
智能MCC系统在APMP制浆生产中的应用
2013-01-12 08:51闫红刚孟文喜
中国造纸 2013年4期
闫红刚 孟文喜
(焦作瑞丰纸业有限公司,河南焦作,454195)
焦作瑞丰纸业有限公司年产15万t APMP杨木化机浆生产线,主要工艺设备是从奥地利安德里茨公司进口,是目前国内已投产的年产量最高的杨木化机浆生产线,也是安德里茨公司设计生产的第一条年产15万t的生产线。本生产线电动机的配电保护系统,采用西门子公司的智能电动机保护模块SIMOCODE,集散控制系统 (DCS)采用了西门子公司的SIMATIC S7-400自动化控制软件,对大部分低压电动机进行智能马达控制中心 (MCC)控制。生产线于2006年投产运行,通过几年的生产应用,智能MCC系统取得了良好的使用效果和经济效益。
1 APMP工艺流程简介
木片仓出料螺旋送出的木片,经皮带输送到木片洗涤机,除去表面杂质的木片送至预浸渍器,充分浸渍化学药品后,泵送到一段高浓磨浆机进行机械磨浆,磨后的浆料被送到高浓停留塔内完成漂白反应。漂白后的浆料经过螺旋压榨机浓缩后,输送至二段压力式单圆盘磨浆机,磨后的精磨浆料泵送至消潜池、再泵送至筛选系统。筛选后的良浆进入多圆盘过滤机,浓缩脱水后经中浓泵送至中浓贮浆塔。
2 智能MCC系统配置
本工程中,大部分低压电动机采用西门子公司智能MCC系统,配置SIMOCODE,通过PROFIBUS-DP总线方式与DCS相连;但少部分小功率的普通电动机和高压电动机仍采用常规MCC系统,即通过硬接线的方式与DCS相连。
所有MCC柜统一布置在一个MCC室内:
(1)采用智能MCC系统控制的电动机为116台,考虑20%的备用,配置140台。
(2)采用普通MCC系统控制的普通电动机为16台、高压电动机为3台,考虑20%的备用,配置20台普通电动机。
(3)采用变频控制方式的电动机为31台。
采用智能MCC系统控制的每台电动机设置的控制保护内容为:启停控制信号、故障信号、电流信号、缺相保护、过载保护等。
电动机控制的总I/O点数为1200多点。
每条PROFIBUS-DP总线,理论上可以挂127台设备 (电动机和REPEATER),考虑到通信网络的负载能力要适当冗余,实际按60台电动机配置1条PROFIBUS-DP总线来考虑。本项目共配置4条PROFIBUS-DP总线。
智能MCC系统的组成:
(1)系统硬件
系统硬件包括 DCS工程师站、DCS控制器、SIMCODE、通信面板、REPEATER、DP通信线等组成。
(2)系统软件
DCS控制系统采用西门子公司的SIMATIC S7-400自动化控制软件,主要包括Win CC、STEP7、CFC、SFC、SIMOCODE等一系列应用程序。
3 智能MCC系统的应用
3.1 SIMOCODE的使用特点
SIMOCODE具有四路8A、AC250V触点输出和四路光隔离信号输入功能,可以通过扩展模块实现另外四路输入和四路输出。控制器有两个串行接口,一个用于PROFIBUS-DP总线连接,实现通信组网;另一个用于手持编程器或操作显示模块连接,用于控制器的参数设定和操作监视。控制器具有0.25~820 A的额定电流范围,可减少产品选型的不便,从而节省了备件成本。控制器辅助工作电源采用AC230V,采用电缆串孔连接方式,可导轨安装和固定安装。对于PROFIBUS-DP连接到基本单元的系统,总线终端使用带内置总线终端电阻的标准9针SUB-D插头,特别是采用MCC抽出单元设计的,可设置带有内置电源的总线终端模块,即使总线内最后单元抽出或损坏情况下,总线数据流也不会受其影响。SIMOCODE接线方式如图1所示。
