基于SFC功能的专用镗铣床的多模式控制
2013-02-18 08:35
装备制造技术 2013年1期
(大连职业技术学院,辽宁 大 连 1 16021)
可编程控制器(PLC)是在电气控制技术和计算机技术的基础上开发出来的,把自动化技术、计算机技术、通信技术融为一体的工业控制装置。利用PLC可以对多种设备进行控制,常用的方法有梯形图设计和顺序功能设计。梯形图进行设计要求工序与工序间相互连锁,其连锁关系也比较复杂,而且不同的设计者的编程习惯、思路、方法也不相同,以至于其他人要理解起来比较困难。
顺序功能图(Sequeential Function Chart)是一种IEC标准推荐的首选编程语言,其是按照工艺流程图进行编程的图形编程语言,程序是按照设备的动作顺序进行编写,不同的人员都比较容易理解,因此,近年来在PLC编程中已经得到了普及和推广。
在实际的生产设备中,多数情况下其控制过程都有一定的顺序,因此,可将生产过程的控制要求以工序划分成若干段,每一个工序完成一定的功能,在满足转移条件后,从当前工序转移到下道工序,程序中可以很直观地看到设备的动作顺序。本文以专用镗床的PLC控制系统为例,讲述SFC功能的使用。本文主要阐述SFC功能的设计思路,重点描述多方式的处理方法,因此,对机床的动作加以简化。
1 专用镗床的总体需求
此机床通过人工完成上、下料。在系统中,除加工动力头的主轴由电动机驱动外,其余各运动部件均由液压驱动,具体动作及液压控制元件,如图1所示。

图1 机床总体要求
根据机床的动作,确定机床的运行方式。共有连续全自动工作循环、单步运行、回原位方式和手动四种工作方式,他们的主要功能为:
(1)全自动运行方式:用于机床连续的对成批工件的自动加工,自动方式是在原位上按启动按钮,开始按照机床动作连续运行(如图1),直到按下停止按钮为止。
(2)单步:单步是每按启动按钮,按照机床的动作顺序前进一个工序,其主要用于调试及维修的操作。
(3)回原位方式:回原位方式是用于机床复位或在动作过程中出现问题时,通过紧急处理方式让各个动作回到初始状态。
(4)手动运行:手动运行方式供调试及维修用,由按钮对每一个动作单独控制,无需按照机床的动作顺序来进行动作,按下相应的按钮即可完成相应的动作。
2 电气控制回路的硬件组成
根据机床的要求,其输入和输出都是开关量,而且输出的速度要求不高,因此,可选用市面上常见的带有顺序控制功能的PLC就可以,本机采用三菱FX2N系列的继电器输出类型的PLC,而且可以根据输入、输出的点数来选用PLC的主控单元和扩展单元(不具体描述)。在这里应注意,为了使方式选择不同时为1,即地址X10—X13不同时为1,应该使用旋钮开关作为方式选择开关。其具体的I/O地址布置图,如图2所示。

图2 I/O地址布置图
3 程序设计
3.1 程序总体结构
此机床分为4种工作方式,若采用一般编程语言设计,对于设计人员而言需要一定的设计经验,初学者不易掌握,而采用步进顺序控制指令SFC,可以很方便地把机床的动作顺序编成顺序功能图,再编制程序,简化了工作。图3为程序的总体结构图,共有3个SFC功能块和一个梯形块图。功能块1为点动方式程序;功能块2为回原位方式程序;功能块3为连续运行和单步方式程序;梯形图块为初始化程序。以下主要针对多方式进行详述,至于每步的画法读者可自行分析。

