
厌氧胶在大直径螺纹连接结构中的应用研究
2013-01-25 02:15:46肖应锋
机械工程师 2013年1期
肖应锋
(宜昌测试技术研究所,湖北宜昌443003)
1 引言
厌氧胶早在1940年代即开始研制[1],因其独特的厌氧固化特性,使其具有存储时间长、固化时间短、涂覆工艺简单、胶接强度范围广的优点,被广泛用于锁紧、密封、固持、粘接及铸件微气孔渗补等技术领域。
目前厌氧胶锁固性能研究主要集中在M36以下的小直径螺纹连接结构的破坏扭矩、拆卸力矩和胶接剪切强度。
对大螺纹连接件,由于其直径的大幅增加,厌氧胶的锁固性能发生变化,在实际应用时,须提供拆卸力矩或破坏扭矩作为依据。本文通过理论计算和试验验证,对Loctite271、Loctite243、Loctite222 三种厌氧胶在 M140 的螺纹连接结构中的锁紧及可拆卸性能进行研究,给出了拆卸力矩。

2 研究对象
某产品中存在如图1所示的螺纹连接结构,连接件1和2材料为中碳钢,连接形式为螺纹连接,配合尺寸为M140×2-7H/6g。连接时,在外螺纹连接件单扣螺纹一整圈上涂胶后旋合,并施加49N·m的预紧力后固化24h。
3 理论分析
3.1 机理分析
(1)厌氧胶锁紧机理
据研究表明,对M10的普通螺纹连接来说,粗牙螺纹松开力矩仅为设计拧紧力矩的68%[2],因此保证螺纹紧固的不是拧紧力矩,而是松开力矩。
一般螺纹连接件承受静载荷时都满足自锁条件,如遇振动或温度冲击,就可能影响到螺纹连接的可靠性和紧密性,因为此时螺纹间可能出现轻微塑性变形,使松开力矩逐渐减小甚至消失,导致自锁失效。
使用厌氧胶后,螺纹间隙由厌氧胶聚合形成的热固性塑料填充,使螺纹啮合部位接触并具有一定强度,在不增加预紧力的情况下提高了螺纹连接的松开力矩[3],使松开力矩大于拧紧力矩,从而实现螺纹连接的锁固,达到防松的目的。
(2)拆卸机理
螺纹连接件的拆卸条件为拆卸力矩大于螺纹连接件的松开力矩。当厌氧胶固化并形成热固性塑料后,就达到一定的强度,只有破坏掉热固性塑料方可实现拆卸。
3.2 拆卸力矩计算
3.2.1 已知条件
(1)根据GB/T18747.1-2002《厌氧胶粘剂扭矩强度和剪切强度的测定》标准要求,部分供应商对M10钢制螺栓螺母进行测试,提供了厌氧胶破坏力矩,数据见表1。
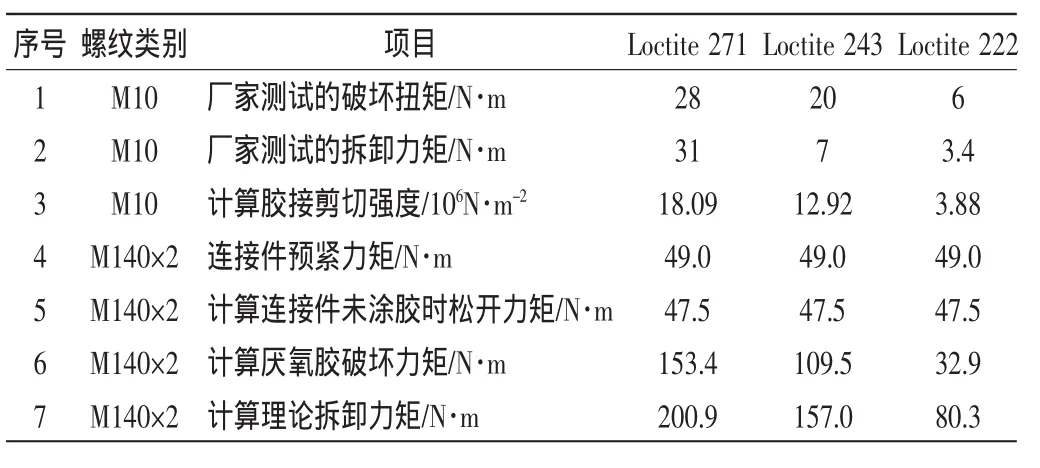
表1 厌氧胶理论力矩计算表
(2)不同参数螺纹间的胶接扭矩关系
根据美国T.J.Hrdiman对螺纹胶接锁固的研究结果[4],当厌氧胶完全填满螺纹啮合部位时,胶接扭矩与螺纹参数存在以下关系:

(3)螺纹拧紧力矩与松开力矩之间的关系
根据许志远、荣元庆对螺纹锁紧力矩及松开力矩的研究[2],可推算出螺纹在没有涂胶时,其松开力矩M松及拧紧力矩M紧存在如下关系:
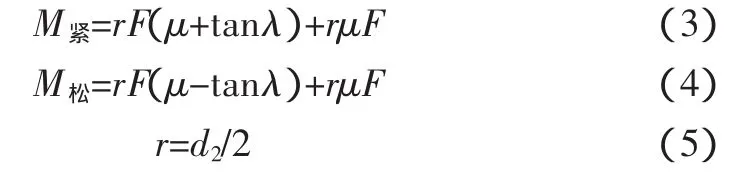
式(1)~式(5)中,l:螺纹啮合长度,m;p:螺纹螺距,m;d:螺纹外径,m;d1:螺纹内径,m;d2:螺纹中径,m;τ:厌氧胶胶接剪切强度,N/m2;λ:螺纹升角;α:螺纹牙型半角;F:螺纹紧固力;μ:螺纹间摩擦系数(取0.15)。
对M140×2的螺纹连接结构进行计算,可得到:

