
卧管式PA66缩聚液压系统的改造探讨
2012-12-22 15:05关红俏王平金朝辉
合成纤维工业 2012年5期
钟 涛,关红俏,王平,金朝辉
(辽宁银珠化纺集团有限公司,辽宁营口115001)
卧管式PA66缩聚液压系统的改造探讨
钟 涛,关红俏,王平,金朝辉
(辽宁银珠化纺集团有限公司,辽宁营口115001)
介绍了聚酰胺66(PA66)缩聚生产线驱动设备由电动控制替代液压控制的改造实施方案。结果表明:PA66缩聚生产线驱动设备改为电动控制后,选用XWDV-6闪蒸泵电机,WXE-108G型螺旋电机和Siemens变频器,提高了产量,聚合产量由600 kg/h提高到850 kg/h,可满足下游3台纺丝机开车,避免了液压控制由于转速低导致的漏料现象,提高系统稳定性,节约生产成本。
聚己二酰己二胺 液压系统 变频器 电气 改造
国内外聚酰胺66(PA66)盐为原料的PA66连续缩聚装置均采用卧管式反应器即“五大器”(蒸发器、预热器、反应器、闪蒸器、后聚合器)来完成PA66树脂的生产。20世纪90年代以前,为实现大扭矩远程控制,“五大器”各器间熔体输送泵均采取用液压系统拖动控制,即液压泵加上调速阀来实现工艺转速调整,是靠机械配合实现的,控制精度低;变频器以其控制电机转速稳定,跟随性好,可以实现远程控制等优点,被广泛应用于要求严格的化工行业的各种计量泵的控制。作者将“五大器”中的闪蒸器、后聚合器由原来的液压控制改为电动控制的方案,生产稳定运行,产量由600 kg/h提高到850 kg/h,系统稳定性提高。
1 PA66缩聚液压系统
卧管式PA66连续缩聚使用的液压拖动系统是20世纪70年代从法国进口的设备,运行至今已经30多年,每年设备维护费用昂贵,仅弹簧就要10元/个,液压油价格高;早期设备2台30 kW液压马达一用一备,能源消耗高;而且液压系统管线是属于高压设管线,存在安全隐患。为保证生产的稳定安全运行,考虑将控制闪蒸器(闪蒸泵)、后聚合器(螺旋电机)液压拖动系统改为电机拖动,选择合适的电机及减速器。

图1 卧管式PA66缩聚工艺流程Fig.1 Flow chart of horizontal piping PA66 polycondensation process
2 液压系统的改造
2.1 闪蒸泵电机及减速器
1)电机功率选择

因此,选用天津减速机总厂的型号为XWDV-6,功率 4 kW,电机转速 1 500 r/min,50 Hz,减速比为1∶35,频率为0~55 Hz。
2.2 后聚合器的螺旋电机
后聚器减速比(i3)1∶289,螺旋推进器推进速度(V)20~200 r/h,型号WXE-108,许用扭矩1 200 kg/m,故螺旋电机最高转速(Nmax):


