
电絮凝技术在棉浆黑液处理上的应用
2013-12-23 04:38张文晖萨楚拉胡惠仁车大军
中国造纸 2013年4期
张文晖 萨楚拉 胡惠仁 车大军
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
电絮凝技术(Electrocoagulation)的应用始于19世纪末,在随后的百余年中一直缓慢地发展着。随着公众的环保意识进一步提高,在过去的20 多年内该技术重新得到了重视[1]。电絮凝技术一般采用铝板或铁板作为电极,在阳极氧化产生金属离子,并“原位”形成絮凝剂(如金属的氢氧化物),同时在阴极产生氢气;产生的絮凝剂促使颗粒或胶体污染物凝聚并形成絮体;产生的微小气泡有助于捕捉絮体并夹带上升到反应器表面,形成浮渣被去除[2]。电絮凝法处理废水,具有无需添加化学药剂、设备简单、操作灵活、污泥量少等特点,近年来在国内外正逐步应用于电镀、化工、印染、制药、制革等多种工业废水处理领域[3-5]。
棉浆黑液(蒸煮废液及洗涤废水)含有大量的纤维素及其分解产物(如半纤维素、甲醛、醋酸等)、腐植酸、木素、蜡质、无机盐等污染物。棉浆黑液具有高色度、高pH 值、高COD 含量、组成复杂、低生化性的特点,属于较难生化处理的高浓度废水[6]。
本研究以棉浆稀黑液为对象,研究pH 值、初始COD、电流密度等因素对电絮凝法、化学絮凝法和混凝-电絮凝复合工艺去除COD 和色度的影响。
1 实 验
1.1 实验仪器
紫外可见分光光度计(T6 新世纪,北京普析通用有限公司);光度计(DR890,美国哈希公司);COD 消解器 (DBR200,美国哈希公司);酸度计(梅特勒-托利多(上海)仪器有限公司);自制电絮凝反应器(有效体积0.9 L)。
1.2 实验原料
棉浆黑液取自山东某棉浆厂,棉浆黑液特性见表1。
市售1060 纯铝板;阳离子聚丙烯酰胺(CPAM,相对分子质量1000 万);聚合氯化铝(PAC,淡黄色粉末,南宁化工集团有限公司)、重铬酸钾、硫酸银、硫酸汞和硫酸为分析纯。

表1 棉浆黑液特性
1.3 实验方法
1.3.1 电絮凝法
阴极、阳极都采用铝板(100 mm×84 mm×1 mm),反应器采用有机玻璃制作(有效反应体积0.9 L,电极板间距10 mm)。在反应器内加入棉浆稀黑液(棉浆黑液与自来水配比为1∶9,下同),用H2SO4调节pH 值。4 块电极板两两并联方式通直流电,并采用磁力搅拌器进行充分混合;在一定电压和电流条件下反应一定时间后,静置,取样,经过离心分离后测量CODCr和色度。
1.3.2 化学絮凝法
在烧杯里分别加入500 mL 棉浆稀黑液,用NaOH 或H2SO4调节pH 值;然后将烧杯置于六联搅拌机上,分别加入一定量的PAC,快速搅拌2 min(200 r/min);再加入一定量的CPAM 慢速搅拌15 min (45 r/min);静置沉淀30 min 后,取上层清液,经过离心分离后测量CODCr和色度。
1.3.3 混凝-电絮凝法
在电絮凝反应器内加入棉浆稀黑液,调节pH 值为9.0,开动磁力搅拌器,加入一定量PAC,通电(运行条件同电絮凝法),反应一定时间后,取样,经过离心分离后测量CODCr和色度。
1.4 测量方法
(1)CODCr测量方法:CODCr采用快速消解分光光度法(HJ/T 399—2007)。
(2)色度测量方法:从反应器内取样,经高速离心机分离,取离心后水样,采用DR890 光度计(基于铂-钴比色法)直接读取色度。
2 结果与讨论
2.1 电絮凝法的处理效果
2.1.1 pH 值的影响
实验条件:棉浆稀黑液初始CODCr为1500 ~1650 mg/L,初始色度为8790 ~13000 C. U. 。初始值都为pH 值调节后的测量值(下同)。反应时间90 min,电流密度200 A/m2。
