
浅层平流式气浮装置在生活用纸白水回收中的应用研究
2013-01-12 08:51:52侯庆喜任荣旺
中国造纸 2013年4期
宋 瑞 侯庆喜 任荣旺 刘 苇
(1.天津科技大学天津市制浆造纸重点实验室,天津,300457;2.山东恒安纸业有限公司,山东潍坊,261206)
造纸工业是与国民经济发展和社会文明建设息息相关的产业,但也存在着耗水多等问题。为了降低造纸用水成本,回收造纸白水中的细小纤维[1],采用物化和生化相结合的办法是回收造纸白水的有效途径[2]。山东某纸业有限公司采用美卓公司的新月形卫生纸机,以100%原生木浆生产定量为13.0~37.0 g/m2的高档生活用纸。该纸机设计车速为2000 m/min,成纸宽度为5600 mm,起皱率为 16% ~20%,日产量为160 t,白水排放量为4500 m3/d,固体悬浮物 (SS)为400~600 mg/L。采用浅层平流式气浮装置处理白水后,出水中SS稳定在30 mg/L以下,基本可以达到原设计的要求。但有时也出现水质不好、运行不稳定的现象,因此,非常有必要对其进行分析和优化,以满足稳定生产的要求。
1 白水回收工艺流程及工作原理
1.1 白水回收工艺流程
图1为山东某纸业有限公司目前采用的白水回收工艺流程。流程的一部分为溶气水的生成与释放,即在一定压力条件下,来自空气压缩机的空气与回流加压泵的清滤液,在溶气罐中进行均匀混合,生成溶气水,然后通过溶气水专用释放器均匀地释放到气浮装置前部底端;另一部分为白水的回收处理,来自白水塔中的白水,首先与聚合氯化铝 (PAC)在白水塔的出口管处初步混合,经过一定化学反应,在进气浮装置前与聚丙烯酰胺 (PAM)进行预反应,使得白水中的悬浮物形成较大的絮团,之后在气浮装置的进水口处与溶气水均匀混合,溶气水中的微小气泡与絮团在气浮装置接触区混合、碰撞、黏附[3],进一步形成较大的絮团;在气浮装置的分离区将带气絮团与清滤液进行分离,带气絮团以斜向上的方向缓慢上升,浮至水面,待积聚到一定厚度后,经过刮浆板1,平流进入气浮装置的稳定区,随后经过刮浆板2进入回收浆槽,自行流入回收浆池;而清滤液则由气浮装置出水管顺流至清滤液池,进入清滤液池的清滤液一部分送入造纸车间,用于网部扇形高压水、热风气罩除尘除湿系统、真空辊低压喷淋水和卫生用水等;另一部分则经过自动过滤器进一步过滤处理,由出水管泵入超清滤液池,送入造纸车间,用于网毯部针形高压水、网边高压水等。经过上述处理后大大节约了新鲜水的使用量。
1.2 白水回收工作原理
