
用平行板法测量105~1010泊范围的光学纤维面板的玻璃粘度
2013-02-01 06:59:08李兰中国建筑材料科学研究总院北京100024
中国建材科技 2013年4期
李兰 (中国建筑材料科学研究总院,北京 100024)
1 光学纤维面板玻璃粘度测试的重要意义
光学纤维面板是一种特殊的光学玻璃。由光学纤维面板的制作工艺过程可知,光学纤维面板是由玻璃棒料、管料和光吸收料等三种玻璃经热熔合而成的。为了能使三种玻璃能相互匹配,就要求棒料的软化点比管料高(约高30℃~100℃),这样在拉制纤维时,管料才会紧贴棒料;在熔压时才能利用管料的流动来填充空隙。棒料和管料在拉丝时的粘度也大致接近,这样才有利于纤维直径的稳定[1]。所以为了保证光学纤维面板具有稳定的物理、化学性质,必须对其棒料、管料的玻璃粘度进行测试。
光学纤维面板棒料、管料在拉丝和熔压时的粘度处于105~1010泊之间,所以测量该范围内的粘度,对于光纤板拉丝、熔压的工艺非常重要;而且定期抽检棒料、管料105~1010泊之间的粘度,对比每次的测量结果,可以检测出棒料、管料的熔制工艺是否稳定,从而保证光纤板成品最终性能的稳定。
2 用平行板法测量光纤板105~1010泊范围的玻璃粘度的优点
测量玻璃粘度的方法很多,可以根据不同的粘度范围采用不同的方法。高温粘度101~105泊范围的测量,可以采用转球法、转筒法等;低温粘度108~1016泊范围的测量,常用拉丝法或弯梁法;本文提出了用平行板法测量105~1010泊范围的玻璃粘度。平行板法测量玻璃粘度具有以下优点:1)制样体积小。样品体积为Φ8mm×6mm的圆柱体,易于加工,解决了转筒法样品制备体积大和拉丝法中有些玻璃难以拉制成丝的问题。2)测试时间短。平行板法测试时间仅为2个小时左右,而转筒法测试时间较长[2]。3)测量精度高。经过标准物质检测,测量误差为±2℃。
3 平行板法的测试原理
平行板粘度计是将玻璃样品制成小体积的圆柱体,夹在两平行石英玻璃片中间,在其同轴方向上端加砝码,通过加热时样品高度变化的速率来计算出样品在不同温度下对应的粘度。