文献报道[4-6]pH 值是影响电絮凝处理效果的重要操作因素。考虑到酸中和的成本,在此只考虑中碱性条件下电絮凝法的处理效果。图1 所示为电絮凝法对棉浆稀黑液CODCr和色度的处理效果。从图1 可以看出,随着pH 值降低至中性,CODCr与色度的去除率都呈增大趋势;当pH 值降低至9.0 时,去除率基本不变。这可能是电絮凝法在原位产生铝的无定形态氢氧化物(主要是Al(OH)3)具有较大的比表面积,对污染物沉析具有网捕作用;而在高pH 值条件下,增大了Al(OH)3的溶解性,同时转成无絮凝作用的,因此在高pH 值条件下其处理效果降低。
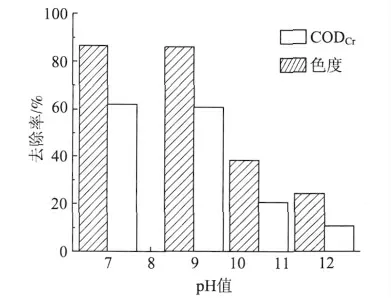
图1 pH 值对电絮凝法处理效果的影响
2.1.2 电流密度的影响
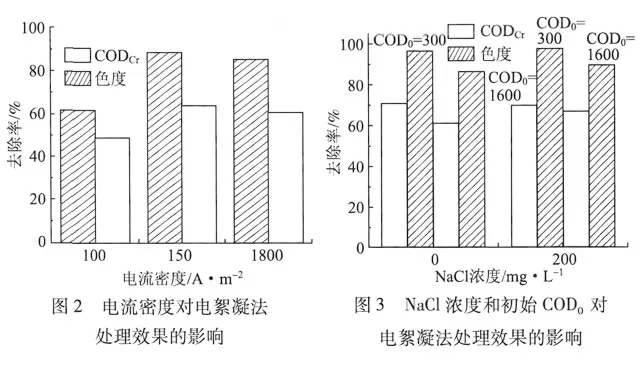
实验条件:棉浆稀黑液初始CODCr为1600 ~1700 mg/L,初始色度为12000 ~13000 C. U. ,初始pH 值为9.0,反应时间为90 min。
电流大小将决定在“牺牲阳极”上产生的Al3+的量,进而决定原位絮凝剂产生量,因此电流密度(单位电极板面积所通过电流)是电絮凝法的重要影响因素。图2 所示为在不同电流密度条件下电絮凝法处理的效果。从图2 可以看出,处理效果随着电流密度的增大而总体上增大;当电流密度达到150 A/m2以后,处理效果基本不变。
电流密度不仅决定了原位絮凝剂形成速率,也决定了絮体的大小、阴极板上气泡产生速率,而这些因素都会影响电絮凝的处理效果。根据法拉利定律可知,当电流密度增加时,电极上产生的离子总量增加,Al3+水解产生的多核羟基络合物和Al(OH)3也逐渐增多,加强了对废水中微粒的网捕作用,从而提高了处理效果。然而高电流密度一方面容易造成电极钝化,使Al3+形成速度大幅减慢,从而降低总体反应速率;另一方面产生过多的气泡将会增大极板间的电阻,增大电耗。
2.1.3 NaCl 浓度与初始CODCr的影响
实验条件:棉浆稀黑液初始pH 值为9.0,电流密度为150 A/m2,反应时间为90 min。
图3 所示为NaCl 浓度和初始CODCr(以COD0表征,两种COD0分别为300、1600 mg/L)对电絮凝处理效果的影响。从图3 可以看出,NaCl 浓度对处理效果的影响在本实验条件下可以忽略。文献报道[7]在电极板的局部高电压下,氯离子有可能在电极板上电解形成的氯气,对污染物进行直接氧化[4]。实验中棉浆稀黑液里混有一定量的其他制浆废水,可能存在一定浓度的离子,进一步加入氯离子对处理影响不大。此外,图3 也表示当降低初始浓度时,色度和CODCr去除率都有所提高,但提高幅度不大。
综上,通过改变电絮凝法的实验条件,当初始pH 值为9.0,电流密度为150 A/m2,反应时间90 min条件下,电絮凝法对CODCr和色度的去除率分别可达到64.0%和88.6%。
2.2 化学絮凝法的处理效果
2.2.1 pH 值的影响
实验条件:棉浆稀黑液初始CODCr为950 ~1050 mg/L,初始色度为5500 ~10000 C. U. ,PAC 用量为500 mg/L,CPAM 用量为1.0 mg/L。
铝盐混凝反应体系的pH 值不仅决定废水中污染物的形态,而且决定了铝盐的水解产物,从而影响混凝效果。图4 所示为pH 值对化学絮凝法处理效果的影响。从图4 可以看出,当pH 值从12.0 降低至5.0 的过程中,CODCr和色度的去除率变化趋势相同,总体呈增大趋势;当pH 值为5.0 ~6.0 时处理效果最好,这与文献中最佳反应区域相同[8]。此原因主要是铝在pH 值为6 左右时,其水解总产物的溶解度最低,这些无定形态的水解产物 (如Al(OH)3,Al(OH)+2 等)具有很强网捕卷扫能力;当pH 值升高时,无定形态铝盐的溶解度增大,网捕卷扫能力降低。
2.2.2 PAC 用量的影响
实验条件:棉浆稀黑液初始CODCr为950 ~1050 mg/L,初始色度为5500 ~6000 C. U. ,CPAM 用量为1.0 mg/L。
