顶管隧道穿越管道安装施工技术
2012-12-21 15:59魏仁军季仁柱张宝林高云宇程胜霞
石油化工建设 2012年5期
魏仁军 季仁柱 张宝林 高云宇 程胜霞
河北华北石油工程建设有限公司 河北任丘 062552
顶管隧道穿越管道安装施工技术
魏仁军 季仁柱 张宝林 高云宇 程胜霞
河北华北石油工程建设有限公司 河北任丘 062552
油气管道在遇到通航河道以及现场条件不适宜大开挖或定向钻穿越的河流时,多采用一种顶管隧道穿越的施工方法。其主要特点为受人文地理等客观条件影响较小,具有一定的施工灵活性和经济性。主要以西气东输二线南昌—上海支干线8标段顶管隧道穿越工程为例,对顶管隧道穿越工程中的管道安装、管道防腐、隧道注浆等关键工序的施工方法进行总结,为今后顶管隧道施工提供了相应的参考。
顶管隧 管道安装 防腐 注浆
西气东输二线管道工程(东段)南昌—上海支干线第8标段,管线起自萧山海宁界,终点为上海末站,管道沿途经过浙江省海宁市、海盐县、平湖市、上海的金山区,共4个县市区,线路全长99.8km。管道设计规格为Φ1016,设计压力10MPa,钢管材质X 70,沿线共设置5座线路阀室,1座嘉兴分输站,1座上海末站。第8标段共设计顶管隧道穿越8条(见表1),顶管隧道由内径为2.2 mm钢筋混凝土套管、直径10m的始发井和直径8m的接收井三部分组成。

表1 上海支干线8标段顶管隧道穿越主要工程量
顶管隧道管道安装工程主要由隧道内管道安装、竖井内管道安装及一般段管道安装三部分组成。
1 施工前期准备
1.1 人员、物资准备
1.1.1 人员准备
包括管理人员的配置和作业面的人员配备。作业面配备电焊工12名(分三班倒)、起重工2名、防腐工4名,管工2名,特种作业人员必须持证上岗。
1.1.2 修整施工便道
根据现场实际情况,修复和加固在顶管沉井作业期间修筑的施工便道,以满足施工设备、材料进退场需求。
1.1.3 场地平整
始发井和接收井四周平整出50m×50m的场地,用于搭建临时设施、材料堆放和设备停放。
1.1.4 材料准备
施工前将施工必需的材料、设备拉运到平整好的场地内。钢管卸车后每根管子两端各加一个临时管帽,防止泥土、石块等杂物进入管内。
1.2 隧道主体工程的验收
隧道主体工程完成后,主体施工单位提前48h通知业主、监理、EPC和管道安装单位代表进行联合验收,验收合格后,管道安装单位予以接收。进行验收时,应重点关注一下内容:
(1)复测隧道的坐标位置和高程以及平巷直线度允许偏差。复测后得到的数据应符合设计要求,是否存在设计变更,直线度允许偏差1.5‰。核对是否存在设计变更,以便及时对管道安装数据进行调整。
(2)检查平巷套管之间、平巷与竖井之间水封是否符合规范要求,有没有渗水现象。有轻微渗漏的标示出来,安排主体施工单位处理。渗漏严重的视为不合格,不进行接收。
