置氢TC4钛合金线性摩擦焊接头组织
2012-11-23 03:03刘鹏涛赵秀娟张田仓侯红亮任瑞铭
中国有色金属学报 2012年2期
刘鹏涛,赵秀娟,张田仓,侯红亮,任瑞铭
(1. 大连交通大学 材料科学与工程学院,大连 116028;2. 北京航空制造工程研究所,北京 100024)
置氢TC4钛合金线性摩擦焊接头组织
刘鹏涛1,赵秀娟1,张田仓2,侯红亮2,任瑞铭1
(1. 大连交通大学 材料科学与工程学院,大连 116028;2. 北京航空制造工程研究所,北京 100024)
采用线性摩擦焊技术对置氢TC4钛合金进行了焊接。利用金相显微镜、扫描电镜和透射电镜等对不同氢含量试样接头各区的显微组织进行分析,并探讨氢致钛合金高温塑性的微观机理。结果表明:置氢钛合金试样接头的焊缝宽度比未置氢试样的明显减小;随着氢含量的增加,试样母材和热力影响区组织中β相的含量增加;氢使得钛合金试样焊缝附近的位错密度降低,说明氢促进了位错运动;置氢钛合金接头组织中层错和孪晶的数量明显增加;在氢含量为0.4%和0.6%(质量分数)的TC4钛合金接头组织中发现了面心立方结构(FCC)的片状氢化物δ。氢主要是通过改变钛合金中的两相比例,促进位错运动和动态再结晶等机制来增强钛合金的高温塑性,从而改善线性摩擦焊的连接性能。
钛合金;氢;线性摩擦焊;显微组织
线性摩擦焊(Linear friction welding,LFW)是一种新型的固相连接技术,其工作原理是:利用两工件在压力作用下的线性往复运动产生摩擦热,当摩擦界面金属温度升高到粘塑性状态后施加顶锻力,通过焊合区金属的相互扩散与再结晶使两侧工件牢固焊接在一起[1]。线性摩擦焊技术具有优质、高效、节材和无污染等优点,已成为航空发动机整体叶盘制造和维修的一项关键技术[2]。钛合金是现代航空发动机理想的结构材料,具有比强度高、热强性好和耐腐蚀性好等优点,主要用于制造压气机和风扇的盘件、叶片和机匣等零件。钛合金材料的热传导率低、热容量小,在进行摩擦焊时,钛合金材料的摩擦产热效率高,热量不易散失,因此,钛合金是非常适合线性摩擦焊连接加工的。但是钛合金线性摩擦焊技术也存在问题:线性摩擦焊的焊机吨位大,设备制造复杂,造成前提投资巨大。目前钛合金线性摩擦焊技术仅局限于航空发动机整体叶盘的制造和维修,在其他方面的应用还很少。
近年来,钛合金的氢处理是一个比较活跃的研究领域,钛合金热氢处理技术是把氢作为一种临时合金化元素,从材料内部本质角度出发,通过改变钛合金的内部微观组织结构,达到降低钛合金变形抗力和成形温度的目的[3−4]。应用这一技术可以充分发挥钛合金材料的加工性能,减少钛合金部件的加工制造成本,降低材料对设备成型能力的要求。近几年来,置氢钛合金连接方面的研究受到了广泛关注[5−11],但关于线性摩擦焊的研究还鲜见有报道。因此,本文作者对置氢TC4钛合金进行了线性摩擦焊连接试验,分析氢含量对接头各区显微组织的影响,探讨氢的微观作用机理,为钛合金线性摩擦焊工艺参数优化与线性摩擦焊新技术的推广应用提供参考依据。
1 实验
实验材料选用12 mm厚的TC4钛合金板材,材料的主要化学成分如表1所列。采用线切割和精磨的方法制成尺寸为60 mm×50 mm×12 mm(长×宽×高)的长方体试样。试样采用高温气相充氢法置氢,在管式氢处理炉中加热到750 ℃充氢,保温4 h,然后空冷至室温。通过调节置氢时间和平衡氢分压来控制置氢量,试样中的实际氢含量由称重法测得。置氢后获得4组试样,其氢含量(质量分数)分别为0.2%、0.4%、0.6%和0.8%。线性摩擦焊试验在大型电液伺服线性摩擦焊机(LFW−20T)上进行,采用的焊接工艺参数如表2所列。采用 OLYMPUS BX41M 光学显微镜和JSM−6360LV型扫描电镜观察置氢TC4钛合金线性摩擦焊接头各区组织,并采用H−800型透射电镜分析接头的亚结构和氢化物。