3.2 SIMOCODE的调试
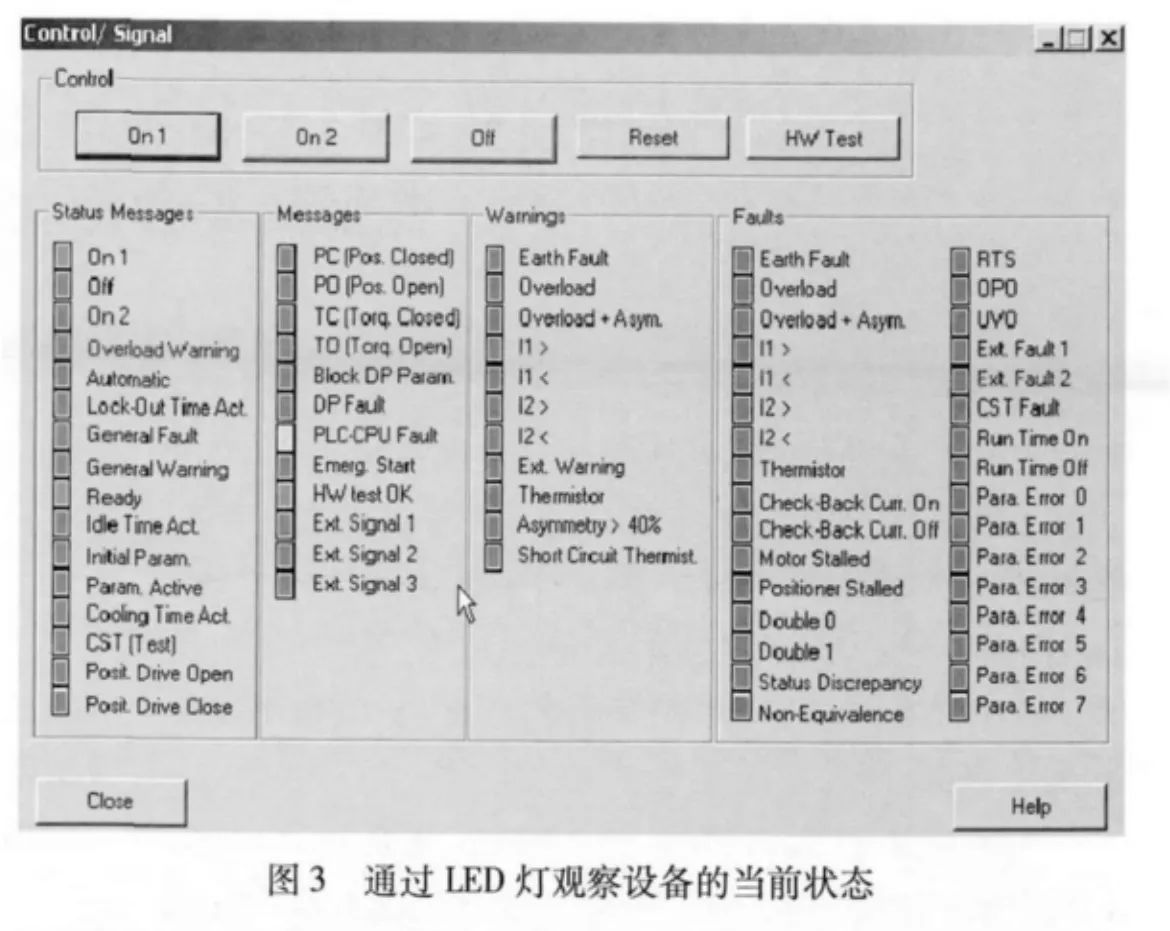
工程中实现对140余台电动机的各种性能参数设置和调试。对小功率电动机 (小于45 kW)、大功率电动机分别制定不同的监控项目,对电动机超负荷幅度、超负荷时间、报警条件、跳闸条件等进行了优化、细分。SIMOCODE的调试方法有两种:通过Win-SIMOCODE或面板进行电动机参数设置、电流监测、负荷保护、网络通信功能设定等。SIMOCODE作为一个从站进行组态。使用PCS7-FB SIMOCODE,可简单方便地把SIMOCODE集成至SIMATIC PCS 7过程控制系统。PCS7-FB SIMOCODE包含与 SIMATIC PCS 7的诊断和驱动概念相对应的诊断和驱动块,以及操作员控制和过程监控所需的元件 (符号和面板)。使用 CFC编辑器通过图形互联集成应用。PCS7-FB SIMOCODE的技术功能和信号处理功能基于SIMATIC PCS 7标准库 (驱动块,技术模块),并针对SIMOCODE优化设计。程序采用CFC编程,调用专用的SIMOCODE模块,各个SIMOCODE模块总线地址唯一,并要与硬件组态时的地址相同,见图2和图3。

图1 SIMOCODE接线原理图
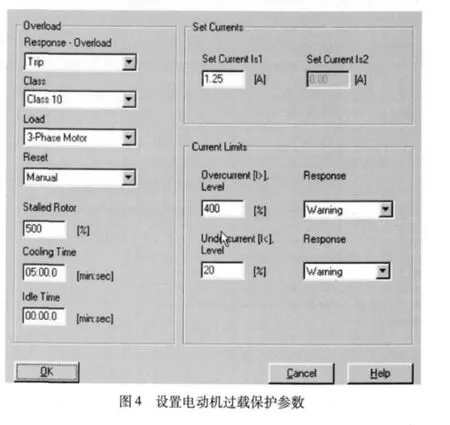
3.3 智能MCC系统的保护功能 (见图4)
(1)SIMOCODE具有负荷过载、相故障和电流不平衡、闭锁保护、电流限值等多项基本保护功能,SIMOCODE可以作为独立的固态过载继电器使用,而不必依赖外部系统。
(2)SIMOCODE具备电动机过热保护功能,通过内置式热敏电阻PTC、NTC或KTY(热敏电阻检测器)接在电动机绕组上测量温度,且该温度在SIMOCODE内部进行计算,对其温度进行限值保护,无需增加计算设备,节省了配电盘内部空间,并且由于将热敏电阻型温度保护与电子延迟过载继电器结合,可实现电动机完全过热保护。
(3)SIMOCODE通过对三线制接线的电动机超过额定电流设定值 (Ie)30%的故障电流进行接地故障检测,通过内部的接地故障检测功能判断是否存在接地现象。
(4)SIMOCODE也适用于精确的接地故障检测,对于一台电动机来说,有3个集成在内部的电流互感器,能够通过3种电流不平衡检测到可能的接地电流。也可以通过连接外部矢量和电流互感器检测到接地电流,可以检测到0.3~1 A的故障电流。
(5)SIMOCODE具有缺相、过压、低压、启动时间过长、堵转等保护作用。
(6)SIMOCODE发出的预警信号可通过报警或跳闸方式选择处理,相对应指示灯闪烁。
(7)SIMOCODE发出的各种跳闸信号通过SIMOCODE的四路8A、AC250V触点输出,控制相应接触器的线圈。