混凝剂用量是控制混凝的关键,在造纸废水处理中,为提高混凝速率,混凝剂用量较大,主要以网捕卷扫作用为主。然而加入过量的混凝剂(如混凝剂用量超过胶体脱稳的等电点),絮体再次解聚,不但降低处理效果,增大废水中金属浓度,而且会过多地降低废水的pH 值。图5 所示为PAC 用量对化学絮凝法处理效果的影响。从图5 可以看出,当PAC 用量从300 mg/L 增大到800 mg/L,其处理效果总体上呈上升趋势。考虑到处理后废水的pH 值变化,当PAC用量为500 mg/L,pH 值为6 时为最佳的混凝条件。
2.2.3 CPAM 用量的影响
实验条件:棉浆稀黑液初始CODCr为950 ~1050 mg/L,初始色度为5500 ~6000 C. U. ,PAC 用量为500 mg/L,初始pH 值为6.0。
CPAM 是阳离子水溶性线性高分子聚合物,常作为絮凝剂,与无机混凝剂复合使用,其主要起架桥和电中和作用,使微小絮体长大。图6 所示为CPAM 用量对化学絮凝法处理效果的影响。从图6 可以看出,当CPAM 用量达到3.0 mg/L 以后,絮凝效果基本不变。
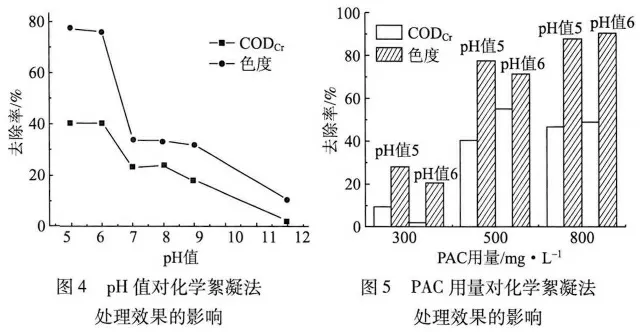
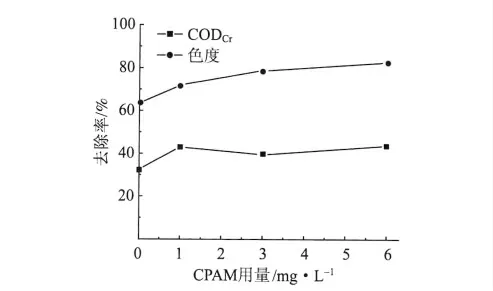
图6 CPAM 用量对化学絮凝法处理效果的影响
综上,通过改变化学絮凝法实验条件及考虑到经济性,当初始pH 值为6.0,PAC 用量为500 mg/L,CPAM 用量为3.0 mg/L 时,CODCr与色度的去除率分别能达到39.3%和78.2%。
2.3 混凝-电絮凝复合工艺的处理效果
单独采用化学絮凝法或电絮凝法处理都存在一定的缺点。混凝法需要将棉浆稀黑液的pH 值调至6 左右,这将消耗大量的酸进行中和;化学絮凝法处理后pH 值将变得更低(ΔpH 值约为0.8)。电絮凝法虽然只需要把pH 值调至9.0 即可以达到较好的效果,但电耗量较大,并且处理后废水pH 值有所升高(ΔpH值约为0.5)。本实验从pH 值和运行成本角度出发,采用混凝-电絮凝复合工艺处理棉浆稀黑液。
实验条件:棉浆稀黑液初始CODCr为950 ~1050 mg/L,初始色度为5500 ~6000 C. U. ,初始pH 值为9.0。
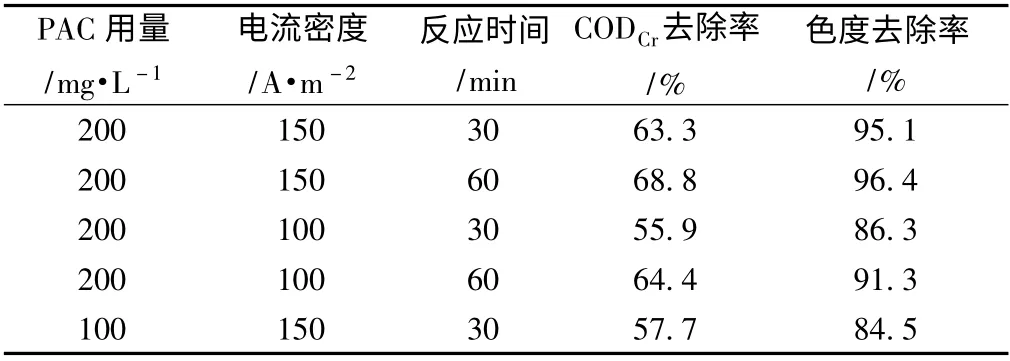
表2 混凝-电絮凝复合工艺实验条件与处理效果
表2 显示了混凝-电絮凝复合工艺在不同条件下的处理效果。从表2 可以看出,当PAC 用量为200 mg/L,电流密度为100 A/m2,反应时间为60 min,CODCr和色度的去除率分别为64.4%和91.3%。其原因可能是因为在废水中起初加入铝盐,加速了Al(OH)3无定形态絮体形成,因此促进其对废水中颗粒态和胶体态物质的网捕或卷扫[9]。此外采用混凝-电絮凝复合工艺处理后,废水pH 值变化小于0.1。
3 结 论
实验研究了电絮凝法、化学絮凝法和混凝-电絮凝复合工艺对棉浆稀黑液的处理效果。
3.1 采用电絮凝法,当初始pH 值为9.0、电流密度为150 A/m2、反应时间为90 min 条件下,CODCr和色度的去除率分别达到64.0%和88.6%;初始废水浓度和NaCl 浓度对处理效果影响不大。
3.2 采用化学絮凝法,当初始pH 值为6.0,PAC 用量为500 mg/L,CPAM 用量为3 mg/L 时,CODCr与色度的去除率分别能达到39.3%和78.2%。
3.3 采用混凝-电絮凝复合工艺,在初始pH 值为9.0,PAC 用量为200 mg/L,电流密度为100 A/m2,反应时间为60 min,CODCr和色度的去除率分别为64.4%和91.3%。
[1] Chen G. Electrochemical technologies in wastewater treatment[J].Separation and Purification Technology,2004,38(1):11.