表1 TC4钛合金的化学成分Table 1 Chemical composition of TC4 titanium alloy (mass fraction, %)

表2 线性摩擦焊工艺参数Table 2 Linear friction welding (LFW) parameters used in this study
2 结果与讨论
2.1 氢对焊缝宽度的影响
在线性摩擦焊过程中,热与力始终耦合作用于摩擦焊界面及近区的金属,因此,在对线性摩擦焊接头组织进行分析时,可以将接头划分为焊缝区(W)、热力影响区(TMAZ)和母材区(BM)这3个区域[2,12]。在选定的工艺参数条件下,未置氢TC4钛合金线性摩擦焊接头的焊缝形貌如图 1(a)所示。由图 1(a)可见,试样的焊接界面完全结合,未发现有气孔和夹杂等缺陷。定义线性摩擦焊接头的焊缝宽度为焊缝区+两边热力影响区的宽度。测量得出未置氢试样接头的焊缝宽度约为2 mm。图1(b)所示为氢含量0.4%的钛合金试样线性摩擦焊接头形貌。由图1(b)可见,置氢试样的焊接界面同样结合完整,但是焊缝宽度明显减小。置氢0.4%的钛合金试样接头的焊缝宽度约减小到未置氢钛合金的一半。在试验过程中,对各种氢含量试样接头的焊缝宽度进行了测量,其结果如表3所列。由表3可见,随着氢含量的增加,试样接头的焊缝宽度先减小后又稍微增加,但所有置氢试样的焊缝宽度均小于未置氢试样的。当氢含量达到0.8%及以上时,钛合金的氢脆现象严重,试样在高频往复振动过程中易发生脆断,所以氢含量不宜过高。
2.2 氢对接头各区组织的影响2.2.1 母材区

图1 不同氢含量TC4钛合金LFW接头焊缝的形貌Fig. 1 Morphologies of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b)Hydrogen content of 0.4%

表3 氢含量对TC4钛合金LFW接头的焊缝宽度的影响Table 3 Effect of hydrogen content on weld width of TC4 LFW joints
未置氢试样的母材组织为双态组织,即在β转变组织的基体上分布大块的初生α相,如图2(a)所示,其中α相为亮色,β相为暗色。由图2(a)可以看出,初生α相含量约占 50%。置氢 0.2%试样的母材组织变化不大,只是α和β两相的颜色趋于一致,相界变得模糊不清(见图2(b))。当氢含量增大到0.4%,试样母材组织中α相和β相的光学衬度发生了互换,初生α相由亮色转变为暗色,β相则恰好相反(见图2(c))。这是由于氢的加入改变了两相的化学电势,使得原来易腐蚀的相转变为了不易腐蚀的相,所以两相颜色发生了互换[13]。从图2(c)中还可以看出,置氢后钛合金的两相比例发生了变化,β相所占的比例明显增加,初生α相的尺寸减小,在光镜下观察不到次生α相。随着氢含量增大到0.6%,母材中β相的含量继续增大,α相含量相对减少并细化,主要分布于β相边界处,如图2(d)所示。
2.2.2 热力影响区

图2 不同氢含量TC4钛合金LFW接头母材区的显微组织Fig. 2 Microstructures of base metal zone of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.2%H;(c) 0.4%H; (d) 0.6%H
在热力影响区,由于受到高温和摩擦力的作用,该区域中金属发生了强烈的塑性变形和流动。图 3(a)所示为未置氢试样接头热力影响区的组织形貌。由图3(a)可见,未置氢试样接头的热力影响组织变形严重,可观察到明显的金属流线,初生α相被拉长成条状,并且由于焊接过程中经历了“挤压—揉合—撕裂”作用,部分晶粒发生破碎。置氢0.2%的试样,此区域的组织形貌变化不明显。当氢含量增大到0.4%时,可观察到初生 α相的含量明显减少并细化,相对而言,β转变组织的含量增多,其中的层片结构也更加粗大,如图3(b)所示。当氢含量增大到0.6%时,此区域中α相变得更加细小,β相含量继续增多。

