
高硫石油焦脱硫方法比较
2013-01-13 07:14:10
中南大学学报(自然科学版) 2013年3期
(中南大学 冶金科学与工程学院,湖南 长沙,410083)
石油焦是由渣油经过焦化工艺而制得的产品。石油焦的硫含量主要取决于原油的性质及其硫含量,与炼制工艺也有关[1]。目前我国铝电解阳极用石油焦的硫质量分数一般为0.2%~4.3%,部分厂家使用的石油焦硫含量甚至高达 6%以上,远远超出低硫焦(3%)的使用标准[2]。近年来,随着我国进口原油比例的增大,石油焦中的硫含量越来越高,这种趋势对我国乃至全球的铝用炭素阳极的品质、铝电解生产的稳定性以及炭素和电解生产环境将构成严重的威胁[3−6],研究和开发有效的石油焦脱硫技术具有重要的现实意义。石油焦的脱硫方法主要有高温脱硫和化学法脱硫。在高温煅烧过程中,石油焦中硫的脱除取决于焦原始硫含量与最终的煅烧温度以及保温时间,一般无介质单纯煅烧,温度要达到1 623 K以上石油焦中的硫才有较明显的脱除效果(大量脱除需要1 873 K以上)[7−9],不适合在工业上大规模应用。化学法脱硫是指采用一些溶剂处理石油焦,使其与焦中的硫发生化学反应进而脱除硫。Aly等[10]采用三氯化铁与苯溶剂处理石油焦,最佳可脱除35%的硫;Phillips等[11]发现采用硝酸与邻氯苯酚溶剂萃取的方式处理石油焦,最佳可脱除30%和20%的有机硫,脱硫率均较低。本研究筛选一种混合酸脱硫剂,并设计一种封闭式串联动态脱硫装置,对石油焦煅烧前后进行脱硫实验,并与单纯的高温煅烧脱硫效果进行比较。
1 实验内容
选用国内某焦化厂提供的高硫石油焦为原料,其主要特征是:总硫量(wt(S))为 3.39%,其中有机硫(wo(S))为3.22%,无机硫(wp(S))为0.17%,挥发分质量分数为11.90%,灰分质量分数为0.42%。化学法脱硫的基本步骤为:首先配制脱硫剂,并将石油焦磨碎至粒度为0.1 mm以下,然后将石油焦与脱硫剂混合(液固比为30 mL/g),置于封闭式动态脱硫装置中,在常压下搅拌12 h,然后进行固液分离、洗涤、干燥,最后检测硫质量分数。考察石油焦在不同固液温度下(293~343 K)的脱硫率。高温煅烧脱硫实验的基本步骤为:将石油焦置于高温电阻炉内填埋煅烧,考察在不同温度下(973~1 773 K)石油焦的脱硫率。