(3)检查平巷套管之间是否有脱节、错位现象。当有轻微错位(不大于15%套管壁厚)和底部不平整时,主体施工单位应用水泥砂浆进行找平。严重错位和套管脱节时视为不合格,不进行接收。
2 施工方案
2.1 总体施工方案及卷扬机的选定
2.1.1 总体施工方案
顶管隧道一般采用“竖井+平巷+竖井”形式,始发井直径为10m,接收井直径为8m,平巷结构为内径为2.2m的钢筋混凝土管。
平巷内管道安装采用在管道上安装滚轮支座方式进行隧道穿越,组对、焊接在始发井内进行(采取相应措施后可在隧道内外同时焊接),在接收井侧设置卷扬机等作为管道牵引设备完成管道的最终就位(见图1)。竖井内的管道组装在地面上整体预制完成后,用吊车整体吊装到位,和隧道内管道连接,然后再安装一般段的管道。

2.1.2 卷扬机吨位选定
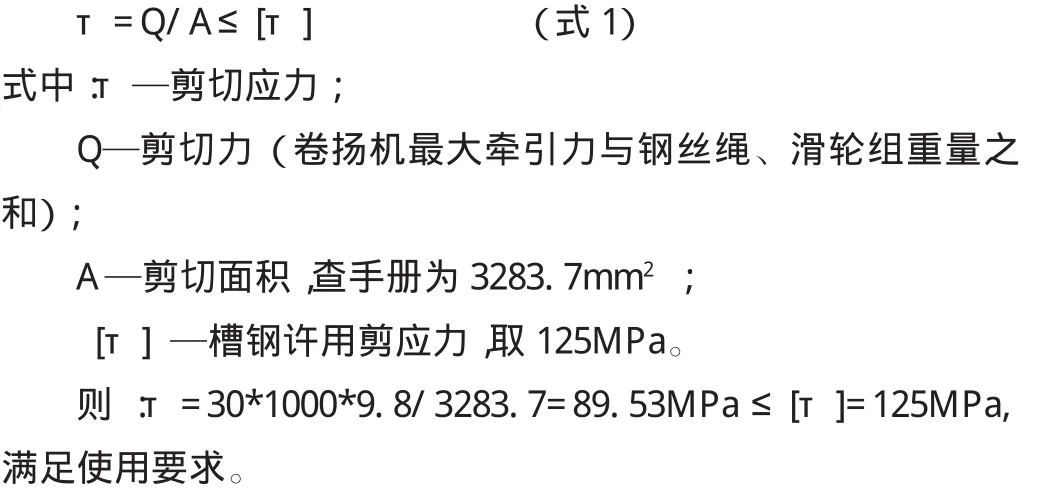
套管内钢管为Φ1016×26.2mm,长度为245m(按穿越长度最长的宁袁塘隧道考虑),钢管重量约为157t。每组管箍以及安装完后五个小轮中重量为401+518=919(kg),管箍及滚轮共需30组。钢管及附件总重按照184t考虑,钢轮与混凝土表面的滚动摩擦系数取0.1,计算卷扬机的牵引力为18.4t,所以选择30t的卷扬机能够满足要求,钢丝绳的规格为6×34mm。
在接收井内进行钢筋混凝土浇注时,选用材质为Q235的20#槽钢制作预埋件,作为地锚与接收井底座一并进行浇筑,使之与接收井成为一体,作为高强度的整体混凝土地锚,用以安装转向滑轮(见图2)。

地锚槽钢的应力校核:
2.2 施工工序

2.3 管道滚轮组制作安装
2.3.1 管道滚轮组制作
(1)隧道主体管道安装施工前,首先进行按照设计图纸<穿-304/1>制作管道滚轮。为保证管道向隧道内拖进的顺利进行,经与设计代表沟通,取消管子顶部的2个滚轮,并将3个滚轮径向延长线的交点改为与Φ2200混凝土套管同心(见图4)。
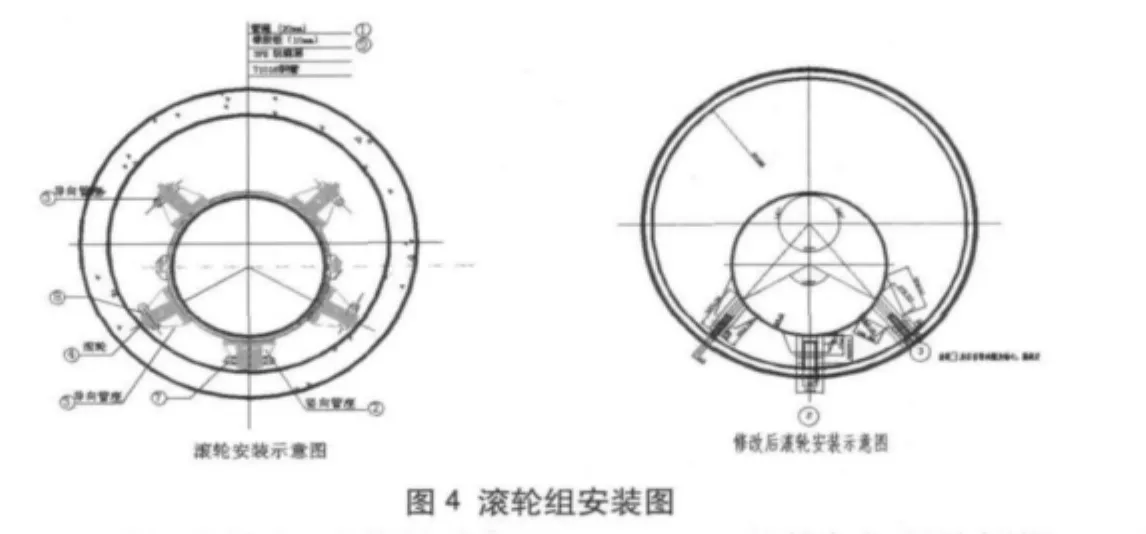
(2)滚轮座、滚轮材质为ZG270-500。管箍与加强筋板焊接连接,焊缝高度不小于10mm;管箍与管座焊接连接时应采用铸钢焊条,焊缝高度20mm。
(3)支撑轮、导向轮、管座等附件预制加工公差等级为GB/T1084;滚轮轴及轴孔的粗糙度应达到Ra2.5级。
2.3.2 管道滚轮组安装
滚轮组预制完成后,运至施工现场。滚轮组每8m设置一处,安装前,先在管道防腐层外层包裹10mm厚、800mm宽橡胶板,然后用M 20*120mm端头螺栓将管箍固定在橡胶板外层,螺栓务必要拧紧,保证管箍固定牢固,防止其串动损伤防腐层。为便于光缆套管安装,在每个管箍的第一条螺栓位置安装一个滑轮支架(见图5)。

2.4 施工机具设备安装
2.4.1 牵引设备安装
在接收井内安装牵引架和卷扬机的导向轮。发电机和卷扬机放置接收井上方的自然地面上,用地脚螺栓固定牢固。