根据斯托克斯定律[4],在悬浮液中,颗粒的沉降速度,与颗粒和液体的相对密度之差乘以颗粒直径的平方之积成正比,而与液体的黏度成反比。即:当颗粒和液体的相对密度之差为正值时,颗粒的沉降速度为正值,颗粒沉降;当颗粒和液体的相对密度之差为负值时,颗粒的沉降速度为负值,颗粒上浮。因此,当大量的微小气泡吸附于悬浮颗粒表面时,整个颗粒的密度就会大大减小;当达到一定程度时,悬浮颗粒就会上浮到水面,从而达到固-液分离的目的。
2 实验
2.1 实验原料与主要设备
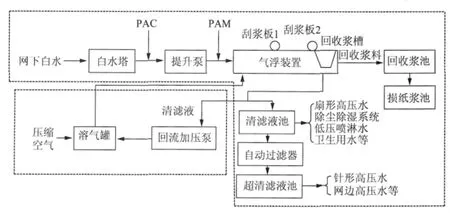
图1 采用浅层平流式气浮装置的白水回收工艺流程
纸机白水取自山东某纸业有限公司;PAM,阳离子型,相对分子质量为900万~1000万,阳离子度为10%~30%,由潍坊中瑞化工科技有限公司生产;PAC,分子式为 Aln(OH)mCl3n-m,相对分子质量为174.45,由潍坊中瑞化工科技有限公司生产。
2.2 实验方法
采用单因素实验和正交实验的方法,按照国家标准GB/T11901—1989测定白水、清滤液和回收浆料中的固体悬浮物 (SS),计算固体悬浮物 (SS)去除率,从而对白水气浮回收系统进行优化。
3 结果与讨论
3.1 PAC用量对白水气浮处理效果的影响
3.1.1 PAC用量对白水气浮悬浮物去除率的影响
在使用普通浆料品种的条件下,当PAM用量为3.6 mg/L、进气浮白水量为6945 L/min、气浮装置液位为89%、溶气水进水量为765 L/min、溶气灌液位为50%、溶气水压力为0.55 MPa时,PAC用量对白水气浮悬浮物去除率的影响如图2所示。

图2 PAC用量对白水气浮悬浮物去除率的影响
从图2可以看出,在PAM用量一定时,PAC的加入可显著改善白水气浮回收处理的效果。随着PAC用量的逐渐增加,白水气浮中的悬浮物去除率呈先升高后降低的趋势。这是因为,随着PAC用量的逐渐增多,进入白水中的Al3+含量随之增多,白水中絮聚粒子的扩散层厚度逐渐减薄,排斥势能逐渐降低。相应地,吸引势能逐渐升高,相撞时的距离逐渐减小,其合力逐渐由排斥力为主变成以吸引力为主,絮聚粒子迅速凝聚,悬浮物去除效果明显提高。当白水中投入的PAC过量时,不会有更多额外的Al3+进入白水中絮聚粒子的扩散层,即扩散层厚度几乎不发生变化,Zeta电位也不发生变化,不可能出现絮聚粒子改变电性而使絮聚粒子脱稳的情况。因此,絮凝效果反而下降,甚至出现重新稳定的现象。
3.1.2 PAC用量对回收浆料白度和打浆度的影响