采用华德电子有限公司生产的 HDS3000型一体化智能测硫仪测定石油焦中的硫质量分数,采用美国尼高力公司生产的 Nicolet6700型红外光谱分析仪来分析脱硫前后硫的存在形态。石油焦中硫的脱除率r计算公式为:

式中:w1(S)为脱硫前石油焦试样的硫质量分数,%;w2(S)为脱硫后石油焦试样的含硫质量分数,%。
2 结果讨论
2.1 不同方法脱硫效果
2.1.1 石油焦化学法脱硫
图 1所示为石油焦采用化学法在不同温度下(293~343 K)的脱硫率。从图1可以看出:随着固液温度的升高,高硫石油焦的脱硫率逐步升高,在温度为333 K时,脱硫率达到最高(75%);但随着温度的进一步升高,脱硫率反而下降(温度升高到343 K,脱硫率下降至70%);在333 K之前,随着反应温度的升高,高硫焦的脱硫率逐步增大。Aly等[10]采用三氯化铁与苯溶剂处理石油焦时得出:其脱硫过程同时受外扩散、内扩散及化学反应控制,本研究中采用自配的脱硫剂处理高硫焦时,其过程中速率控制步骤中应有内扩散,故随着温度的升高,脱硫率会随着之升高;但当温度进一步提高到343 K或以上时,温度过高,对脱硫剂有一定的负面影响,使脱硫剂的浓度降低,因而使得高硫焦的脱硫率反而降低。因此,本研究中所用脱硫剂更符合低温脱硫的特点。
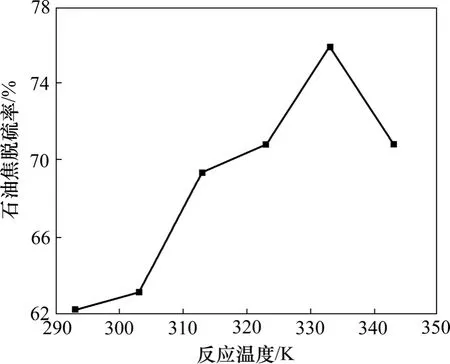
图1 温度对高硫石油焦脱硫率的影响Fig.1 Desulfurization rate of high-sulfur petroleum coke at different temperatures
2.1.2 石油焦高温煅烧脱硫
图2所示为将石油焦在不添加任何脱硫介质时以不同的煅烧温度(973~1 773 K)煅烧后所得煅后焦的脱硫率。从图2可见:在973~1 273 K范围内,石油焦基本上没有脱硫效果;在1 273~1 773 K范围内,高硫石油焦的脱硫率随温度的升高而增加,当煅烧温度为1 773 K时,其实测脱硫率约为60%。Paul等[7]研究表明:只有将石油焦煅烧温度提高到1 873 K,石油焦的脱硫率才能达到73%~80%。