3.4 SIMOCODE数据统计与应用
通过Display/Diagnosis界面可以看到主回路的运行电流、设定电流、上次过载脱扣时的电流、剩余冷却时间、启动次数、设备合计运行小时数、过载脱扣的次数等,定期查看电动机数据,可以用于电动机的保养,预防性维护等工作。
3.5 使用智能MCC系统存在的问题及处理
由于智能MCC系统在焦作瑞丰纸业有限公司属于首次使用,设备厂家在APMP制浆应用方面也没有成熟的经验,在系统调试过程中软件组态、通信、以及设备单体调试走了一些弯路。设备投产后运行基本稳定,出现的主要问题是:
(1)智能MCC系统的核心部件为电动机综合保护模块,其模块的总线方式建议与DCS系统选用相同系列产品。同时对同一厂家的产品也要认真考察有无型号、通信模式、通信速度等区别,该公司在使用SIMOCODE时,个别SIMOCODE保护器选型不够准确,不能发挥最佳的保护等功能,经过几年的应用更新,目前已达到了最佳效果。
(2)智能MCC系统使用一根双绞线实现了与DCS的通信,代替了通过DCS系统I/O模块的控制电机模式,节省了较多的I/O输入输出模块,取消了DCS系统和MCC系统大量控制线路设计和敷设;但由于单根通信线路出现故障时无法及时判断通信故障,对通信线路采取了冗余线路的处理方式,保证了线路的正常运行。

(3)通信故障易造成设备停机。由于APMP生产控制逻辑连锁较强,相关设备逻辑关联较为复杂,生产初期阶段由于通信故障造成多台设备同时停机的现象时有发生,SIMOCODE与DCS系统通信中断具体原因主要是接插件松动接触不良造成,也有信号干扰等原因。故障发生后,采取了更换插件、通信端子特殊焊化处理及加强SIMOCODE与DCS系统间通信的抗干扰隔离措施,改进后系统运行正常,类似故障未再出现。
4 结语
焦作瑞丰纸业有限公司APMP杨木化机浆的DCS控制系统中通过采用智能MCC系统,以PROFIBUSDP总线方式代替传统硬接线方式进行控制,以电动机保护模块代替热继电器、塑壳开关等传统保护形式,不仅大幅减小电动机控制中心的占用面积,同时大量减少了二次保护线路的线路设计、敷设、选配等投资,降低了综合投资使用成本;在DCS上通过对智能MCC网络的监控,实现了对电动机运行状况的及时全面掌握;借助故障预报警,减少故障停机次数,全面提高了企业自动化水平和生产效率。
[1] 西门子公司.SIMAYIC WinCC组态手册[S].1999.
[2] 西门子公司.Getting Started SIMOCODE-DP[S].2004.
猜你喜欢
防爆电机(2021年4期)2021-07-28
上海大中型电机(2021年2期)2021-07-21
中学生数理化·中考版(2020年12期)2021-01-18
中学生数理化·中考版(2020年10期)2020-11-27
小学科学(学生版)(2019年10期)2019-11-16
电子制作(2018年11期)2018-08-04
北京航空航天大学学报(2017年1期)2017-11-24
智能建筑电气技术(2015年5期)2015-12-10
智能建筑电气技术(2015年5期)2015-12-10
空间控制技术与应用(2015年2期)2015-06-05