这里:η为玻璃粘度,Pa·s;M为外加砝码质量,g;g为重力加速度,980cm/s2;t为时间,s;V为样品体积,cm3;h为样品的随时高度,cm;dh/dt为样品压缩速率,cm/s;а为玻璃的热膨胀系数,25℃测量。
4 平行板粘度计的设备构造
平行板粘度计由加热炉、温控系统、样品室、载荷系统和测量样品压缩高度变化的高精度位移测量系统组成。
4.1 加热炉
加热炉为立式圆柱体结构,上端开口,位置固定。
加热丝采用阻性元件,沿保温层圆周上、下均匀缠绕,功率1kw,最高温度1000℃。为保证待测样品受热的均匀性和测温的准确性,炉膛内在样品加热位置及其被压缩范围内必须保证有高度为2厘米的恒温区,温差不超过±1℃。
4.2 温控系统
4.2 .1 热电偶
热电偶必须经过直流电位差计校准;要求校准直流电位差计灵敏度为±0.1℃,精度为±0.5℃;将热电偶置于双芯陶瓷管中,使测温点尽量接近样品,距离在5毫米范围内。
4.2 .2 炉温控制
炉温控制要求可以实现保温、升温、降温,并且速率、程序可调、可控。
4.3 样品室和载荷系统
将样品置于样品室中,上、下分别覆盖一片石英片,在上石英片上端顶有一根石英管,在石英管顶端有砝码平台,可以放置不同重量的砝码,通过调节样品的压缩速率,可以测量不同的粘度范围。
4.4 高精度位移测量系统
采用高精度位移传感器(LVTD)测量随时的样品高度,其准确度为0.01mm,误差不超过±2%;因为样品厚度为6mm,所以LVTD的可靠量程≥6mm。
5 平行板粘度计设备构造图
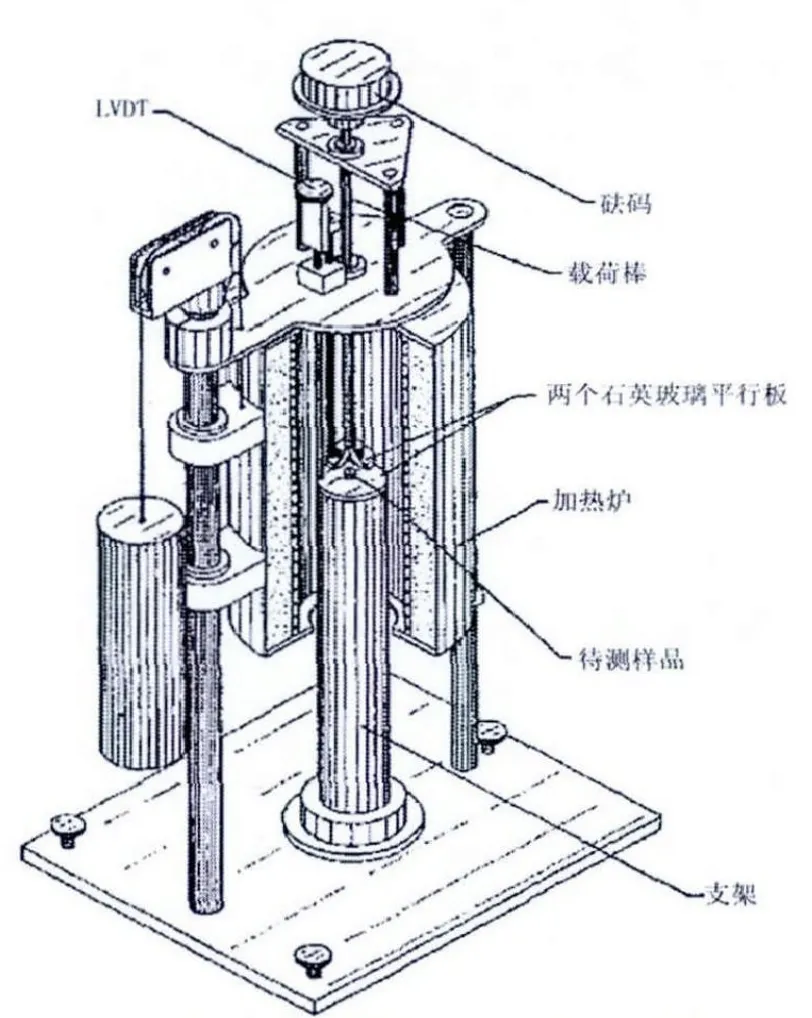
图1 平行板粘度计设备构造图
6 校准和测试结果
6.1 内部校准
每月用螺旋测微器(最小精度为0.01mm)在0~0.5mm范围内对LVTD进行校准。
6.2 外部校准
采用国际标准玻璃样品7643-pp2进行校准:7643-pp2的ηs在815±4℃之间,平行板粘度法测试值为812℃,在标准值范围内,测试曲线如图2。