3.2.2 螺纹胶接部位啮合长度估算
(1)M10×35(GB/T5782)与 M10(GB/T6170)的钢制螺栓螺母连接时,其胶接啮合长度估算值约为0.008m。
(2)M140×2螺纹连接件的厌氧胶啮合长度估算
螺纹胶接界面示意图如图2所示,根据表2及表3的螺纹极限尺寸,胶粘剂的截面积进行估算,结果见表4螺纹连接时胶粘剂填充截面积。
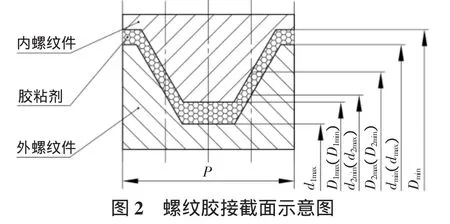

表2 最大间隙时的螺纹极限尺寸/mm

表3 最小间隙时的螺纹极限尺寸/mm
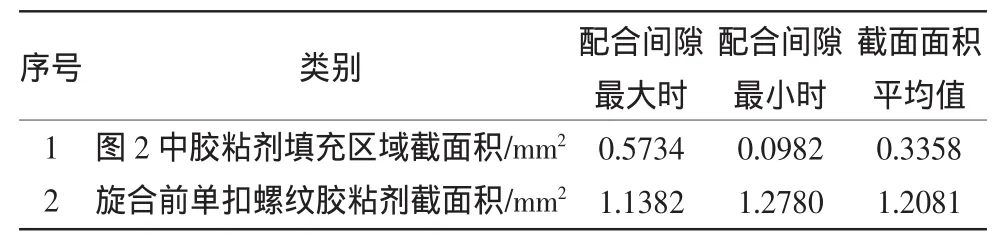
表4 螺纹连接时胶粘剂填充截面积
按照表4计算所得的截面面积平均值可知旋合后的理论啮合长度l=3.6p,实际装配过程中胶粘剂啮合长度有所增加,按1.5倍系数进行估算,计算可得啮合长度约0.0108m。
3.2.3 计算拆卸力矩
根据式(1)~(5)及螺纹啮合长度数据,可得到剪切强度与扭矩的关系如下:
对M10的钢制螺栓螺母连接结构τ=0.646T10×106(7)
对M140×2的螺纹连接件T140=8.478τ (8)
根据式(1)~(8)进行拆卸力矩的计算,计算结果见表1。
4 试验验证
4.1 仪器设备
振动试验台,高低温试验箱,扭力扳手,皮带扳手等。
4.2 锁紧及可拆卸性测试条件
(1)在螺纹连接件涂胶固化后在高低温试验箱进行高低温冲击试验,其中高温+50℃,低温-40℃,保持时间为高低温各2h;
(2)高低温冲击试验完成后参照GB/T10431-2008紧固件横向振动试验方法在振动台上进行振动试验,模拟日常搬运及运输过程,振动频率为12.5Hz,振幅为±2mm,振动时间为2h;
(3)在振动和高低温试验完成后恢复常温条件,用扭力扳手进行拆卸验证,测量方法参照JB/T7311-1994《工程机械厌氧胶应用技术规范》。
4.3 试验结果
实验结果见表5厌氧胶性能试验结果。

表5 厌氧胶性能试验结果
5 结论
根据表4计算数据及表5的验证结果进行分析,可以得出以下结论:
(1)三种厌氧胶的理论拆卸力矩均大于预紧力矩,满足锁紧防松要求;
(2)Loctite 271、Loctite 243两种厌氧胶的拆卸力矩均大于150N·m,普通工具拆卸很难实现。Loctite 222的拆卸力矩在80N·m左右,使用普通工具可以拆卸。
[1]张露露,杨学林,游敏,等.厌氧胶[J].中国胶粘剂,2004,13(2):46-49.
[2]徐志远,荣元庆.乐泰螺纹化学锁固与密封技术[J].汽车技术,1992(6):34-43.
[3]朱锋.紧固件用锁紧材料及锁紧技术研究[J].材料开发与应用,1996,11(6):33-38.
[4]邵瑞清,陈继祥.厌氧胶用于螺纹锁紧时胶接扭矩的推算[J].粘接,1986,7(6):33-35.
猜你喜欢
组合机床与自动化加工技术(2021年3期)2021-03-26 05:43:32
石油沥青(2019年6期)2020-01-16 08:56:56
宇航计测技术(2019年4期)2019-08-31 07:58:38
铁道通信信号(2019年1期)2019-03-21 07:37:24
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
铁道科学与工程学报(2015年4期)2015-12-24 12:11:17
中国塑料(2015年9期)2015-10-14 01:12:34
电源技术(2015年5期)2015-08-22 11:17:58
凿岩机械气动工具(2014年4期)2014-03-01 04:00:15