在使用普通浆料品种的条件下,当PAM用量为3.6 mg/L、进气浮白水量为6945 L/min、气浮装置液位为89%、溶气水进水量为765 L/min、溶气灌液位为50%、溶气水压力为0.55 MPa时,PAC用量对回收浆料白度和打浆度的影响如图3所示。
从图3可以看出,回收浆料的白度随着PAC用量的增加,呈逐渐升高而后保持不变最后逐渐下降的趋势;同时,回收浆料的打浆度随着PAC用量的增加基本保持不变。这表明,PAC用量对回收浆料的白度有一定的影响,而对回收浆料的打浆度没有影响;当PAC用量大于12.5 mg/L时,回收浆料白度反而有所降低,且絮凝效果也会随之变差。
3.2 PAM用量对白水气浮处理效果的影响
3.2.1 PAM用量对白水气浮悬浮物去除率的影响
在使用普通浆料品种的条件下,当PAC用量为7.5 mg/L,进气浮装置白水量为6945 L/min,气浮液位为89%,溶气水进水量为765 L/min,溶气灌液位为50%,溶气水压力为0.55 MPa的条件下,PAM用量对白水气浮悬浮物去除率的影响如图4所示。

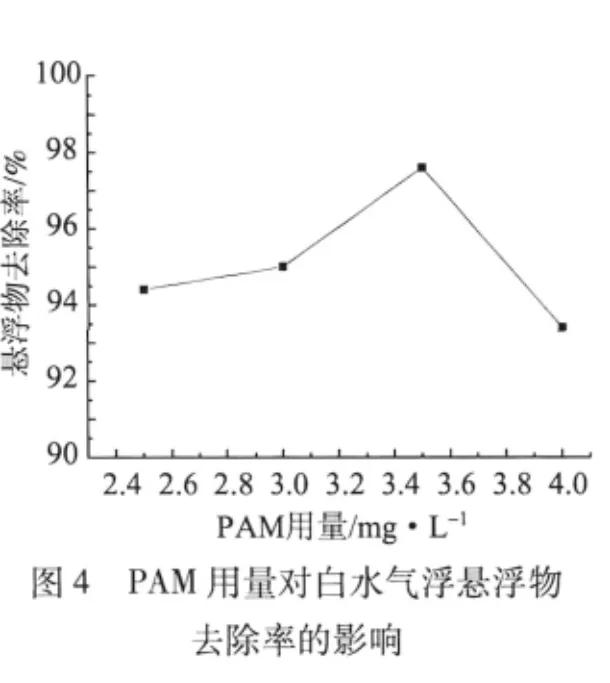
从图4可以看出,白水气浮悬浮物的去除率随着PAM用量的增加呈先增加后降低的趋势。这是因为PAM分子链的—NH+2因与白水中絮聚粒子发生电中和作用而相互吸附,而其分子链的其他化学基团除了与附近的絮聚粒子继续产生吸附作用之外,还能与另一个表面有空位的絮聚粒子吸附,起到架桥连接的作用。随着PAM用量的逐渐增多,与白水中絮聚粒子发生吸附电中和作用的分子链逐渐增多,絮粒能借助PAM的桥联作用彼此吸附并发生絮聚。但当白水中投入的PAM过量时,PAM的伸展部分粘连不到附近的絮聚粒子,反而还会吸附在原先絮聚粒子的其他部位上,因此起不到架桥连接的作用,反而使得絮聚粒子表面饱和产生“再稳现象”,出现了悬浮物去除率骤降的现象。
3.2.2 PAM用量对回收浆料白度和打浆度的影响
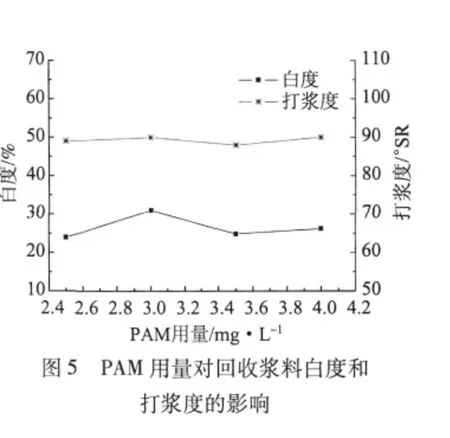
在使用普通浆料品种的条件下,当PAC用量为7.5 mg/L、进气浮装置白水量为6945 L/min、气浮液位为89%、溶气水进水量为765 L/min、溶气灌液位为50%、溶气水压力为0.55 MPa时,PAM用量对回收浆料白度和打浆度的影响如图5所示。
从图5可以看出,随着PAM用量的增加,回收浆料的打浆度基本保持不变,白度变化不大。
3.3 白水气浮工艺条件中PAM和PAC用量的确定
