝反应槽内设pH计用于调节pH,使CAF气浮效果达到最佳。
3.4 生化处理系统
此系统设1座水解酸化池和1座SBR生化池,用于降解综合废水、生活污水及磷化废水中的COD。水解酸化池用于分解废水中高分子有机物和部分SS,从而提高废水的可生化性,提高后续生化处理对COD和SS的去除效率。出水进入SBR池,共设3组,包括进水、曝气、沉淀、排水、闲置五个功能于一体,在SBR池,兼性厌氧、缺氧、好氧状态交替进行,使各种微生物的生活环境交替变化,生物相极其丰富,通过以上生化反应使水中的有机物得以去除;系统采用间歇式运行,滗水器设在反应池末端,剩余污泥由泵抽送至综合污泥浓缩池。
生化处理出水进入后处理系统中间水池。
3.5 过滤系统
该系统包括4个子系统:中间水池、砂滤系统、活性炭过滤器系统、出水监测排放系统。
中间水池用于收集生化废水处理出水,由提升泵提升到砂滤系统;砂滤系统采用石英砂过滤,去除废水中的SS以达到排放标准。砂滤的工艺步骤包括原水过滤、滤料连续清洗和再生;活性炭过滤器是为出水达标提供进一步保障,如砂滤系统出水达标时可跨越活性炭过滤器直接出水;出水监测排放系统设一座清水池,确认废水最终pH值、浊度、COD、磷、氨氮等指标是否达到工厂排水管的排放标准,不符合排放标准的废水可回流到调节池重新处理。达标废水重力排放,部分作为砂滤、活性炭过滤器反洗用水,各主要处理系统参数如表4所示。
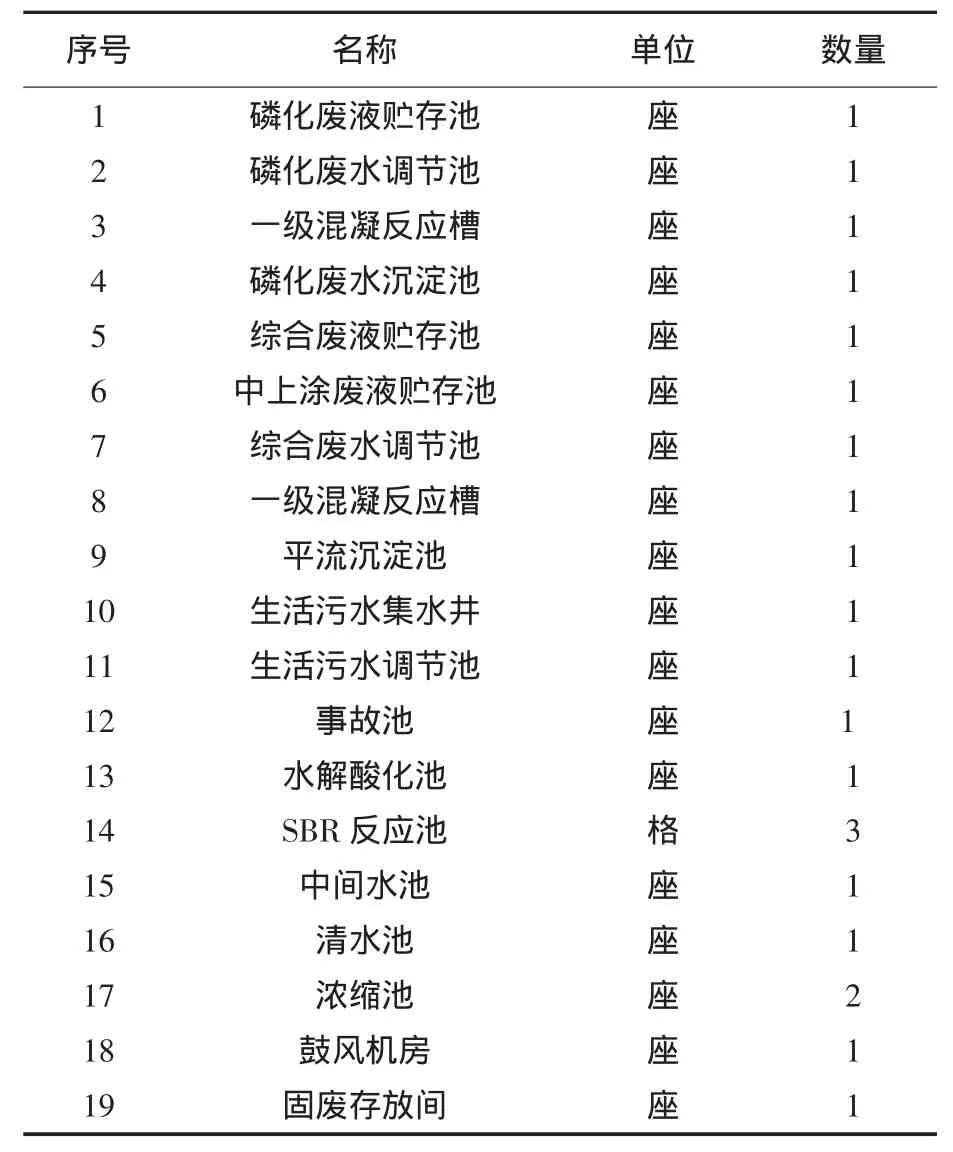
表4 主要建、构筑物参数
4 废水处理效果
