
熔盐夹套管伴热的半管设计
2012-12-08 05:50陆洋丁旭李晓亮中石油东北炼化工程有限公司吉林设计院吉林132002
化工设计 2012年1期
陆洋丁旭 李晓亮 中石油东北炼化工程有限公司吉林设计院 吉林 132002
熔盐夹套管伴热的半管设计
陆洋*丁旭 李晓亮 中石油东北炼化工程有限公司吉林设计院 吉林 132002
熔盐管线伴热的夹套管设计中,采用半管伴热替代通常用的全夹套管伴热。
熔盐伴热半管夹套
在某丙烯酸及酯项目的设计中,熔盐固体在熔盐罐内由温度为260℃、压力为3.5MPa的蒸汽加热至200℃后送反应器壳层,吸收丙烯与氧反应产生的热量。停车检修时,热熔盐则返回熔盐罐,熔盐管线用温度为230℃、压力为1.7MPa的中压蒸汽伴热,保证熔盐不低于200℃,以免凝固。为节省材料,及时检修热熔盐管线,决定采用半管伴热。
1 半管伴热设计的一般要求
(1)根据GB/T 8163—1999,熔盐管线及夹套半管均选用20#无缝钢管,夹套半管供货时由两瓣组成。
(2)水平敷设的熔盐管线要求有15/1000的坡度,夹套半管内蒸汽流向应与坡度一致。
(3)蒸汽供汽管,凝结水管应分别设切断阀。
(4)每节夹套半管的长度取决于管道布置,每节夹套管的长度不宜超过6m。
(5)熔盐管线及夹套半管的布置不应有死角或U形弯。
(6)跨接管连接应防止积液和堵塞,并考虑跨接管的安转空间。跨接管拐弯处宜采用煨弯弯头。
(7)熔盐管线上的阀门采用夹套阀,与阀门配套的法兰、垫片及紧固件由厂家成套供应。
(8)半管之间用1/2″的伴热管线连接,见图1,每一夹套半管伴热系统应单独设疏水阀。
2 半管伴热安装
半管伴热安装见图1。
2″半管安装结构见图2。

图1 半管伴热安装图

图2 2″半管安装结构图
4″和6″半管安装结构见图3。

图3 4″和6″半管安装结构图
12″半管安装结构见图4。

图4 12″半管安装结构图
3 半管伴热安装尺寸
半管伴热的安装尺寸见表1。

表1 半管伴热的安装尺寸
4 半管蒸汽夹套管的组合尺寸
蒸汽夹套管的组合尺寸见表2。

表2 蒸汽夹套管的组合尺寸
5 蒸汽分配站和疏水站
由于熔盐管线比较集中,因此设置蒸汽分配站和疏水站,伴热总管、连接管和供给管直径的尺寸见表3。
蒸汽分配盘和收集盘采用碳钢材质。其系统安装见图5。

表3 伴热用伴管总管、连接管和供给管直径
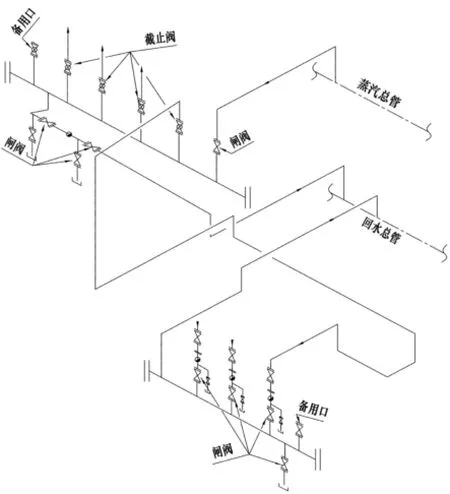
图5 蒸汽分配盘和回收盘系统安装图
6 结语
熔盐管线和蒸汽管线采用同一种材质,熔盐和蒸汽的温度相差不大,因此不会引起局部应力过大的现象。熔盐管线具有高温特点,采用半管伴热,既易安装又可准确检测管线泄漏点,以便及时检修。但半管伴热不能应用在怕局部过热的被伴热介质的工艺管线上。
该装置已成功运行8个月,至今没有发生过熔盐凝固现象。在节省材料的同时,还省去了夹套内管的定位板,其投资仅为全夹套管投资的三分之一。
1 SH/T 3040-2002,石油化工管道伴管和夹套管设计规范[S].
Half pipe design is applied to substitute the conventional full-jacket heat tracing in the molten-salt jacket heat tracing design.
Half Pipe Design for Molten Salt Jacket Heat Tracing
Lu Yang,et al
(PetroChina Northeast Refining&Chemical Engineering Co.Ltd.Jilin Design Institute Jilin 132002)
molten-salt jacket heat tracinghalf pipejacket valve
*陆洋:工程师,副主任。2000年7月毕业于吉林化工学院化学工程专业。现从事管道设计工作。联系电话:(0432)63958446,E-mail:jly_ly0135@petrochina.com.cn。
(修改回稿2011-08-16)
猜你喜欢
氯碱工业(2021年5期)2021-09-10
考试与评价·高一版(2020年4期)2020-11-12
学生天地(2020年31期)2020-06-01
陶瓷学报(2019年6期)2019-10-27
学生天地(2019年30期)2019-08-25
纯碱工业(2018年5期)2018-10-19
石油化工建设(2017年2期)2017-06-05
材料科学与工程学报(2016年1期)2017-01-15
工业设计(2016年10期)2016-04-16
工业炉(2016年1期)2016-02-27