图3 不同氢含量TC4钛合金LFW接头热力影响区的显微组织Fig. 3 Microstructures of TMAZ of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.2.3 焊缝区
由于钛合金试样焊缝区的组织很细小,耐腐蚀,在光镜下不易观察。图4所示为焊缝区的SEM像。由图4可见,未置氢试样焊缝区主要为细小的针状马氏体组织(见图4(a))。这是由于在线性摩擦焊过程中,焊缝金属加热到的最高温度超过了钛合金的α/β相转变温度[12],焊缝区组织全部转变为β相,当顶锻阶段结束后空冷下来,焊缝区生成了细针状马氏体。进一步观察发现,光镜下焊缝区的一些耐腐蚀的白亮区域实际为晶粒非常细小的再结晶组织。氢对焊缝区的组织形貌影响不大,置氢试样焊缝区仍主要为针状马氏体组织,只是马氏体针更加粗大,且不同氢含量试样之间差别不大,如图4(b)所示。
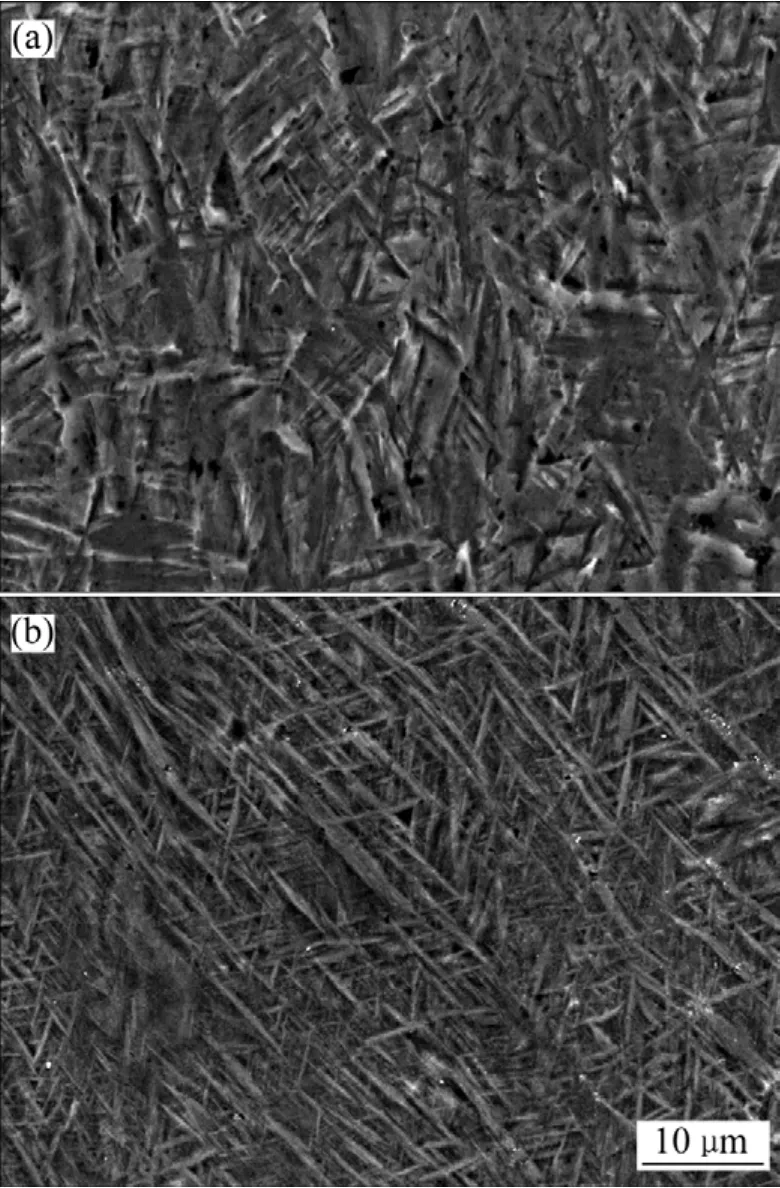
图 4 不同氢含量 TC4钛合金试样 LFW 接头的焊缝区的SEM像Fig. 4 SEM images of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.3 亚结构和氢化物分析
采用透射电镜(TEM)对不同氢含量试样接头组织中的亚结构进行了分析。未置氢试样接头的焊缝区位错结构的TEM像如图5(a)所示。由图5(a)可以看出,焊缝附近的位错密度很高,大量位错塞集在晶界处或在晶粒内部相互纠结。图5(b)所示为置氢0.4%试样接头的焊缝区的TEM像。由图5(b)可见,置氢试样焊缝的位错密度明显降低。由大量观察结果得出,置氢降低了TC4线性摩擦焊接头组织中的位错密度。这是由于氢在钛合金中具有较好的可移动性,占据大量的空位,降低其他溶质元素对位错的钉扎,促进了位错运动,使得钛合金中位错密度降低。另外,在置氢试样接头组织中发现了大量的层错和孪晶,分别如图 6(a)和(b)所示,说明氢降低了钛合金的层错能,并促进了孪晶的产生。