连续(1个月)监测了废水处理工艺进出水的主要水质指标,结果如图3~6所示。结果表明:工艺进水COD平均值为523.13 mg/L,出水COD平均值为39.50 mg/L;进水SS平均值为123.93 mg/L,出水SS平均值为5.90 mg/L;进水NH3-N均值为12.94 mg/L,出水NH3-N平均值为5.43mg/L;进水TP均值为12.87mg/L,出水TP平均值为0.42 mg/L。上述结果表明,该废水处理系统运行稳定,出水符合国家《污水综合排放标准》 (GB 8978-1996)一级排放标准。
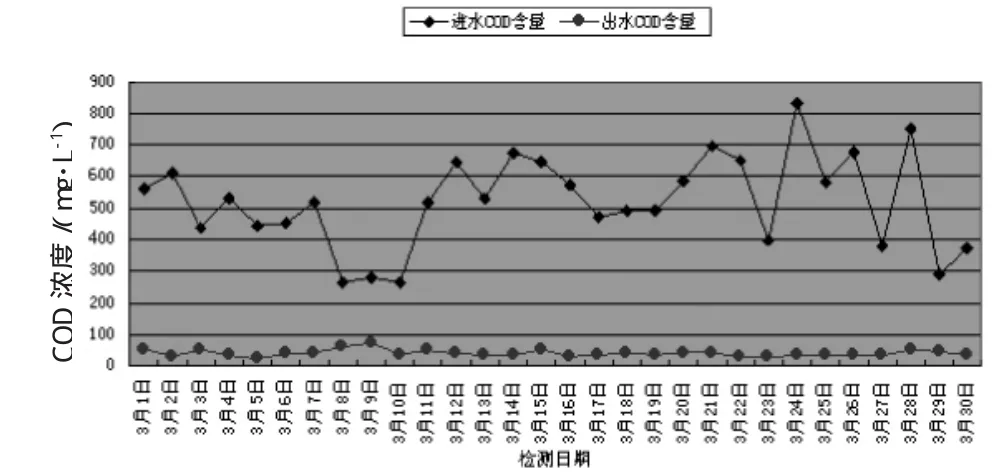
图3 进出水COD浓度变化
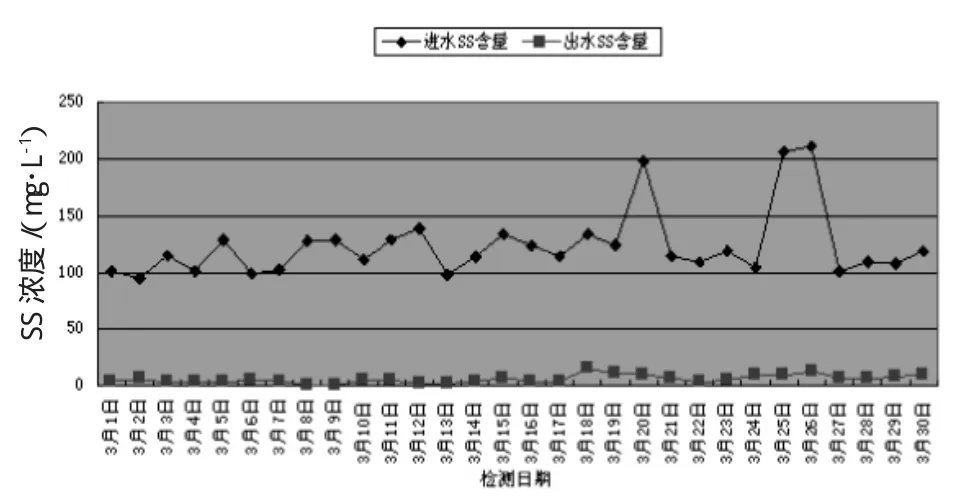
图4 进出水SS浓度变化
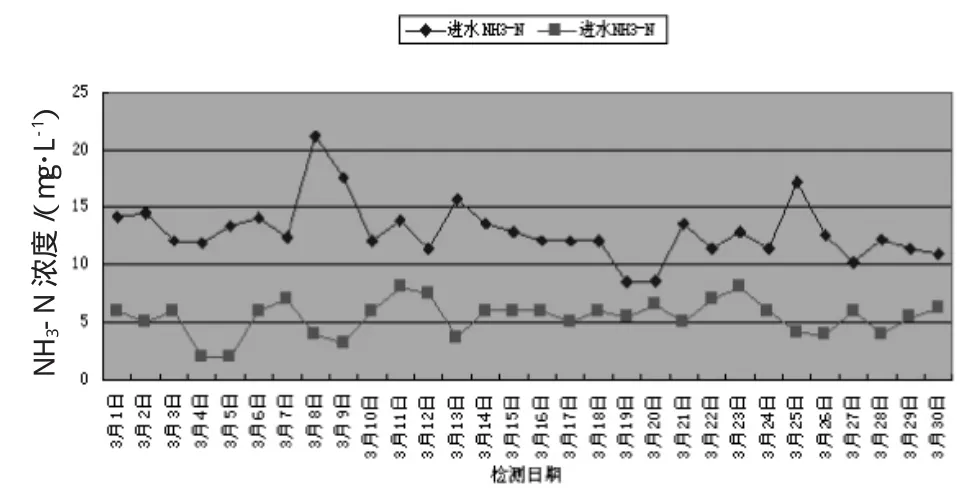
图5 进出水NH3-N浓度变化
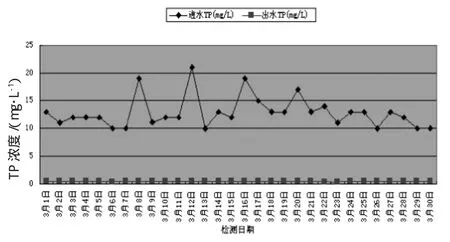
图6 进出水TP浓度变化
5 技术经济分析
本工程主要处理水量90 m3/h;总装机容量约323.46 kW,常用工作容量234.1 kW,每日电耗约1 900 kW·h/d×0.6元/kW·h=1 140元;每天投加药剂约1 400元,每天按16 h运行;吨水运行成本(1 100+1 400)/16/90≈1.6元/t。
6 结论
(1)汽车制造行业废水种类繁杂,可按综合废水、磷化废水、生活污水三种水质,分别设置废水收集及处理系统,使系统能够稳定达标运行。
(2) 磷化废水主要污染物质为PO43-、Ni2、Zn2+等无机盐类,经混凝沉淀和气浮物化处理后,可据出水COD处理情况,通过阀门灵活切换至后续生化系统或者过滤系统,操作灵活。
