
轴伸贯流式水轮机小轴与转轮连接螺丝的断裂与更换
2012-12-06 08:30邹金钟
湖南水利水电 2012年6期
邹金钟
(安徽省江河水利水电运行管理有限责任公司 马鞍山市 238251)
1 螺丝断裂
轴伸贯流水轮机组为卧式机组,有着较长的转轴。水轮机转轴为两点支撑,两支点分为水导轴承和径向轴承(径向轴承在推力轴承箱中)。为便于叙述,本文以GD008-WZ-260机组为例。机组示意图如图1所示。该机组转轮直径为2.6m,重量为1.8t;水轮机转轴分为小轴和大轴,分别位于转轮两侧。大轴长为 6.2m,空心结构,长度为6.2m,重量为0.86t。小轴为实心钢件,重量为0.86t。这样,转动部件总重量达4.86t。转轴在两支点之间的长度为9.2t。所以,转轮与两轴之间的连接螺丝承受巨大的拉应力。在机组运行平稳时,这个应力没有问题。但当由于多种原因如气蚀等使机组运行中震动加剧时,这个应力将会在某瞬间达到很大的数值,以致于使连接螺栓断裂。断裂一般在较大机组中出现,并且发生在小轴一端,因为小轴与转轮连接螺丝较细。该型机组大轴连接螺丝为M46,小轴与转轮连接螺丝为M36。
2 准备工作
更换螺丝之前,除了排去流道里的水之外(能保证水位在转轮室以下就行),还要做好以下工作:
(1)将活动导叶打至全开位置,以方便人的进出。然后要关闭调速器总油阀,断开调速器电源,以防止电路误动作造成紧急停机关导叶,从而造成人身危险。
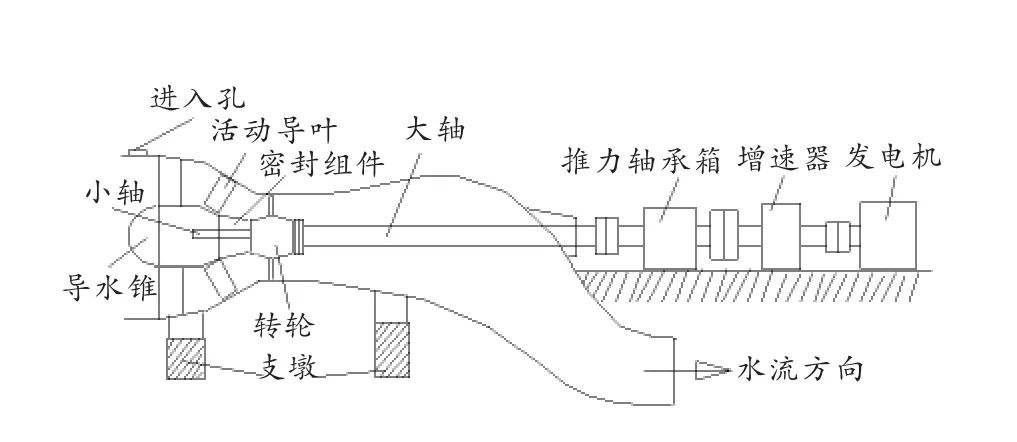
图1 轴伸贯流式水轮发电机组示意图
(2)人由导水锥进入操作位置时,容易滑跌倒,需在上部管壁焊上扶手。
(3)准备工具。主要有:1t葫芦2只,8t千斤顶2只,少量方木,斜铁(薄边厚度2mm左右)8块,对照图纸准备专用扳手,还有黄油、钢丝刷、灰刀、磨光机、毛巾以及常用工具。还要准备电压36V以下的手持行灯等。
3 螺丝更换
螺丝断裂后更换不是一般简单的换螺丝,要进行一些必要的处理,并要注意方法,否则,换上去的螺丝很快又会断裂。下面就介绍一下更换的方法:
(1)先拆其它部件。拆空气围带组件,拆主轴密封内外环,拆主轴密封上座,并用葫芦悬吊,做好保险措施。主轴密封下座不拆。
(2)旧螺丝拆卸。一般情况,绝大部分螺丝都已断裂,断裂部位发生在螺柱根部,与后帽的连接处,因为那里容易发生应力集中现象。后帽取出后,用M10×100的螺栓点焊在断裂的螺柱上,很容易就可将其卸出。注意,点焊时,焊条不要碰到螺孔壁上。
(3)制作特制螺栓。用拆下的螺柱两根焊在一起,将断开的一个螺帽焊上。注意,对接焊时要打坡口,使焊接牢固,备用。如图2所示。
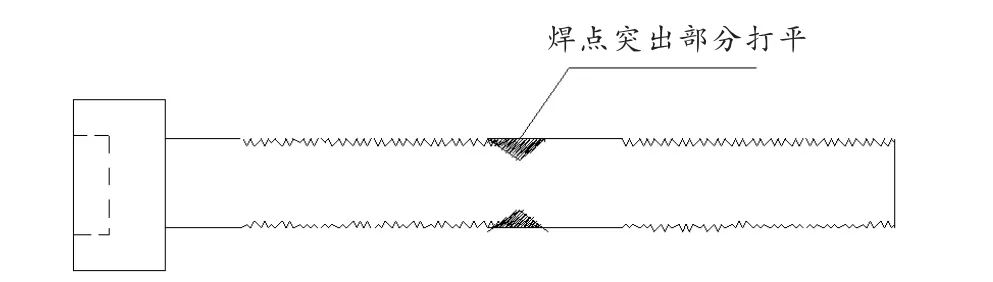
图2 特制螺丝
(4)在转轮靠小轴一侧的下部,用10t左右的千斤顶将转轮顶起,调整叶片与外壳间隙,使其基本均匀。在左、右、下三个方向上,用斜铁楔入间隙中。
(5)将小轴与转轮法兰脱开约15cm,以便清理法兰面、骑缝销等。步骤:
① 由于需将小轴往水导轴承方向(即水轮机进水侧)移动,水导瓦将会与小轴轴颈以外的轴面接触,所以,必须先将这部分轴面清理干净,先用毛巾擦,再用砂纸打,最后用面团粘干净,再涂以透平油。
② 将焊好的长螺栓,旋入小轴与转轮法兰最上部的螺孔中。小轴可以顺着这个螺栓往外移动,不会发生较大的偏移和转动,便于后面的顺利安装。
③ 在小轴的上方用1t左右的葫芦,向进水方向拉小轴,使法兰面慢慢脱开,注意:葫芦吊点应尽量放在密封座的正上方,但不能影响导叶转动。为了安全,在小轴下方与密封下座之间用方木垫起。如图3所示。
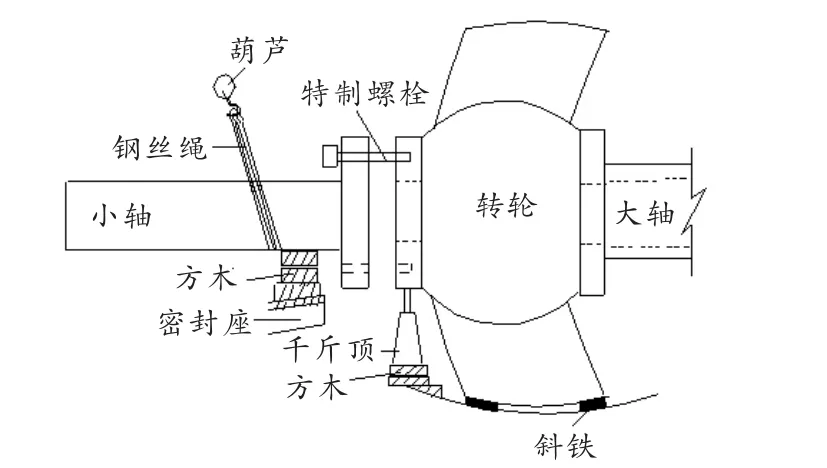
图3 小轴脱开及转轮支撑示意图
(6)清理法兰面。小轴脱开后,就可以进行法兰面清理等项工作。
① 螺丝断裂后,水将进入空心大轴中,须用塑料管虹吸大轴空腔里的水。
② 将两骑缝销取出,注意每个销与对应的销孔要做好标记。把销处理干净。
③ 用磨光机装上钢丝轮,仔细打光结合面和法兰边缘,包括两个半销孔壁。
④ 用揉好的面团粘净结合面,并均匀涂抹薄薄一层憎水黄油。
(7)将小轴推回安装位置。骑缝销抹上薄薄一层黄油,装入半销孔中。用两只机械式螺旋千斤顶(注意:液压千斤顶平放时使用无效)放在密封下座的哈夫面上,同时均匀地推动小轴。如图3所示。当进入止口时,要测量法兰四个方向的间隙,应基本相等,这样,止口才能顺利进入。当两法兰面靠紧后,再次用塞尺测量间隙。用转轮下部的千斤顶及叶片间隙中的斜铁进行调整,使其相等。
(8)将新螺栓抹上黄油,安装,紧固。紧固时,在两侧同时用加力杆逐步逐个螺丝进行,每遍都不能漏紧。已感觉较紧时用塞尺检查法兰面间隙。如果某方位间隙较大,则说明大轴与小轴同轴度偏差,两法兰不平行,应根据间隙所在方位进行调整,继续紧固螺丝。最后,用0.05mm塞尺检查间隙,应不能进入。再打掉斜铁,复紧一遍间隙。
(9)回装其它部件。
4 为防止螺丝再次断裂,可以采取的一些措施
(1)如果螺栓根部与帽之间没有倒角,则新罗丝应加工成倒角,并适当加大倒角。以减少应力集中现象。
(2)采取不锈钢材料的螺丝。不锈钢材料具有较好的韧性,缓冲作用可以降低瞬间拉应力峰值。
(3)将螺栓内六角加大或改为外六角,这样便于把螺丝栓得更紧。
(4)气蚀是产生机组振动的重要原因。在转轮室之后的直锥管上增加补气阀,破坏水流的真空,减少气蚀的发生和降低气蚀的严重程度。
(5)将小轴和转轮法兰缝焊接。
(6)有条件时,将小轴、转轮吊出。运到厂家将螺孔加大,螺栓加粗。
猜你喜欢
幼儿画刊(2022年6期)2022-06-06
当代陕西(2022年6期)2022-04-19
水电与新能源(2022年1期)2022-02-16
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
四川水力发电(2020年2期)2020-05-23
文萃报·周五版(2020年1期)2020-02-14
特别健康(2018年4期)2018-07-03
兰台世界(2017年12期)2017-06-22
设备管理与维修(2014年5期)2014-04-07