图5 不同氢含量TC4钛合金LFW接头的位错结构Fig. 5 Dislocation structures of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H

图6 氢含量0.4%的TC4钛合金LFW接头的焊缝区的组织形貌Fig. 6 Microstructures of TC4 LFW joints containing 0.4%hydrogen: (a) Faults; (b) Twins
根据文献[14],TC4钛合金中的氢含量大于0.2%时,将析出氢化物。在本研究中,采用 TEM 的选区电子衍射技术对置氢试样接头组织中的氢化物进行了分析。结果表明,在氢含量 0.4%和 0.6%的试样接头组织中都发现了氢化物,且氢化物不仅可以从密排六方α相中析出,还可以从体心立方β相中析出。图7所示为氢含量 0.6%的试样中观察到的片状氢化物形貌,由相应的SAED衍射谱(见图10(c))可以确定为面心立方结构的氢化物 δ,其化学成分在 TiH1.5~TiH1.99之间,晶格常数a=0.444 nm。由图7可以看出,氢化物δ和α交替呈片状分布,属于由βH共析转变生成δ和α相。

图7 氢含量0.6%的TC4钛合金内形成的δ氢化物形貌及SAED衍射谱Fig. 7 Microstructures and corresponding SAED patterns of δ hydride formed in TC4 alloy containing 0.6% hydrogen: (a)Bright field image; (b) Dark field image; (c) SAED pattern of hydride
2.4 分析与讨论
由试样焊缝宽度的观测结果可知,在相同的焊接工艺参数条件下,置氢钛合金试样接头的焊缝宽度减小。这说明氢增加了钛合金的高温塑性和流动性,使得焊接过程中更多的高温变形金属从焊接界面挤出形成飞边,留下形成焊缝的金属相对减少,所以焊缝宽度减小。众所周知,窄焊缝宽度有助于减少焊接缺陷和提高接头的力学性能。通过对置氢试样接头微观组织的观察,本文作者从以下几个方面探讨氢改善钛合金线性摩擦焊连接性能的微观作用机理:1) 氢使得钛合金母材区和热力影响区组织中的β相含量增加。由于β相属体心立方结构,比密排六方的α相有更多的滑移系,易于发生塑性变形,从而能够提高合金的高温塑性。但当氢含量过高时会造成β相的粗化,粗大β相的增多将使晶界面积减少,不利于晶界滑移和晶界迁移,材料的均匀变形能力下降。同时,氢化物的存在及增多有强化合金的作用,从而增大变形抗力,降低塑性。所以,只有合适的氢含量,使得钛合金具有合适的两相比例,一方面α相阻碍β晶粒长大,另一方面β相又具有良好的流动性,才能达到改善钛合金高温塑性的目的。在本研究中,随着氢含量增加试样接头的焊缝宽度先减小后增加的测量结果验证了这一点。2) 由接头组织中亚结构的观察结果可知,置氢试样焊缝附近的位错密度降低,说明氢促进了位错运动,使更多的位错参与滑移,甚至是攀移,这有利于线性摩擦焊过程中钛合金的高温塑性变形。且在置氢钛合金接头组织中发现了大量层错,说明氢降低了钛合金的层错能。层错能的降低使得孪晶容易产生,在置氢试样接头组织中发现了大量的孪晶,孪晶具有协调塑性变形的作用,同样能够降低钛合金的流变抗力。3) 由“动态再结晶的位错行为理论”可知[15],氢能促进位错运动,因而也能促进动态再结晶的发生。当软化机制为动态再结晶时,氢的加入能显著降低钛合金高温变形时的流变应力[16]。而且,焊合区的金属在焊接过程中发生动态再结晶对于焊接界面的结合是非常有利的。
3 结论
1) 置氢钛合金试样接头的焊缝宽度比未置氢试样的明显减小。当氢含量≤0.4%时,焊缝宽度逐渐减小;当氢含量为0.6%时,焊缝宽度反而略有增加,但仍小于未置氢试样的。
2) 随着氢含量的增加,钛合金试样母材区和热力影响区组织中β相的含量增加,初生α相的含量相对较少并细化。各种氢含量试样接头的焊缝区组织均为针状马氏体组织,只是置氢试样中的马氏体针更加粗大。
3) 氢使得钛合金试样焊缝附近的位错密度降低,说明氢促进了位错运动。置氢钛合金试样接头组织中的层错和孪晶数量明显增加。在置氢 0.4%和 0.6%的TC4钛合金试样接头组织中发现了 FCC结构的片状氢化物δ。
4) 氢主要通过改变钛合金中的两相比例,促进位错运动和动态再结晶等机制来增强钛合金的高温塑性,从而改善钛合金的线性摩擦焊连接性能。
REFERENCES
[1] 张田仓, 李 晶, 季亚娟, 孙成彬. TC4钛合金线性摩擦焊接头组织和力学性能[J]. 焊接学报, 2010, 31(2): 53−56.ZHANG Tian-cang, LI Jing, JI Ya-juan, SUN Cheng-bin.Structure and mechanical properties of TC4 linear friction welding joint[J]. Transactions of the China Welding Institution,2010, 31(2): 53−56.
[2] 张田仓, 韦 依, 周梦慰. 线性摩擦焊在整体叶盘制造中的应用[J]. 航空制造技术, 2004(11): 56−58.ZHANG Tian-cang, WEI Yi, ZHOU Meng-wei. Application of linear friction welding in blisks[J]. Aeronautical Manufacture Technology, 2004(11): 56−58.