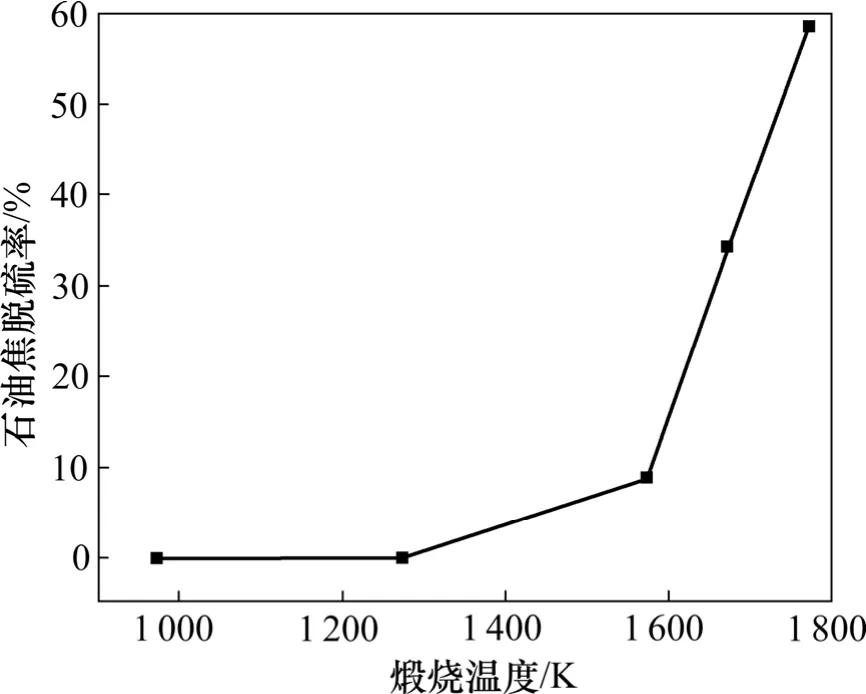
图2 煅烧温度与高硫焦脱硫率的变化关系Fig.2 Desulfurization rate of high-sulfur petroleum coke at different calcination temperatures
高温煅烧的脱硫效率与石油焦所受的最高温度、石油焦粒径、煅烧气氛以及在最高温度下的停留时间均有关,由于影响因素较复杂,对于石油焦高温煅烧脱硫的机理分析目前并没有达成一致的意见。
2.1.3 煅后焦化学法脱硫
将上述经过高温煅烧后的石油焦(煅后焦)磨碎(粒度<0.1 mm),并采用化学法进行二次脱硫,实验装置与步骤与前面的一致。实验条件如下:脱硫剂与石油焦的液固比为30 mL/g,反应时间为12 h,固液温度为333 K。实验结果见表1(石油焦煅烧前硫的质量分数为3.39%)。
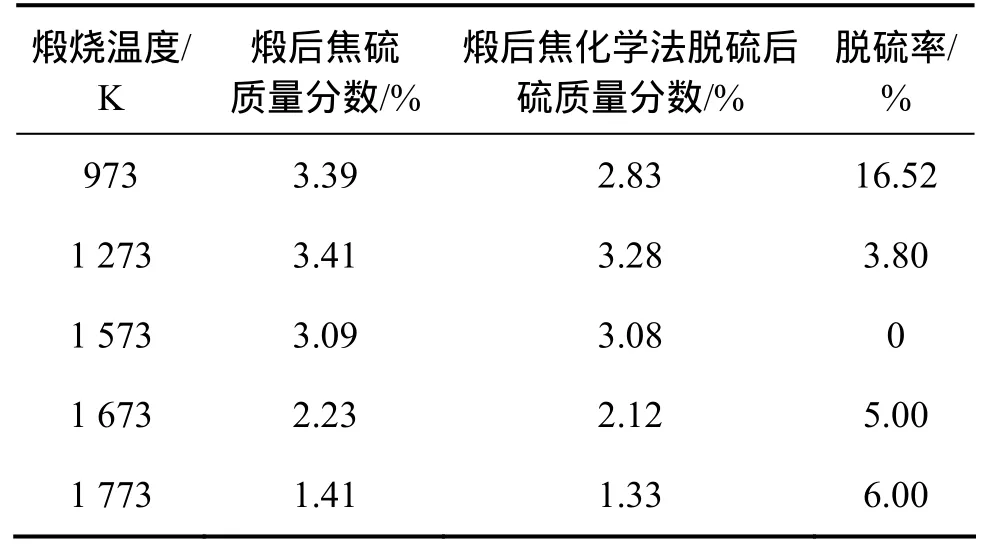
表1 煅后焦化学法脱硫效果Table 1 Desulfurization of calcined coke applied chemical method
由表1可知:经高温煅烧后的煅后焦再用化学法脱硫,其脱硫率极低,经973 K煅烧后的煅后焦再用化学法脱硫,其脱硫率仅为16.52%;随着煅烧温度的升高,煅后焦采用化学法脱硫几乎没有效果。
2.2 脱硫过程中硫的结构变化分析
石油焦中大部分硫为与焦中碳结合的噻吩类有机硫,无机硫一般不足焦中总硫量的 0.02%[12]。因此,石油焦脱硫不仅是焦孔中或焦表面上硫的脱附,更困难的是如何将连结在碳骨架上硫分离与脱除。脱硫效果不仅与焦中硫含量有关,也与焦中 C—S键的强弱相关,而噻吩类有机硫中 C—S键非常稳定,较难断裂[13]。可见:石油焦脱硫是一个复杂的过程。本节将结合红外光谱图来分析采用不同脱硫方法时石油焦中硫的结构变化情况。
图 3所示为未脱硫前石油焦的红外图谱。其中3 023和1 309 cm−1处的峰表示的是噻吩环上C—H键的吸收峰,801 cm−1处的峰对应于杂环上C—H的振动吸收,886 cm−1处的峰为噻吩环上C—S伸缩振动吸收峰,745 cm−1处的峰归属于噻吩环的特征吸收[14]。以上分析表明:高硫焦中有机硫噻吩特征明显。这与Hay等[15]所描述的高硫石油焦中硫的特征相符。