我们用标准玻璃对仪器校准,平行板粘度法的测量误差通常是±2℃。
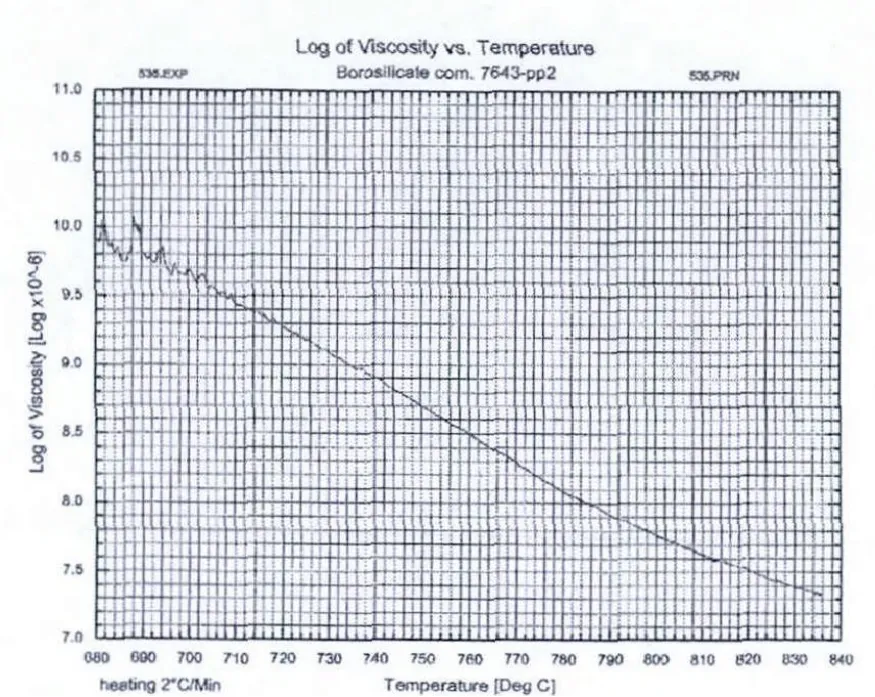
图2 7643-pp2粘度测试曲线
7 结论
我们通过采用平行板法测量光纤板棒、管105~1010泊范围的玻璃粘度,结合大量的工艺实验,调整料性,优化拉丝、熔压工艺,确定了拉丝、熔压工艺成型点与温度-粘度的对应关系见图3所示。
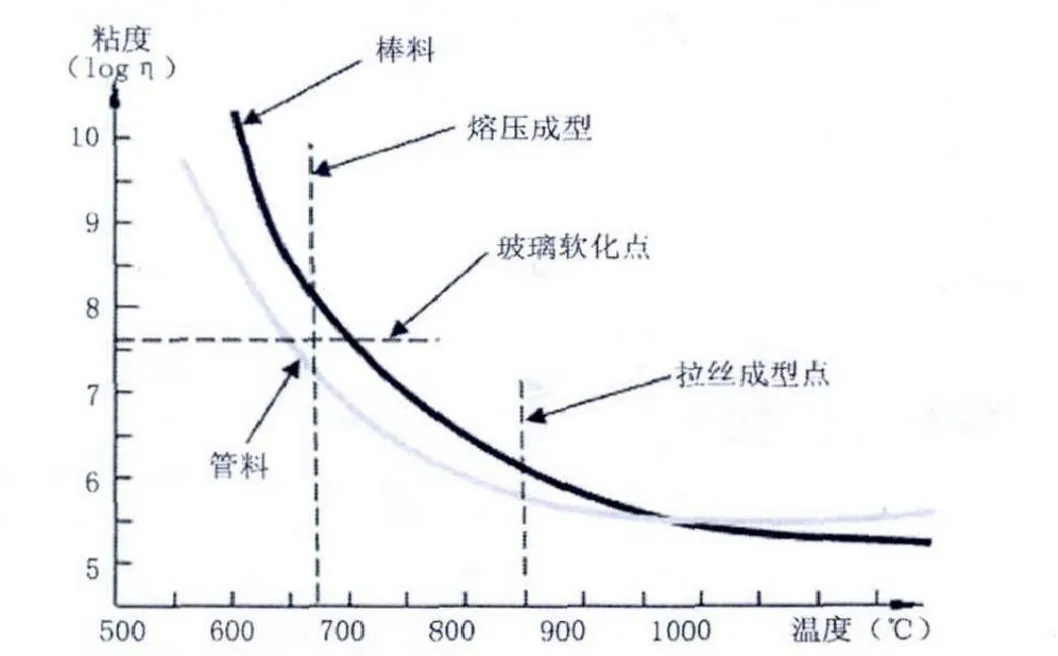
图3 光纤板拉丝、熔压工艺成型点与温度-粘度的对应关系
通过上图可以得出,熔压温度为670℃,η棒>η管,η棒>ηS,η管<ηS;拉丝温度为850℃,η棒>η管,且棒、管粘度接近,满足工艺要求。
[1]刘德森等,《纤维光学》,北京,科学出版社,1987.102-104.
[2]Eugene H,Fontana,《A Versatile Parallel-Plate Viscometer For Glass Viscosity Measurements To 1000 ℃》,Bulletin of the American Ceramic Society,Vol 49,No.6.1970.594-597.
猜你喜欢
有色金属加工(2023年5期)2023-12-05 09:10:58
新高考·高一数学(2022年3期)2022-04-28 07:02:46
思维与智慧·上半月(2022年4期)2022-04-08 21:24:29
橡塑技术与装备(2021年18期)2021-10-11 01:48:36
小哥白尼(神奇星球)(2021年4期)2021-07-22 03:17:22
光学仪器(2020年5期)2020-12-08 05:58:28
传感器与微系统(2019年9期)2019-09-11 02:25:10
重型机械(2018年6期)2019-01-07 11:13:48
汽车观察(2016年3期)2016-02-28 13:16:36
机械工程师(2014年4期)2014-07-01 23:36:22