在始发井内搭设1m高的设备平台,将DC400和送丝机安置在平台上,防止突降暴雨,由于排水不及时造成施工设备被淹。在竖井底部的集水坑内放置扬程25m的潜水泵,随时进行排水。
2.4.2 照明设施安装
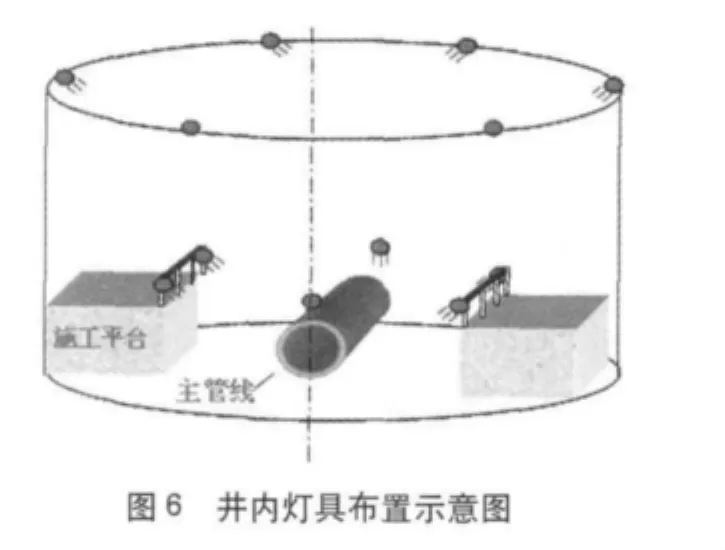
在始发井和接收井井内分别设置两层照明设施,下层设在施工平台上,上层设在井口,光线斜向下照向施工区域,同时在井上的施工场地(50×50m范围内)四周每10m设置一盏防爆灯。隧道内每20m设置一盏防爆灯(见图6)。
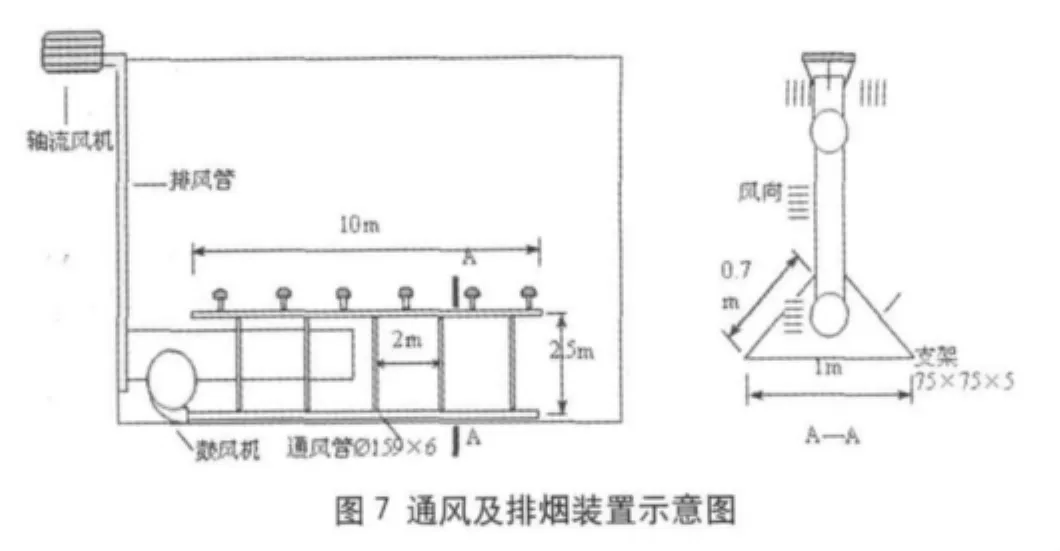
2.4.3 通风设施
每个井内分别设置一台鼓风机和一台轴流风机,保障井内的通风良好和排烟的通畅,其设置(如图7)所示。
2.5 隧道内管道安装
2.5.1 组对焊接前准备
(1)选择与主线路相同的焊接工艺规程(WPS-XQ2-ZF006),隧道内管道焊接采用STT打底,半自动焊填充盖面。
(2)施工前,将DC400焊接和送丝机安装在竖井内的施工平台上,并对所有焊接设备进行调试,使焊接设备性能满足焊接工艺要求。
(3)抽调焊接技术水平高的焊工进行施焊,力争焊接一次合格,减少焊缝返修工作量。
(4)组对前,在地面作业场地对管口进行喷砂除锈,达到Sa2.5级,喷砂除锈仅限于当天使用的管口。隔日需重新做除锈处理。
(5)检查管子的坡口尺寸。对于不合格的坡口,采用机械(坡口机)方式对焊接坡口进行加工,使其满足焊接工艺要求。
(6)吊装前,在地面上用电火花检漏仪仔细检查管道防腐层,发现防腐层由损伤时及时进行补伤。
2.5.2 钢管吊装就位
(1)因隧道始发井的直径为10m,故隧道内安装的管道采用8.0~8.5m长的顶管隧道专用管道,以保证管道能够顺利吊装到位。
(2)在始发井周边平整用于30t吊车等设备作业的施工场地(8m×8m)。施工场地承载力应满足30t吊车吊装要求。如承载力不足应根据地质条件采取铺设钢板或铺垫枕木等加固措施,确保满足吊装要求。
(3)吊装前,所有井内施工人员应躲到隧道口内。吊装时,井上、井下各安排一名起重工,井上起重工站在吊车对面的井口负责指挥,井下起重工辅助。用30t吊车将单根钢管吊起,缓慢移动到发送井口的中心位置,调整方向后缓慢落到井底。将钢管顺着管线敷设方向放置在发送平台临时管托上(见图8)。

2.5.3 钢管组对焊接
(1)在首根管道相应位置安装好滚轮支架,端部焊接上牵引头,接好牵拉钢丝绳,并与接收井外卷扬机连接,将首根钢管牵引进入隧道内。
(2)吊放入第二根钢管,采用吊车、千斤顶辅助外对口器进行管道的组对,组对质量检验合格后,焊工在竖井内进行管道焊接作业。
(3)当焊道填充量完成管道壁厚的1/2时停止焊接,启动卷扬机将钢管拖入隧道,牵引到位后,使用吊车将隧道口外露的管道端头吊起500mm左右,用枕木支垫牢固。