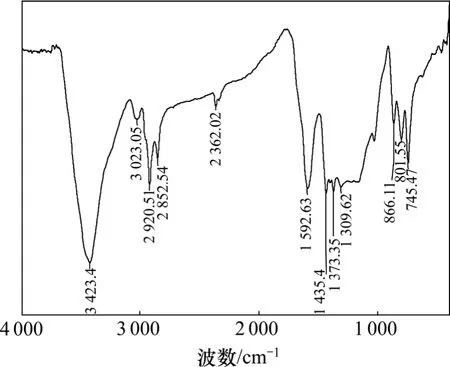
图3 高硫石油焦原料红外光谱图Fig.3 FTIR spectra of raw high-sulfur petroleum coke
图 4所示为高硫焦采用化学法脱硫后的红外图谱。由图4可知:原料焦中表示噻吩C—H键在3 023和1 309 cm−1处的吸收峰已消失不见,说明在脱硫剂的作用下噻吩环在一定程度上被破坏。但图4多出了1 700 cm−1处表示羧基(COO—)特征的吸收峰,以及1 541,1 384 和 1 271 cm−1处表示硝基(—NO2)特征的吸收峰[14]。这说明在脱硫剂的作用下,焦中的部分硫被脱除的同时,脱硫剂中有些基团(—NO2)进入到焦中,且焦中的芳烃环也在部分转化为羧基;另外,图谱中还出现了620 cm−1处的峰,这些为C—S键的伸展峰。由此可以推测:在脱硫剂作用下,高硫焦中的部分有机硫噻吩环被破坏并脱除,剩余未脱除的硫则以噻吩转化物的形式(可能由此形成了更牢固的碳硫结构基团)存在。
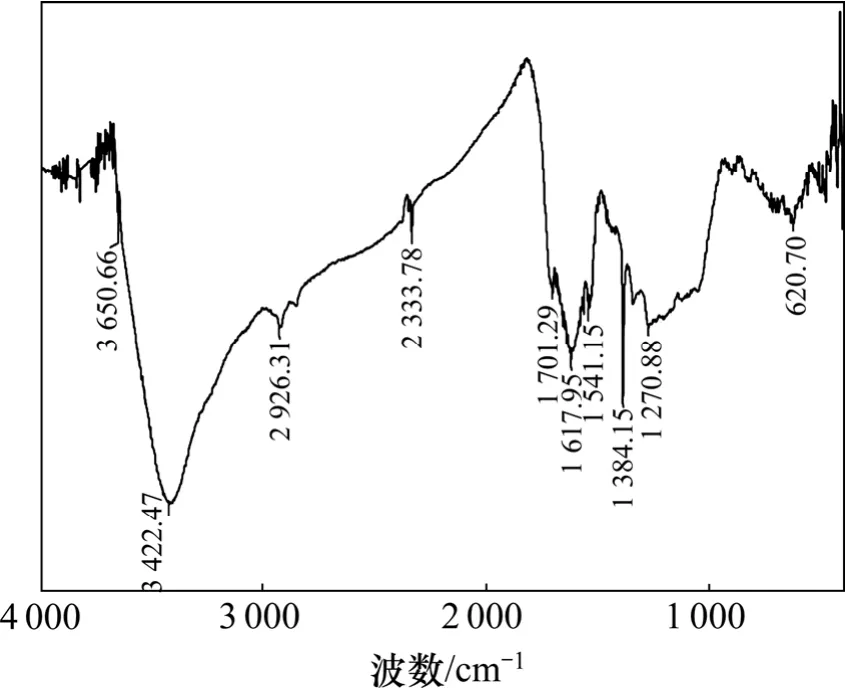
图4 高硫焦化学法脱硫后的红外图谱Fig.4 FTIR spectra of chemical desulfurized high-sulfur petroleum coke
图5所示为高硫焦经1 673 K煅烧后所得煅后焦的红外图谱。对比图3可以发现:煅前高硫焦出现的表示噻吩C—H键3 023和1 309 cm−1处的吸收峰(见图3)已消失,说明在高温煅烧条件下,C—H键断裂,石油焦中的噻吩环被打开;同时,在煅前高硫焦中表示噻吩特征吸收的866 cm−1(C—S键伸缩振动吸收峰)以及745 cm−1处的峰也同样消失,取而代之的是672 cm−1处的吸收峰(图5),此峰为C—S键的伸展峰。由此推测:高温煅烧时石油焦的结构与性质发生变化,使得其中原本以噻吩形式存在的有机硫转变成了更加稳定的有机噻吩类含硫物质,这可能就是高硫焦在1 773 K以前煅烧不能脱除硫的主要原因。