通过单因素实验可以看出,在其他因素保持不变的条件下,PAM和PAC的用量对白水气浮处理效果有一定的影响。为进一步考察上述因素对白水气浮处理效果的影响,寻求白水气浮处理的较优条件[5],本实验采用了2因素4水平 (L4(2))的正交实验确定白水气浮处理效果的工艺条件,设计方案见表1,正交实验结果和极差分析分别见表2和表3。
由表2和表3可知,在使用普通浆料品种的条件下,PAM和PAC用量对白水中悬浮物的去除率和回收浆料的白度影响较大,而对清滤液pH值和回收浆料的打浆度几乎没有影响。
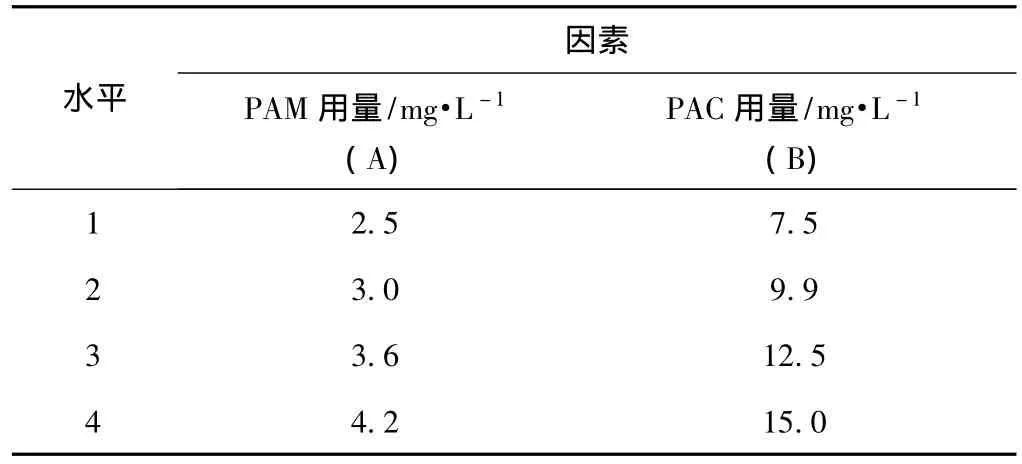
表1 正交实验设计

表2 正交实验设计及实验结果
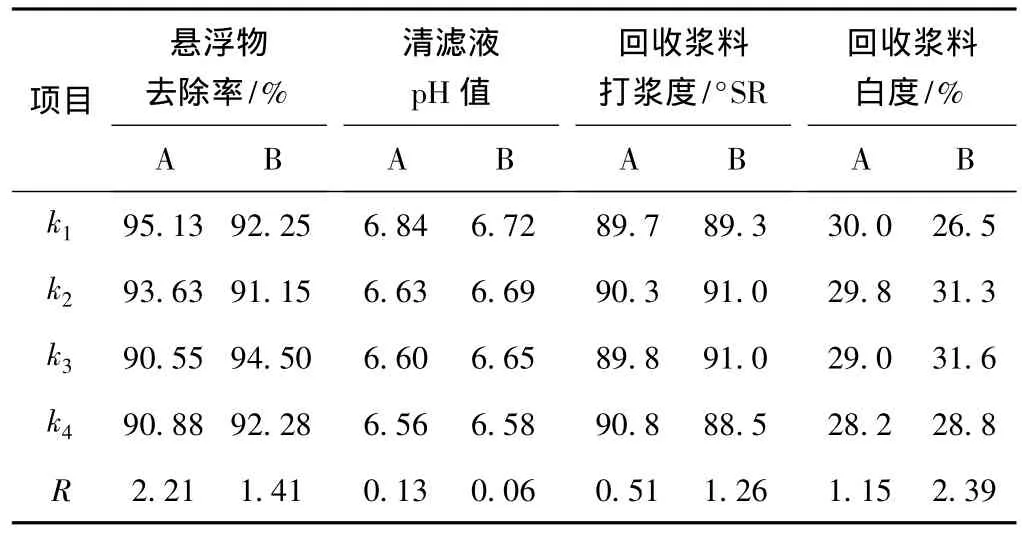
表3 各因素水平与气浮白水处理效果的极差分析结果
由表2和表3还可知,在PAM用量为2.5 mg/L、PAC用量为12.5 mg/L时,白水气浮处理的效果较好。
3.4 回流比对气浮白水回收效果的影响
回流比是指进气浮装置白水量与溶气水进水量的百分比。在气浮净水工艺中,回流比的确定直接影响溶气系统的设计、气浮效果、设备投资及系统运行能耗。而影响回流比的因素有很多,包括溶气压力、温度、溶气条件、微气泡的大小、溶气水水质等[6]。在使用普通浆料品种的条件下,当PAM用量为2.5 mg/L、PAC用量为12.5 mg/L、气浮液位为89%、溶气灌液位为50%、溶气水压力为0.55 MPa时,本实验考察了不同回流比对浅层平流式气浮装置白水回收效果的影响[4],结果如图6所示。

图6 回流比对白水悬浮物去除率的影响
通过实际生产经验分析,结合图6可以看出,在浅层平流式气浮装置实验中,白水的悬浮物去除率随着回流比的逐渐增大呈现先迅速增加,而后缓慢增加,最后迅速下降的趋势;在回流比为13.5%时,白水的悬浮物去除率达到最大值93.7%。当回流比为10.5%~13.5%时,白水的悬浮物去除率可稳定地保持在91.5%~93.7%。考虑到实际生产中回流比的波动及其对生产稳定性的影响,建议采用回流比为10.5% ~13.5%。
3.5 浆料化学成分对白水回收效果的影响
通过大量的生产实践表明,在保证纸机正常运行的前提下,阔叶木漂白硫酸盐浆LBKP(2)的使用量超过一定比例时,网下白水坑、白水盘以及浅层平流式气浮装置会产生大量泡沫。而这些泡沫的产生,有时会导致纸机生产和气浮装置运行不稳定,甚至影响整个造纸机的正常生产,白水气浮回收效果变差。因此,对两种阔叶木漂白硫酸盐浆LBKP(1)和LBKP(2)的化学组分进行了详尽的分析,发现两种浆的二氯甲烷抽提物含量有明显差异,结果如图7所示。