(4)施工人员进入隧道内,在未完成焊接的焊口前方2m左右位置,使用千斤顶和临时管托将管道顶起,顶起高度满足焊工在隧道内进行焊接作业的高度位置,不少于450mm,然后用道木进行支垫,支护措施一定要牢固,保证管道不会发生移动。
(5)进行下道焊口的组对,根焊完成后,1组焊工进入隧道内部焊接之前未完成的焊口,另1组焊工完成新组对焊口的焊接,隧道内外同时进行2道口的焊接,以提高焊接进度。
2.5.4 隧道内焊口检测
(1)每道口焊接完成后,进行焊道外观检查,合格后进行无损检测委托。24h后,对焊口进行100%射线和100%超声波探伤检验,其检测应符合《西气东输二线管道工程无损检测规范》(Q/SY GJX 0112-2007)的相关规定,Ⅱ级以上焊缝为合格。
(2)如焊口无损检测不合格,采用吊车配合使用千斤顶的方式,将管线抬起,下部垫上两根枕木,使管道距离隧道底有400~500mm的空间,进行返修作业。焊口返修时应严格WPS-XQ2-21067-1返修工艺规程进行预热,所采用的焊接方式应符合返修工艺规程的要求。
2.6 竖井内管线安装
竖井内管道安装主要是两个大角度热煨弯管的安装,采取在地面上对热煨弯管和短节进行预制,焊道无损检测合格并进行防腐补口作业后,使用2台30t吊车整体吊装与隧道内管道进行连头。
(1)使用挖掘机配合凿岩机,根据测量线位,在竖井壁上开凿出用于整体吊装预制管段的开口,开口的深度和宽度要按照图纸施工。
(2)根据现场场地状况,选择合理的吊车站位,在起重工的指挥下,由2台吊车配合将预制管段吊装就位,完成组对焊接。
2.7 硅管套管安装
竖井内管道安装完成后,按照要求进行硅管套管的安装施工。硅管套管用φ114×5mm钢管焊接,焊接时要做到焊道内部成型良好,保证光缆硅管顺利通过。套管在安装时,首先用角铁和滚轮组合制作一个滑动支架,将滑动支架用螺栓紧固主穿越管道的管箍上,然后在竖井内进行套管组焊,每焊接完成一根,通过牵引绳往隧道内牵引一根,直至全部硅管套管安装完毕。
2.8 管道安装的重点及难点施工方法
2.8.1 管道牵引安装
(1)管道的牵引形式(如图9)所示。
(2)第一根钢管下管前,在钢管牵引端焊上牵引头,牵引头采用Φ1016×26.2的钢管加内堵制作,在管头上对称焊上4个牵引肋板,牵引肋板采用δ=50mm钢板制作,连接处所有焊缝均应满焊,焊缝高度不小于10mm。在第一根管另一端距离管口2m处包裹10mm厚橡胶板,安装滚轮组。

(3)用钢丝绳将牵引头与卷扬机连接,钢丝绳连好后,检查卷扬机、钢丝绳的所有卡扣是否连接牢靠。待确认无误后,由经验丰富的起重工指挥启动卷扬机,30t吊车吊起另一端,配合卷扬机,将钢管平稳、缓慢、匀速的牵引到组对端距离隧道口约1m的位置,停止牵引,安装对口器。起重工指挥吊车将第二根钢管吊下,开始组对焊接。