图3 程序总体结构
图4为初始化程序,使用了IST指令,IST指令为状态初始化指令,用于步进阶梯中的初始状态和特殊辅助继电器的自动控制指令,在IST指令中设定了手动、回原位、单步、循环运行一次、连续运行等的操作模式。这些方式的顺序及设定的内容是不能改变的,如图4中,在20行中用IST选用M0作为模式指定的输入软件的首地址,指令规定了M0开始之后的8个地址的内容,M0为1时为手动,M1为1时为回原位,以此类推,M2,M3,M4,M5,M6,M7 为 1 时依次为单步、循环运行一次、连续运行、回原启动按钮地址、自动开始按钮地址、停止按钮地址。其中本案例中循环一次方式没有使用,但是M3地址不允许跳过,可以将其处理为0。实际生产中可以根据自己的需要来选择方式,不用的方式其地址处理为0即可。
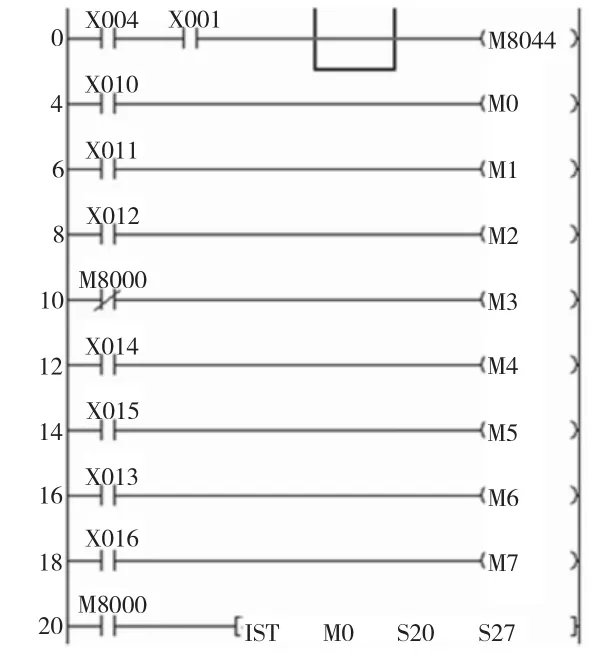
图4 程序初始化
3.2 点动程序设计
点动程序的初始状态继电器必须为S0,由于不用按照顺序来完成,因此,只使用了一个状态继电器S0。在操作时先将点动方式选择旋钮为1(图2中的X10地址为1),然后按动相应的点动按钮(SB4-SB7)完成点动动作。图5为点动程序,此程序着重注意了点动向前分为快进和工进动作。
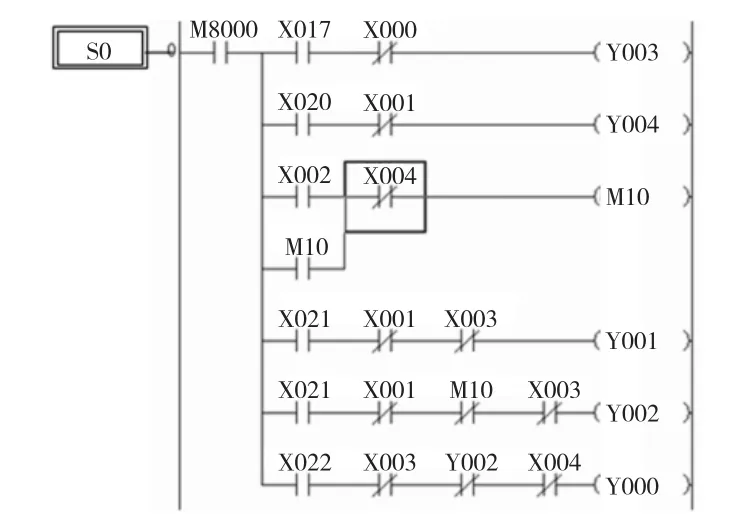
图5 点动顺序功能图
3.3 回原程序设计
回原程序必须使用初始状态继电器为S1,中间使用S10-S19状态继电器,在程序的最后使辅助继电器M8043置位,代表回原位结束。如图6所示,在调试阶段,将旋钮选择在回原方式,按动回原启动按钮SB1(X14),按照编制的程序完成。在自动方式下,将旋钮旋到回原方式则自动程序停止,再按下SB1(X14)开始回原过程。如果不编制回原程序,在自动程序前也必须使M8043为1。

图6 回原位顺序功能图
3.4 自动程序设计(单步、全自动运行)
自动运行程序是机床正常加工的必用程序,其包括单步、循环一次、连续运行三种方式的程序,本案例没有循环一次运行方式。通过地址X12和X13旋钮选择单步和连续运行工作方式。自动程序必须使用初始状态继电器为S2;如图7所示,中间状态继电器的起始地址由IST指令确定。此案例自动程序有6步组成,当选择单步运行方式,辅助继电器M8041是在启动按钮SB2(X15)按下时动作,相当于点动;每按动一次SB2,按照编制的程序运行一步。当选择连续运行时,辅助继电器M8041在启动按钮SB2(X15)按下时保持动作,直到按下SB3(X16)时接触,相当于按钮的自锁控制,按动启动按钮SB2程序按照编制的顺序自动进行。
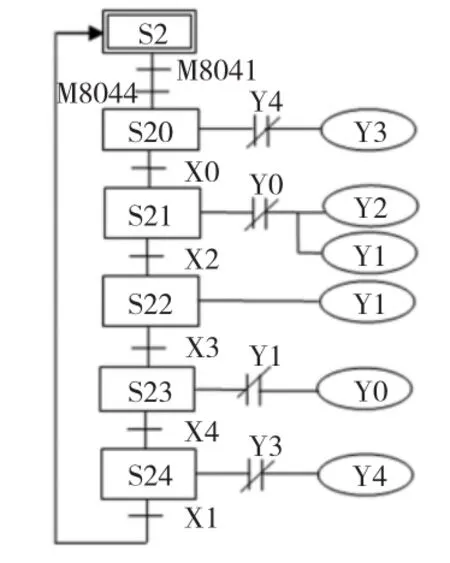
图7 自动顺序功能图
在实际工作中,可以在几种工作方式下转换。单步和连续运行同属于自动运行方式,因此,如果程序处于自动运行状态中(功能块3),旋钮在单步和连续运行方式下切换,则程序可以在单步和连续运行间自动的转换;同样,点动和回原位属于手动工作方式,因此可以在回原位和手动方式下自由的转换即在功能块2和功能块1中自由的切换。如果旋钮在手动和自动方式下转换,则原先的程序停止;从手动转换为自动,则必须使M8043有效,此案例中必须执行一次回原位程序。也就是自动运行在回原复位结束后才可以再次驱动。
4 结束语
本案例具有极强的实践性,读者可以根据不同的设备要求在此基础上加以改变。当然,对于以中断程序为主的非顺控程序的控制,用SFC功能显然不如梯形图编程简单。因此,当不适合使用SFC的时候可以使用梯形图程序去控制,这样可以根据不同的控制场合而灵活使用各种语言实现对设备的控制。
[1]田瑞庭.可编程控制器应用技术[M].北京:机械工业出版社,1994.
[2]吕爱华.电气控制与PLC应用技术[M].北京:电子工业出版社,2011.
[3]程 周.电气控制与PLC原理及应用[M].北京:电子工业出版社,2010.
[4]三菱株式会社.三菱微型可编程控制器编程手册(产品手册)[K].北京:三菱株式会社,2001.
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
中国设备工程(2022年12期)2022-07-11
陶瓷学报(2021年5期)2021-11-22
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
铁道通信信号(2019年11期)2019-05-21
制造技术与机床(2019年2期)2019-03-06
铁道通信信号(2018年11期)2019-01-19
天然产物研究与开发(2018年5期)2018-06-13
制造技术与机床(2017年11期)2017-12-18