众所周知,阔叶木中的有机溶剂抽提物含量相对较少 (<1%),主要存在于薄壁细胞中[7],它对制浆造纸会产生一定的影响。从图7可以看出,两种阔叶木漂白硫酸盐浆LBKP(1)和LBKP(2)的二氯甲烷抽提物含量均保持在1%以下,但LBKP(2)的二氯甲烷抽提物含量偏高,几乎是LBKP(1)的2.3倍。
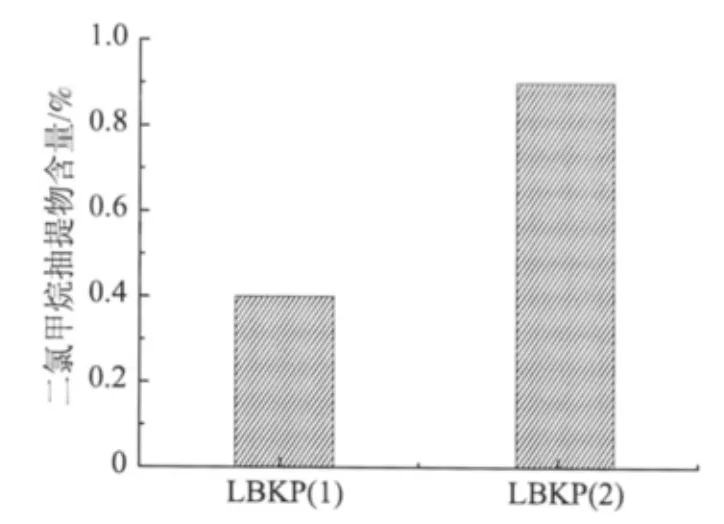
图7 LBKP(1)和LBKP(2)的二氯甲烷抽提物含量的比较
一般来说,形成泡沫必须具备两大因素:一是白水中混入游离空气;二是白水中含有一定量的表面活性物质,即有机溶剂抽提物[8]或者吸附在气-液界面上的微细固体颗粒[9-11],两者缺一不可。气浮装置正常运行时需通入溶气水,即有大量微空气泡存在,且大都以游离状态存在,这样为泡沫的形成提供了有利条件;而白水中的表面活性物质或微细固体颗粒存在于气-液界面,且表面层分子定向排列,其余的在液体内形成层状或棒状的胶团,这层薄膜和液体内部的胶团与白水中的微空气泡混合[12],形成泡沫。随着表面活性物质或微细固体颗粒的增多,液体表面积增大,白水的表面张力降低,从而促进泡沫的形成,并且延长泡沫持续的时间[8]。因此推断,LBKP(2)的二氯甲烷抽提物含量偏高可能是造成气浮装置产生大量泡沫的原因之一。
4 结论
4.1 在单因素实验的基础上,通过正交实验确定了PAM和PAC的最佳用量,即在普通浆料品种使用条件下,PAM用量为2.5 mg/L、PAC用量为12.5 mg/L时,白水气浮处理效果较好。
4.2 回流比对浅层平流式气浮装置白水处理效果影响较大,当回流比为10.5% ~13.5%时,白水气浮处理效果较好。
4.3 阔叶木漂白硫酸盐浆的二氯甲烷抽提物含量偏高,可能是造成气浮装置产生大量泡沫的原因之一。
[1] Shuyu Xie,Hongqin Hong,Guangyou Lei.The Application of Dissolved Air Flotation System in Treating the White Water of Tissue Papermaking Process[J].Paper Science & Technology,2009,28(2):69.谢舒煜,洪红琴,雷光友.高效浅层气浮系统在处理生活用纸白水中的应用[J].造纸科学与技术,2009,28(2):69.