式中:Vmax,Vmin分别为螺旋推进器最大和最小推进速度,Vmax为200 r/h,Vmin为20 r/h。
故电机选取6级,转速为1 000 r/min。螺旋电机用原来的减速器,效率取90%,电机选为4 kW。
2.3 变频器
选用Siemens变频器6SE6440-2UD25-5CA1。螺旋电机减速机可以利旧,闪蒸泵电机和减速机、螺旋电机安装在拆除的液压马达位置,同时其控制部分新配置一套由变频控制的电气控制柜,这样就可满足生产需求。
3 改造效果分析
3.1 节约费用
PA66缩聚生产线驱动设备由电动控制替代液压系统,改造后效果见表1。
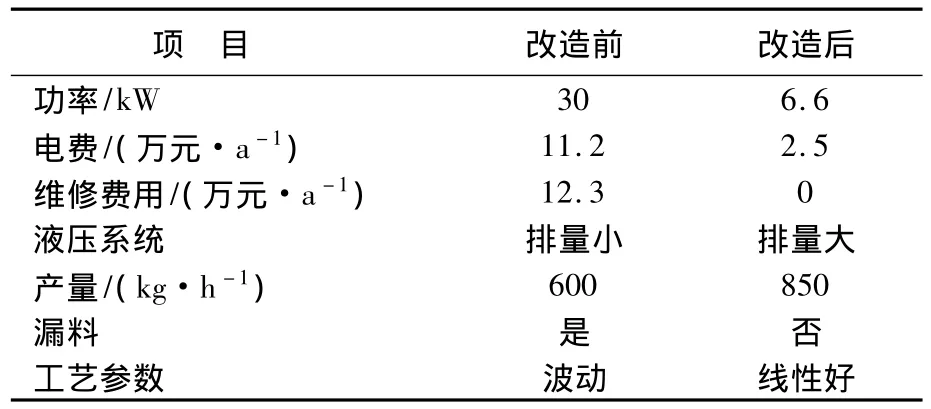
表1 改造效果分析Tab.1 Renovation result analysis
改造前状况:2台液压马达功率为30 kW/台(一用一备),大约维修费用12.3万元/a。
改为电动控制后:按产量600 kg/h的情况下,实际闪蒸泵耗能3.6 kW,螺旋电机耗能3 kW,合计为6.6 kW。每年生产按10个月计算,可节约电费8.7万元。改为电动控制后一次性投入约6万元,即改造发生的费用(一次性投入)大约半年收回成本。
3.2 操作方便
以往缩聚开车,DCS给定信号后,先要在液压站将油压慢慢升到80~105 kg后,再到现场开阀及阀门定位,用液压油驱动液压马达;现在操作工只要在现场控制箱按一下按钮,DCS给定就可以完成操作,减少液压站等中间环节。
3.3 稳定性好
液压系统控制存在滞后,工艺显示丢转、跳变,系统波动,需要锁定一台来调整另一台,系统稳定时间长。改成电动控制后,DCS给定信号,变频器接收后立刻达到泵的给定转速,使螺旋和闪蒸泵的输出呈直线。
3.4 安全性
原液压系统管线属于高压管线,曾出现过软连接液压管崩漏现象;改造后用电动驱动设备,不再需要高压油管线驱动设备。
变频器输入的信号电缆屏蔽层与控制室DCS(数字控制系统)连接的信号线屏蔽部分一连到底,全部在仪表接地,避免在电气部分接地与仪表接地有电阻,形成高次斜波干扰,试车一次成功。
4 改造后开车运行情况
液压系统由原来的液压控制改为电动(变频)控制,开车运行包括空载运行48 h,泵体平稳运行,在一定压力下泵转速随意调节。在实际运行中,由于改造后的泵体积大,开车升温速度较慢,但在泵体联苯回流管高端处加排空设施,产量600 kg/h提高到850 kg/h,由原来只满足下游的2台纺丝机,改造后可实现3台纺丝机开车。
Technical renovation on hydraulic system for horizontal piping PA66 polycondensation process
Zhong Tao,Guan Hongqiao,Wang Ping,Jin Zhaohui
(Liaoning Yinzhu Chemtex Group Co.,Ltd.,Yingkou115001)
The renovation plan that an electricalcontrolling system replaced the hydraulic controlling system as the driving equipment was introduced for polyamide 66(PA66)polycondensation line.The results showed that the polymerization output was increased to 850 kg/h from 600 kg/h as flash pump motor XWDV-6,screw motor WXE-108G and Siemens frequency converter were used in the renovation,which assured the full operation of three down-stream spinning equipments.The electricalcontrolling system avoided the material leakage resulting from the low rotary speed of hydraulic system saved the production cost and improved system stability.
polyhexamethylene adipamide;hydraulic system;frequency converter;electricity;renovation
TQ342.12
A
1001-0041(2012)05-0060-02
2012-03-14;修改稿收到日期:2012-07-20。
钟涛(1966—),男,工程师,从事锦纶生产及新产品开发工作。E-mail:nie.chengjie@yinzhugroup.com。
猜你喜欢
氮肥与合成气(2023年2期)2023-02-14
材料与冶金学报(2022年2期)2022-08-10
云南化工(2021年7期)2021-12-21
防爆电机(2020年3期)2020-11-06
测控技术(2018年5期)2018-12-09
世界有色金属(2018年8期)2018-06-28
电子制作(2017年7期)2017-06-05
化工学报(2016年10期)2016-10-13
设备管理与维修(2016年7期)2016-04-23
中国塑料(2015年7期)2015-10-14
