茂名热电厂#5机组一次风机多次跳闸导致轴承损坏分析
2013-02-23 09:18孔凡均
大众科技 2013年5期
孔凡均
(茂名热电厂,茂名 广东 525000)
#5锅炉一次风机从2003年4月投运至今,已出现10余次风机轴承损坏事故,无论从单位采购安装或者风机正常运行,都给检修和运行人员带来严重的心理压力,风机轴承损坏不单造成厂设备的损失,严重时还影响机组的安全运行,从更换设备到调试运行都需要一个较长的周期,期间对于发电企业电量的损失更是不可估计,因此,一次风机的正常运行是厂效益和机组安全的前提保证。本文通过比对以往事故,从而制定一系列措施,保证机组安全可靠的运行。
1 故障简述
1.1 一次风机特性参数
茂名热电厂#5锅炉一次风机风机制造厂:上海鼓风机厂;型号:2118B/916型;类型:离心式通风机;额定风量:128600M3/H;额定风压:14347Pa;电动机制造厂:上海机电厂;转速:1480R/MIN;电机功率:710KW;电厂:6KV;电流:80.3A;电机型号:YKK450-4型。2011年底响应国家节能减排号召,#5锅炉一次风机变频改造,通过入口调节档板全开,变频器调节转速达到调节一次风母管压力的目的。
1.2 一次风机跳闸简述
2012年12月11日15时25分52秒,#5炉因A一次风机振动值达到保护值,A一次风机跳闸,触发机组RB,联跳A、D磨煤机,机组负荷由160MW被迫降至100MW。见图1
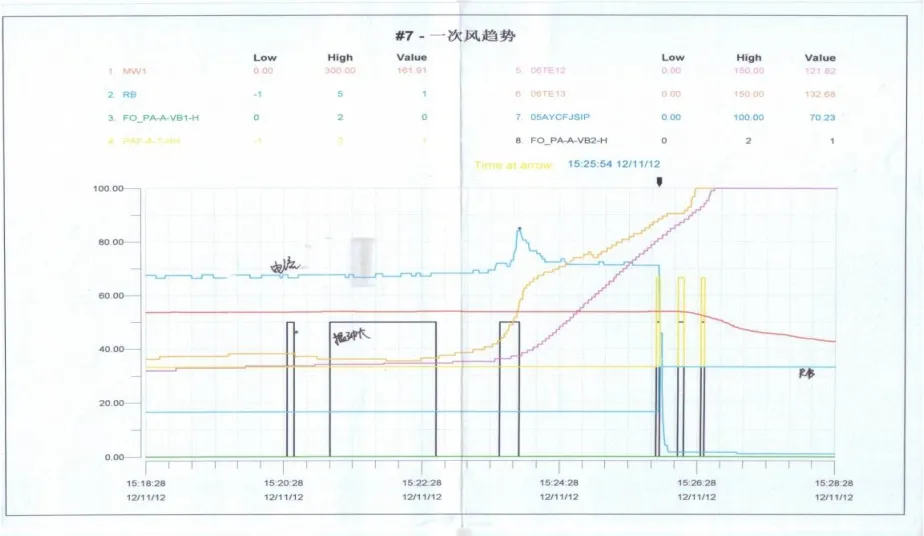
图1
由图1可以看出,#5炉A一次风机轴承(靠电机侧)温度15:21从52℃突然上升,15:23超过95℃,最大达252℃;15:20至15:24发三次持续的振动报警,DCS记录显示振动值8mm/s,最大达11mm/s。查之前两个小时的趋势,从14时开始,温度由36℃缓慢上升,至15时20分达到50℃。A一次风机跳闸后,现场检查油位、油质正常,轴承箱温度偏高,判断为轴承损坏。在轴承箱放出的润滑油中发现保持架碎片,打开轴承箱上盖,看到轴承外圈表面呈暗红色,轴承保持架损坏,上部滚柱全部横向偏移90°(下部看不到),锁母挡圈变形,见图2。

图2
吊起转子,对轴承进行加热、敲击,才能将轴承从轴上拆下,用砂轮机割下一块内圈,发现轴承内圈因为过热,内表面金属部分熔解,与主轴粘结,主轴表面可见白色粘结物,见图3。
从拆下的保持架碎片和滚柱可以看出滚柱转向后与内圈直接发生摩擦,滚柱一边已经磨平,见图4。

图4
2012年12月14日6时20分修复启动运行,DCS显示振动值为 1.2mm/s,现场实测振动值为轴向 0.018mm、水平0.012mm、垂直0.004mm,振动值均正常。整个抢修过程约为63个小时,期间耗油50.2吨,负荷损失约300万kW/h。
2 风机轴承维修记录
#5炉A一次风机2003年4月投运;
2007年5月机组大修期间第一次更换新轴承;
2009年1月28日,#5炉A一次风机电机侧烧轴承,轴承损坏,更换新轴承(前后轴承均换);
2009年2月7日,风机振动偏大,检测发现主轴弯曲变形,进行直轴(加热、油冷),弯曲值由原来1mm减至0.8mm,更换油挡;
2009年2月26日,风机振动偏大,再次进行直轴(加热、油冷),振动值变化不大,请中试所专家到厂进行动平衡较验;
2009年4月26日,风机振动偏大,外委直轴,更换轴承;
2009年9月5日,风机电机侧轴承脱皮,更换轴承;
2009年10月30日,风机轴承脱皮、有麻点、隔离圈磨损严重,更换轴承(前后轴承均换);
2011年5月23日,靠风机侧轴承高温烧坏,更换风机侧轴承,电机侧轴承进行清洗;
2011年11月26日,小修期间更换风机轴承箱润滑油;
2012年6月12日,小修期间更换风机轴承箱润滑油。
该轴承上次更换时间是2009年10月30日,该轴承由广州新诚轴贸易有限公司供货,轴承型号为:FAG 22224EASMC3;该轴承运行至损坏前,运行时间约为26000小时。
3 故障原因分析
(1)#5炉A一次风机运行过程中,电机侧轴承保持架发生断裂,两侧滚柱直接接触,滚柱与内圈摩擦,轴承温度开始上升;保持架和滚柱交替损坏,滚柱失去定位和间隔进而发生转向,振动开始增大;滚柱与轴承内圈摩擦发热,内圈材料超温,与轴体粘结,轴承温度、振动迅速升高至触发保护跳闸。这是导致故障发生的主要原因。