[2] Dong Ji-xian,Gao Xin-qin.Ultra High Efficiency Flotation Technology:Principle and Application in Wastewater Treatment of Recycled Fibers[J].China Pulp & Paper,2003,22(10):34.董继先,高新勤.超效气浮技术及其在废纸造纸废水处理中的应用[J].中国造纸,2003,22(10):34.
[3] PAN Zhong-xian.The Treatment of Dissolved Air Flotation System in the White Water of Tissue Papermaking Process[J].China Pulp &Paper,2007,26(2):65.潘忠贤.高效浅层气浮系统处理卫生纸抄造白水[J].中国造纸,2007,26(2):65.
[4] Jiajing Wang,Qi Gong,Yanfang Li.Experimental Study on High Concentration Ammonia Nitrogen Wastewater Treatment with DAF[J].Heilongjiang Environmental Journal,2011,35(3):53.王加晶,龚 起,李艳芳.加压溶气气浮法处理高浓度氨氮废水的实验研究[J].黑龙江环境通报,2011,35(3):53.
[5] BAI Wen-rui,FAN Hui-ming.Preparation of Starch-stearic Complex Modified PCC Filler and Its Application as Paper Filler[J].China Pulp & Paper,2011,30(1):5.白雯瑞,樊慧明.淀粉-硬脂酸复合物改性PCC的制备及其应用[J].中国造纸,2011,30(1):5.
[6] Xin Li,Guangfeng Wang.Air Flotation Process and the Main Effect Factors of Water Purifying[J].Guangzhou Chemical Industry,2010,38(3):175.李 新,王广丰.气浮工艺及影响净水效果的主要因素探讨[J].广州化工,2010,38(3):175.
[7] Shulan Shi,Fuwang He.Analysis and Detection of Pulp and Paper[M].Beijing:China Light Industry Press,2003.石淑兰,何福望.制浆造纸分析与检测[M].北京:中国轻工业出版社,2003.
[8] Si Rui,Jing Yuan-xian.Machine room foaming Problems and preventive measures[J].World Pulp and Paper,1996,15(2):25.司 瑞,井元宪.造纸白水泡沫产生的原因及预防措施[J].国际造纸,1996,15(2):25.
[9] ZHU Dong-hua,LI Wang-fang.Foam Control in the Approach Flow System of Paper Machine[J].China Pulp & Paper,2001,20(1):44.朱冬华,李王芳.纸机上浆系统中气泡的控制[J].中国造纸,2001,20(1):44.
[10] Guomin Tang,Jinzhong Yu.Control Measurement of Scum and Foaming for Sewage Treatment Plant in Papermaking Mill[J].Pulp and Paper Making,2010,29(2):47.唐国民,喻金钟.造纸废水处理中泡沫的控制措施[J].纸和造纸,2010,29(2):47.
[11] Yichao Lei,Jianan Liu.The Formation of Foam in the Pulp and Physical Degassing Method[J].Pulp and Paper Making,2000,19(2):21.雷以超,刘建安.纸料中泡沫的形成及物理除气法[J].纸和造纸,2000,19(2):21.
[12] Shusheng Li.The Formation and Treatment of Foam in the Pulp and Paper Making Process[J].Pulp and Paper Making,1989,8(2):3.李树圣.制浆造纸过程中泡沫的形成与处理[J].纸和造纸,1989,8(2):3.
猜你喜欢
化工管理(2022年14期)2022-12-02 11:43:52
民间故事选刊(2021年11期)2021-06-12 03:06:52
快乐语文(2018年9期)2018-11-29 14:34:17
爆笑show(2016年3期)2016-06-17 18:30:56
中国卫生标准管理(2015年3期)2016-01-14 03:41:43
油气田环境保护(2015年4期)2015-12-28 10:45:46
广东海洋大学学报(2015年3期)2015-12-22 10:05:30
化工管理(2015年14期)2015-12-21 04:57:34
石油化工高等学校学报(2015年5期)2015-11-24 06:37:08
爆笑show(2015年1期)2015-03-26 18:06:06