(3)汽车制造行业废水不仅种类繁多,且排放波动很大,采用间歇式运行的SBR生化处理工艺,具有很强的耐水量和抗击有机负荷的冲击,能保证出水稳定达标;其组合式构造方法有利于将来的扩建。
(4)采用混凝沉淀物化处理和SBR生化处理主体工艺可以有效处理汽车制造行业污水,稳定达到国家《污水综合排放标准》 (GB 8978-1996)一级排放标准。
[1]闫新萍,杨文峰,刘小勇.汽车行业涂装废水处理技术及工程实例[J].工业用水与废水,2006,37(6):88-90.
[2]孙彬.国内外汽车涂装废水处理技术进展[J].河南科技,2011(4):58.
[3]蔡莹,高亮.典型汽车涂装废水处理工艺[J].净水技术,2004(6):41-44.
[4]刘永淞.污水处理SBR法工作稳定性的分析[J].工业用水与废水,1990(3):21-25.
[5]龚丽雯,王成云,陈建湘,等.气浮-水解酸化-高效接触氧化工艺处理汽车废水[J].北方环境,2005,30(2):51-53.
[6]张林生,黄瑛.汽车电泳磷化废水两级混凝处理[J].中国给水排水,1998,14(6):11-15.
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
电镀与精饰(2022年3期)2022-03-14
昆钢科技(2020年6期)2020-03-29
表面工程与再制造(2019年6期)2019-08-24
资源节约与环保(2018年1期)2018-02-08
中国资源综合利用(2017年3期)2018-01-22
石油化工腐蚀与防护(2017年1期)2017-08-15
山东工业技术(2016年15期)2016-12-01
河北工业大学学报(2016年6期)2016-04-16
中国资源综合利用(2016年1期)2016-02-03