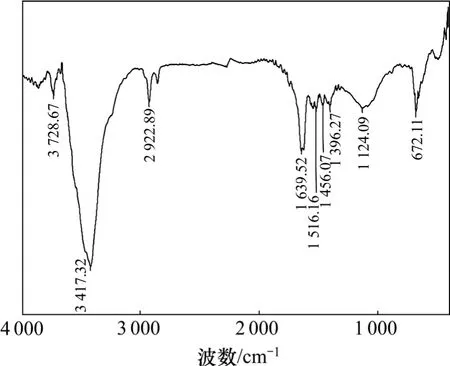
图5 高硫焦高温煅烧后的红外光图谱Fig.5 FTIR spectra of high-temperature calcined high-sulfur petroleum coke
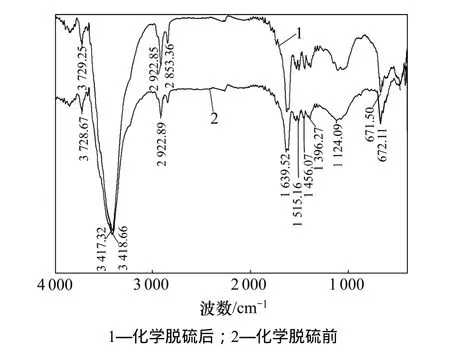
图6 煅后焦采用化学法脱硫前后的红外光谱比较Fig.6 FTIR spectra of calcined coke before and after chemical desulfurization
图6所示为煅后焦(1 673 K煅烧)以及煅后焦采用化学法脱硫后的红外图谱。由表1可知:高硫焦经过高温(1 673 K)煅烧后再用化学法脱硫,其硫质量分数仅从2.23%降到2.12%(脱硫率仅为5%)。结合图6的红外光谱线可以发现:煅后焦试样脱硫前后的红外图谱基本一致,这就进一步说明,高硫焦经高温煅烧后,残留在焦中的硫由以噻吩形式存在的有机硫(3 023,1 309,886,745 cm−1处)转化为结构更加牢固的有机噻吩类含硫基团(672 cm−1处),以至于本研究所用脱硫剂也无法脱除。
3 结论
(1) 采用自配的脱硫剂,在液固比为30 mL/g、固液温度为333 K下搅拌12 h,该脱硫剂能使高硫焦的脱硫率达到75%。
(2) 在1 273 K以前,石油焦中的硫基本不脱除;在1 273 K以后,高硫焦的脱硫率随煅烧温度的提升而增大;当煅烧温度达到1 773 K时,其实测脱硫率约为60%。
(3) 经过高温煅烧后的石油焦,其残留在焦中的硫由以噻吩形式存在的有机硫转化为结构更加牢固、对化学脱硫剂更具抗性的有机噻吩类含硫基团,此时再用化学法也无法脱除。
[1] Al-Haj Ibrahim H, Ali M M.The effect of increased residence time on the thermal desulfurization of Syrian petroleum coke[J].Periodica Polytechnica Chemical Engineering, 2004, 48(1):53−62.