(4)牵引过程中,牵引管道两侧不得站人,接收井和发送井分别安排专人负责用对讲机进行联络,随时监控牵引管道的运行状态,避免管道倾倒。
(5)管道焊接过程中,将第2套滚轮组安装在第2根管末端距离管口2m处。待焊接完毕,检查焊缝表面无缺陷,符合规范要求后,启动卷扬机,按上述方式进行下一道口的组对焊接。
2.8.2 隧道内防腐补口
隧道内的防腐补口有两大难点,一是湿度大,二是空间狭小操作不便。针对这些难点,为保证隧道内管道防腐质量,采取如下措施:
(1)选用外防腐层无损伤的管材,在地面进行喷砂除锈,合格后用透明胶带包裹,以减少在隧道内作业。
(2)防腐前,从隧道中部向两边进行预热,因隧道内潮气湿度大,预热温度以加热到50~60℃左右为宜。在管口两边搭接防护胶皮进行二次喷砂除锈,直到表面出现金属光泽,锚纹深度达到Sa2.5级。
(3)将焊口两侧已打毛的防腐层预热至70~80℃,加热后用接触式测温仪或红外线测温仪进行检查,至少要检测补口部位表面周向均匀分布的四个点的温度。
(4)整体收缩完成后,应对热缩带整体再加热,使其表面温度始终保持在150~180℃不少于3m in,再对热缩带进行碾压以赶出气泡,用指压法检查热缩带热熔胶熔化情况,以确认热熔胶充分熔化,粘接良好。
2.8.3 隧道内水泥砂浆灌注
为防止管线漂浮,管线试压完毕后,先进行水泥砂浆填筑,然后再进行排水,确保主输气管道不会产生漂浮。
(1)施工技术要求
在顶管隧道与输气管道间的环型空间每隔20m砌筑一处隔断墙,使顶管隧道与输气管道间的环型空间达到均匀封固。
使用1∶2的水泥砂浆,由商混公司直接运送到施工现场,每100m3做一组水泥砂浆抗压强度试验。
注浆压力控制在2MPa以内,注入时应连续、均匀,注浆速度控制在2m3/m in左右。
(2)顶管隧道口封堵的制作
在顶管隧道与输气管道间的环型空间每隔20m砌筑隔断墙作为封堵使用,最中间的隔间,一端封死,另一端距离顶部留有200mm的空间放置注浆管。其它隔断墙暂时砌筑到管顶300mm处,作为注浆管的临时管墩使用(见图10)。

隔断墙与管道防腐层之间用10mm厚橡胶板隔开,隔断墙砌筑完成后,需待墙体能够承受一定的压力后才能进行砂浆灌注,密封性要好,保证不漏。光缆硅管安装在隔断墙上部环孔方位45°的中间部位。
(3)注浆管道的安装
注砂浆管用与注浆泵车配套的直径为127mm的钢管制作,法兰连接,每8m一节。注浆管伸入环孔深度1.5~2m,位置在上部环孔左侧位置。每完成一个隔间的注浆,拆除一段注浆管,将隔断墙砌筑至距套管顶200mm处,进行下一个隔间的注浆。
(4)水泥砂浆填筑
在隔断墙具备一定的强度后,采用水泥车将按照设计要求配制好的水泥砂浆通过水泥砂浆输送管道源源不断地注入到隧道环形空间,灌注时应从隧道中间向两边灌注。注浆过程中每100m3做一组砂浆试块。
(5)竖井回填及一般段管道敷设
