
论容器制造工艺流程与成本控制的联系
2013-01-26 04:24沈阳东北制药装备制造安装有限公司刘力嘉
电子世界 2013年16期
沈阳东北制药装备制造安装有限公司 刘力嘉 沈 鹏
人们对于物质的需求是一个从无到有,从有到好,从好到精的发展变化过程,那么随着时代的变迁到和生产力的进步,生产产品的工艺流程也在改变,不同的历史时期有不同的生产工艺流程,生产流程体现了时代的烙印,又在大浪淘沙般鞭策着企业的发展,正如“物竞天择,适者生存”一样,如果企业不能及时更新优化生产工艺流程,降低成本,那么,面对的将是生死存亡的考验。
一、材料排版的重要性
提高材料利用率是降低成本的捷径,因为容器制造所用的材料费用约占整体造价的50%~70%,甚至更高,因而合理搭配及利用材料对容器造价影响很大。如果在提出材料计划前对容器设备主体材料例如:筒体、封头、设备主体法兰等主体材料进行排版,往往可以十分有效的提高材料的利用率,减小不必要的损耗。下面我根据平时工作中遇到的实际情况举例说明:
1.铝制发生器加料斗,锥形筒Ф790*Ф 320*330*δ5=4件。锥筒部分如图1所示:

图1 锥筒部分

图2 排版图
经过排版选用铝板板幅为:1000mm*2000mm
排版图如图2所示。
为了材料利用率达到最大化,利用最佳拼版效果图决定增加焊缝,否定了原来整体下料的方案,经过对比,整体下料和拼焊下料可以节省一张铝板,结余材料费用1千余元。
2.外协压制封头下料尺寸分别为Ф2556*δ12和Ф2256*δ12,通常公司使用不锈钢板的板幅为1500*6000,单经过CAD制图排版对比用板幅为1800*6000不锈钢板排版更能提高材料利用率如图3所示。
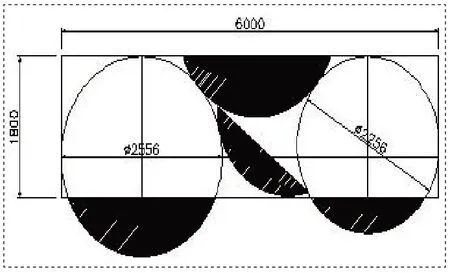
图3
很明显,按照排版图,采购板幅为1800*6000的不锈钢可以达到材料利用率的最大化,按照目前不锈钢板材市场价格:21元/kg计算,采用1800mm板幅不锈钢将比采用1500mm不锈钢板采购费用节省近1.5万元。
通常,在容器的筒体、封头、锥体、主体大接管及补强圈等下料后,边角料就应考虑用于附件,如支座、垫板、非受压拉筋、支撑板等。裙座基础环板、塔内支承圈、外压容器加强圈等环状零件也应排板下料。对于小直径的管法兰就应整体下料,且应考虑较大直径与小直径法兰套料。当补强圈直径较大时也可以考虑采用拼瓣焊接,尤其当板材较厚或贵重金属时其经济价值更加明显。对于同一设备、同一厚度、不同直径的补强圈应尽可能套料,这样可以充分利用材料。综上所述,从计划采购到划线下料的每一细小环节的精心策划都有可能大幅度降低材料用量,随之也会大幅度降低设备制造费用。
二、工艺流程图的重要性
工艺流程图不仅可以直观的反映出容器设备制造的过程,对于操作者而言,设备制造工艺流程图就是一个简单的指导手册,有了它,操作者在简单的熟悉图纸后就可以迅速的按照工艺流程图开始施工。
三、工艺过程卡片的重要性
工艺过程的概念是逐步改变生产对象的形状、尺寸、及相对位置和性质等使其成为成品和半成品的过程。
与工艺流程图相对应的就是工艺过程卡片,工艺过程卡片是针对整个工艺流程图进行说明。是产品设计与制造的纽带,是指导生产过程的重要文件。其中包括了各个工种、设备及工序的内容。正确合理的工艺过程不仅能保证容器的制造质量,还可缩短制造周期和降低成本。零部件的加工也同样如此,对于较大直径的容器法兰,有条件时应考虑将钢板下成矩形条,在卷板机上卷制后焊接拼缝,平圈后再探伤。这种方法比拼瓣儿焊接节约板材、焊材,同时也节省加工工时,是最为经济的加工方法。加工补强圈时,首先应尽可能将同台设备上的补强圈排在一张板子上一起卷弧成形,在弧板上具体划每件的尺寸线,然后气割或等离子切割并钻孔攻丝。这样不仅可以节省因卷弧板时所需的压头子余量,也节省了加工时间,还保证了补强板的成形质量。
工艺不能是千篇一律的,要根据设备的材质、大小等情况及时作出调整和优化,例如:拼焊法兰时,设备图纸中技术说明要求必须进行焊后热处理,然后再按图将法兰的密封面加工到位。如果法兰是用作管箱主法兰时,就可以考虑将退火工序进行适当调整,法兰与管箱焊接后一起进行退火处理,这样做既达到了效果,又减少了退火次数,从而也就降低了制造成本。此时工艺路线应为:法兰拼焊→粗车(厚度及密封面留余量)→与管箱组对施焊→管箱退火→精车到位→钻孔。
四、总结
通过优化和调整容器制造工艺流程可以提高生产效率,提高材料利用率,工艺流程的优化需要在日常工作中不断积累和总结经验,在保证质量的前提下,加强管理,精细地利用材料,合理地安排工艺路线及加工方法,是降低容器成本的重要环节。
[1]化工设备设计全书编委会.化工容器[M].北京:化学工业出版社,2003.
[2]谭蔚主编.化工设备设计基础[M].天津:天津大学出版社,2000.
[3]中华人民共和国行业标准.JB/T4712.1~4712.4-2007《容器支座》[S].新华出版社,2007.
[4]中国天辰化学工程公司.钢制人孔和手孔[S].中华人民共和国行业标准,HG/T21514-21535-2005.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
中学生数理化·高一版(2020年2期)2020-04-21
中国新技术新产品(2018年15期)2018-10-20
科技创新与应用(2018年27期)2018-09-29
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
企业文化·中旬刊(2015年4期)2015-05-07
中国工程咨询(2014年12期)2014-02-16