[2] 赵彬, 罗英涛, 苏自伟, 等.石油焦脱硫技术研究进展[J].炭素技术, 2011, 30(2): 30−32.ZHAO Bin, LUO Yingtao, SU Ziwei, et al.Development on the petroleum coke desulfurization[J].Carbon Techniques, 2011,30(2): 30−32.
[3] 吉延新, 魏新伟, 李宪磊, 等.石油焦质量下滑对预焙阳极的危害及控制[J].炭素技术, 2010, 29(1): 52−55.JI Yanxin, WEI Xinwei, LI Xianlei, et al.Damage of the declining quality of petroleum coke to pre-baked anode and its control[J].Carbon Techniques, 2010, 29(1): 52−55.
[4] Lossius L P, Neyrey K J, Edwards L C.Coke and anode desulfurization studies[C]//David H.Light Metals.Warrendale:TMS, 2008: 881−886.
[5] Adams A, Cahill R, Belzile Y, et al.Minimizing impact of low sulfur coke on anode quality[C]//Geoff B.Light Metals.Warrendale: TMS, 2009: 957−962.
[6] 陈喜平.石油焦的煅烧过程对其脱硫的影响[C]//第二届国际铝用炭素技术会议论文集.昆明, 2006: 46−49.CHEN Xiping.The influence of petroleum ocke’s calcining process on its desulfurizing[C]//2nd International Carbon Conference in China.Kunming, 2006: 46−49.
[7] Paul C A, Herrington L E.Desulfurization of petroleum coke beyond 1 600 ℃[C]//Light Metals.Warrendale: TMS, 2001:597−601.
[8] Edwards L C, Neyrey K J, Lossius L P.A Review of coke and anode desulfurization[C]//Morten S.Light Metals.Warrendale:TMS, 2007: 895−900.
[9] Al-Haj Ibrahim H, Ali M M.Thermal desulphurization of Syrian petroleum coke[J].Journal of King Sand University: Engineering Sciences, 2005, 17(2): 199−212.
[10] Aly M M, Magdy Y H, Barakat N A M.Desulfurization of Egyptian petroleum coke[J].Developments in Chemical Engineering and Mineral Processing, 2003, 11(3/4): 395−406.
[11] Phillips C R, Chao K S.Desulphurization of Athabasca petroleum coke by (a) chemical oxidation and (b) solvent extraction[J].Fuel, 1977, 56(1): 70−72.
[12] Al-Haj Ibrahim H, Morsi B I.Desulfurization of petroleum coke:A review[J].Ind Eng Chem Res, 1992, 31: 1835−1840.
[13] Rađenović A.Sulphur separation by heat treatment of petroleum coke[J].Nafta Scientific Journal, 2009, 60(3): 171−175.
[14] 卢涌泉, 邓振华.实用红外光谱解析[M].北京: 电子工业出版社, 1989: 99−207.LU Yongquan, DENG Zhenhua.Practical infrared spectral analysis[M].Beijing: Publishing House of Electronics Industry,1989: 99−207.
[15] Hay S J, Metson J B, Hyland M M.Sulfur speciation in aluminum smelting anodes[J].Ind Eng Che Res, 2004, 43:1690−1700.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:30
工程技术与管理(2022年2期)2022-03-04 06:20:26
陶瓷学报(2019年6期)2019-10-27 01:18:40
山东冶金(2019年2期)2019-05-11 09:12:10
石油学报(石油加工)(2018年2期)2018-04-12 02:39:58
电镀与环保(2017年2期)2017-05-17 03:42:14
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:33
化工进展(2015年6期)2015-11-13 00:28:21
深圳大学学报(理工版)(2015年5期)2015-02-28 16:21:34
华东理工大学学报(自然科学版)(2014年1期)2014-02-27 13:48:25