[2] Mollaha M Y A,Morkovsky P,Gomes J A G,et al. Fundamentals,present and future perspectives of electrocoagulation[J]. Journal of Hazardous Materials,2004,B114:199.
[3] ZhuangYunlong,Sun Jinyong. Application of electroflocculation in treatmentof de-inking wastewater[J]. Paper,Paper Making,2004,8:67.庄云龙,孙金勇. 电絮凝法用于处理废纸脱墨废水[J]. 纸和造纸,2004,8(增刊):67.
[4] Zaied M,Bellakhal N. Electrocoagulation treatment of black liquor from paper industry[J]. Journal of Hazardous Materials,2009,163(2/3):995.
[5] HU Zhi-jun,LI You-ming,CHEN Yuan-cai,et al. Contamination characteristic and decolorization methods of chem-i thermomechanical pulping effluent[J]. China Pulp & Paper,2006,25 (11):13.胡志军,李友明,陈元彩,等. CTMP 制浆废液污染特征及脱色方法[J]. 中国造纸,2006,25 (11):13.
[6] YAO Wen. Modification of waste water treatment process of viscose grade cotton pulp production[J]. China Pulp & Paper,2006,25(2):29.姚 文. 粘胶棉浆粕废水处理工艺的改进[J]. 中国造纸,2006,25(2):29.
[7] Vázquez A,Rodríguez I,Lázaro I. Primary potential and current density distribution analysis:A first approach for designing electrocoagulation reactors[J]. Chemical Engineering Journal,2012,179:253.
[8] Duan J,Gregory J. Coagulation by hydrolysing metal salts[J]. Advances in Colloid and Interface Science,2003,100/102(SUPPL):475.
[9] Can O T,Kobya M,Demirbas E,et al. Treatment of the textile wastewater by combined electrocoagulation[J]. Chemosphere,2006,62(2):181.
猜你喜欢
中国造纸(2022年12期)2023-01-05
中国造纸(2022年8期)2022-11-24
山西化工(2022年3期)2022-07-06
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
磷肥与复肥(2022年2期)2022-03-24
保鲜与加工(2021年8期)2021-09-08
酿酒科技(2019年7期)2019-07-30
中国资源综合利用(2017年3期)2018-01-22
中国造纸(2017年11期)2017-11-30