隧道内注浆完成后,用细土回填竖井,并在竖井中心埋设警示牌。竖井以外管道按一般线路段要求敷设,管顶覆土厚度不小于1.2m。按照设计要求进行地貌恢复和三桩埋设。
3 施工中遇到的问题和解决方法
卷扬机主钢丝绳单股牵引承受拉力有限,所以选择了动滑轮组来分散隧道内主钢丝绳的承受拉力,减轻卷扬机负载。动滑轮组与运载小车固定,带动动滑轮组在隧道内行走。
宁袁塘顶管隧道穿越长度为245m,主牵引绳采用三组滑轮方式(如采用四组滑轮,卷扬机钢丝绳不够长),由30T卷扬机牵引。管线穿越180m位置时,卷扬机略显吃力。管线穿越至200m位置时,卷扬机卷绳装置处的支撑圆钢(后加)发生弯曲变形。
针对以上问题,采取了两项措施:
(1)立即更换卷扬机卷绳装置处的支撑圆钢,选用机械性能更高的材料。
(2)在牵引完成过半以后,剩下的穿越部分增加两组动滑轮,降低卷扬机承受的负荷。采取措施后,顺利的解决了前期由于穿越长度过长,钢丝绳长度不够和卷扬机力量不足的问题,节约了工程成本。
4 经验教训和改进意见
每个井内分别设置一台鼓风机和一台轴流风机,保障井内的通风良好和排烟通畅。在竖井底部的集水坑内放置扬程25m的潜水泵,随时准备排水。
如焊口无损检测不合格,采用吊车配合使用千斤顶的方式,将管线抬起,下部垫上两根枕木,使管道距离隧道底有400~500mm的空间,进行返修作业。焊口返修时应严格按照返修工艺规程进行预热,所采用的焊接方式应符合返修工艺规程的要求。
如果顶管隧道穿越段过长,建议选择吨位更大的卷扬机做牵引,以保障施工顺利及安全。
5 结束语
西气东输二线东段南昌—上海支干线穿越大中型河流时,传统的大开挖施工方法会对河流及航道造成破坏,对于卵石较多的冲积平原地段,不易成空孔,普通河流穿越长度较短,定向钻施工并不适用于所有的河流穿越。顶管隧道特别适合于长江三角洲粉质粘土地区,在本项目中对顶管隧道穿越中的管道安装牵引、管道防腐保温、隧道注浆等施工技术进行总结并合理优化,使得牵引系统改造后就可轻松使用卷扬机一次性就位,略去使用液压千斤顶顶管的施工步骤,减少了施工周期,提高了施工效率,具有大型管道穿越大中型河流的代表性,并在该标段其余顶管隧道管道穿越施工中成功应用。
TE973
B
1672-9323(2012)05-0062-05
2012-07-12)
猜你喜欢
工业安全与环保(2022年5期)2022-05-17
现代机械(2021年4期)2021-09-03
冰雪运动(2019年2期)2019-09-02
中国铸造装备与技术(2017年6期)2018-01-22
水利规划与设计(2017年8期)2017-12-20
水利规划与设计(2017年6期)2017-07-18
阅读(中年级)(2016年11期)2017-01-23
现代制造技术与装备(2015年4期)2015-12-23
中国水利(2015年12期)2015-02-28