
实芯焊丝焊接Q450NQR1耐候钢焊接接头力学性能的研究
2012-12-21 08:50邹良
装备制造技术 2012年6期
邹 良
(鞍山市技师学院 机械系,辽宁 鞍山 114020)
Q450NQR1耐候钢是满足铁路货车高速、重载需要新研制的新型耐候钢,其特点是强度高,耐腐蚀性好,能满足目前铁路货车运行的要求[1~2]。Q450NQR1耐候钢与其他高强钢相比,母材含P量较高,焊接过程中必然过渡到焊缝中,导致结构抗裂性降低,而且会增加焊接接头的脆性[3~4]。
因此,本文选用CHW-55CNH实芯焊丝焊接Q450NQR1耐候钢,并对其焊接接头力学性能进行研究,为焊接材料的选择和工艺的确定提供理论依据。
1 试验材料和方法
试验材料为Q450NQR1耐候钢,热轧状态供货。焊接材料为Φ 1.2 mm的CHW-55CNH实芯焊丝,采用熔化极混合气体保护焊(GMAW),保护气体为80%Ar+20%CO2;接头形式为对接,试板尺寸为300 mm×100 mm×6 mm,坡口基本形式为60°V形;焊接电流120~190 A;焊接电压17~20 V;焊接速度为225~280 mm/min;气体流量为18 L/min。试验材料的化学成分与力学性能见表1。

表1 试验材料的化学成分表

表2 试验材料的力学性能表
焊后将试板加工成标准小试样,按相关标准分别进行了室温拉伸、硬度等力学性能试验。拉伸试验按GB/T228—2002《金属材料室温拉伸试验方法》进行;并用JSM-6360LV型扫描电镜对拉伸断口进行了断口形貌观察。
2 试验结果与分析讨论
2.1 拉伸试验结果
焊接接头拉伸试验结果如表3所示。

表3 焊接接头拉伸试验结果
用CHW-55CNH实芯焊丝焊接Q450NQR1耐候钢时,焊接接头抗拉强度为598.5 MPa,屈服强度为532 MPa,断后伸长率和收缩率分别为25%和46%。
其拉伸试验断口不论边缘还是中心,均为韧窝形貌(如图1)。说明其焊接接头具有良好的拉伸性能。
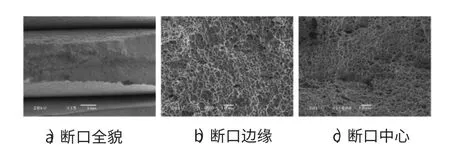
图1 拉伸断口微观形貌
2.2 硬度试验结果
硬度分布如图2所示,用CHW-55CNH实芯焊丝焊接接头试件硬度大约分布在170~260 HV之间,其中焊缝的硬度在170~220 HV之间;热影响区硬度在196~260 HV之间,母材硬度在210~230 HV之间。
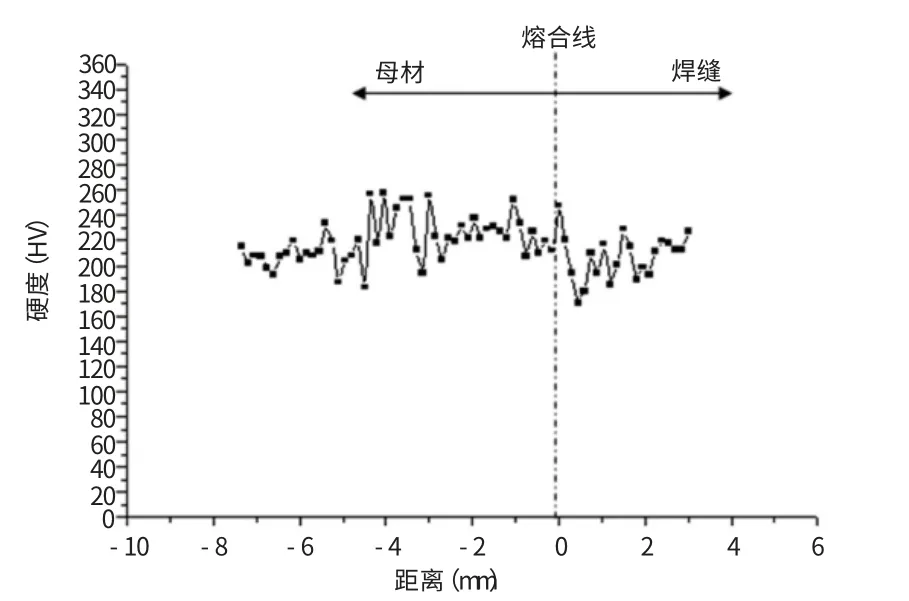
图2 焊接接头的硬度分布曲线
可以看出,焊缝区硬度均匀;焊缝硬度与母材接近,但低于热影响区。
3 结束语
用CHW-55CNH实芯焊丝焊接Q450NQR1耐候钢时,可以获得拉伸性能良好的焊接接头。Q450NQR1耐候钢混合气体保护焊焊缝区硬度较均匀,焊缝的硬度在170~220 HV之间,焊缝区硬度均匀。
[1]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.
[2]王国凡.钢结构焊接制造[M].北京:化学工业出版社,2009.
[3]屈朝霞,李自刚.高强耐候钢焊接接头性能研究[J].宝钢技术,2005,(增刊):(76-78).
[4]陈增有.Q450NQR1高强耐候钢的焊接[J].焊接,2004,(10):37-39.
猜你喜欢
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
探索科学(学术版)(2020年4期)2021-01-18
上海金属(2020年6期)2021-01-04
航空制造技术(2020年11期)2020-07-01
航天制造技术(2018年6期)2019-01-11
海峡科技与产业(2016年6期)2016-04-17
汽车零部件(2014年5期)2014-11-11
客车技术与研究(2014年6期)2014-02-28