(2)#5炉A一次风机主轴在轴承位靠叶轮端有一段变径部分,在68mm的距离内轴承直径由Φ210变为Φ120,其原因是风机厂家在设计主轴和选用轴承时,在保证基本动静载荷满足转子重量和极限转速的条件下,设计安全余量偏小,实际运行时的动静载荷接近轴承基本额定动静载荷,从而导致轴承和零部件寿命不如预期。这也是导致故障发生的另一个主要原因。
(3)#5炉A一次风机在2009年1月28日发生烧轴承事件后,造成主轴弯曲变形,经过多次校正(直轴)后继续使用。风机主轴变形是导致故障发生的重要原因。
(4)DCS记录显示#5炉A一次风机轴承温度从14时开始,温度由36℃缓慢上升,至15时20分达到50℃,15时23分急升至95℃,15:20至15:24发三次持续的振动报警。风机轴承温度持续升高运行人员没有引起注意、轴承振动持续报警运行人员没有发现,风机轴承故障初始阶段未能及时将风机停运,导致了故障扩大。
4 事件暴露的问题
(1)运行人员对设备参数变化不敏感和监盘时精神不够集中。A一次风机轴承温度持续升高没有引起注意,轴承振动持续报警运行人员没有发现。
(2)运行人员对设备故障警惕性不高。运行记录11日15时10分,#5炉值班员副控监盘时发现A一次风机电机端轴承温度上升至49℃,轴承振动上升至1.8mm/s(对比接班时的参数38℃、0.88 mm/s已有较大上升),报告主控,但主控自己不去现场检查,也没有提出要求安排其他人员去现场检查,只是询问巡检员说15时查过未发现问题就了事。
5 防止事件重复发生的措施
(1)加强对运行值班人员的技术培训及职业道德教育,值班期间要有高度的责任心,严格执行巡视检查及监盘的相关规定。要经常翻看各监视画面,密切监视各重要参数的变化趋势,对CRT画面的滚动报警信号要敏感。
(2)运行部管理人员要不定期抽检值班人员是否能执行现场相关管理规定,对于带缺运行设备要制定可控措施并跟踪、组织落实到位,避免不安全事件重复出现。
(3)将6KV以上的电动机及相关轴承温度高(没有备用的直接影响机组安全经济运行)、振动大报警信号引至后备屏以光字牌形式出现并加入声音提醒值班注意及时采取措施。并重新整定报警值与跳闸值,将报警值与跳闸值拉大距离。
(4)定期检查轴承的磨损情况,评估其寿命期。
(5)对该轴承进行技术改造。
(6)加强对#5炉两台一次风机的检查和巡查,密切关注参数变化情况,做好巡查记录。
(7)核算轴承寿命和当量动载荷。
6 总结
茂名热电厂#5机组在经历一系列事故后,虽然日趋成熟,但无可否认的是200MW机组在时下已经略显老态,作为过渡机组,200MW的分散控制系统(distributed control systems, DCS)组态反应慢,逻辑不完善,设备老化严重,将严重影响机组安全。从以往一次风机跳闸过程可以看出,该机组一次风机在2009年之内竟然事故跳闸6次之多,风机质量尤其值得我们思考。运行人员在监盘翻界面时也要非常留意各风机的运行,对CRT画面的滚动报警信号要敏感。对于参数细微的变化或趋势,能从全方面的思考,即使是设备本身的问题,也能将事故扼杀在萌芽之中,从面更好的维护与保证设备的安全运行,从而保证企业的安全与经济运行。
[1]王展池.锅炉一次风机叶轮损坏事故分析[J].电力安全技术,201113,(7).
[2]任艳娇,田福润,孙石.230t/h循环液化床锅炉一次风机叶片断裂的分析与改造[J].科技与生活,2012,(5).
[3]杨昆,谭勇.锅炉一次风机振动故障的诊断及处理[J].纸和造纸,2012,(12).
[4]付忠礼锅炉一次风机故障原因分析[J].华电技术,2011,33(8 ).
[5]钱云山,郭天武,胡政.锅炉一次风机轴向振动原因分析及改进措施[J].湖南电力,2012,32 (5) .
猜你喜欢
制造业自动化(2022年1期)2022-02-11
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
机械制造与自动化(2020年6期)2021-01-04
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年4期)2017-06-22