[3] FROES F H, SENKOV O N, QAZI J I. Hydrogen as a temporary alloying element in titanium alloys: Thermohydrogen processing[J]. International Materials Reviews, 2004, 49(3/4):227−245.
[4] KOLACHEV B A, IIYIN A A, NOSOV V K. Hydrogen technology as new perspective type of titanium alloy processing[J]. Advances in the Science and Technology of Titanium Alloy processing, 1996(2): 331−338.
[5] FENG J C, LIU H, HE P, CAO J. Effects of hydrogen on diffusion bonding of hydrogenated Ti6Al4V alloy containing 0.3 wt% hydrogen at fast heating rate[J]. International Journal of Hydrogen Energy, 2007, 32(14): 3054−3058.
[6] 刘 宏, 冯吉才, 何 鹏. 置氢质量分数 0.15% Ti6Al4V合金扩散连接[J]. 焊接学报, 2007, 28(3): 97−101.LIU Hong, FENG Ji-cai, HE Peng. Diffusion bonding of Ti6Al4V alloy containing 0.15wt% hydrogen[J]. Transactions of the China Welding Institution, 2007, 28(3): 97−101.
[7] 白韶军, 谷秀志, 董春林, 李 光, 栾国红. 置氢TC4钛合金搅拌摩擦焊接头组织及力学性能研究[J]. 北京工业大学学报,2009, 35(6): 732−737.BAI Shao-jun, GU Xiu-zhi, Dong Chu-lin, LI Guang, LUAN Guo-hong. Mechanical properties and microstructure of friction stir welded joint of hydrogenated TC4 Titanium alloy[J]. Journal of Beijing University of Technology, 2009, 35(6): 732−737.
[8] LIU H, CAO J, HE P, FENG J C. Effect of hydrogen on diffusion bonding of commercially pure titanium and hydrogenated Ti6Al4V alloys[J]. International Journal of Hydrogen Energy, 2009, 34(2): 1108−1113.
[9] ZHOU L, LIU H J. Effect of 0.3wt% hydrogen addition on the friction stir welding characteristics of Ti-6Al-4V alloy and mechanism of hydrogen-induced effect[J]. International Journal of Hydrogen Energy, 2010, 35(16): 8733−8741.
[10] LIU H J, ZHOU L, LIU Q W. Microstructural evolution mechanism of hydrogenated Ti-6Al-4V in the friction stir welding and post-weld dehydrogenation process[J]. Scripta Materialia, 2009, 61(10): 1008−1011.
[11] HE P, FAN L, LIU H, FENG J C. Effects of hydrogen on diffusion bonding of TiAl-based intermetallics using hydrogenated Ti6Al4V interlayer[J]. International Journal of Hydrogen Energy, 2010, 35(24): 13317−13321.
[12] WANJARA P, JAHAZI M. Linear friction welding of Ti-6Al-4V:processing, microstructure, and mechanical-property interrelationships[J]. Metallurgical and Materials Transactions, 2005,36A: 2149−2163.
[13] 李晓华, 侯红亮, 李志强. 置氢Ti6Al4V合金的微观组织演变规律[J]. 材料科学与工艺, 2009, 17(3): 385−388.LI Xiao-hua, HOU Hong-liang, LI Zhi-qiang. Microstructure transition of hydrogenated Ti6Al4V alloy[J]. Materials Science and Technology, 2009, 17(3): 385−388.
[14] QAZI J I, RAHIM J, SENKOV O N, FORES F H. Phase transformations in the Ti-6Al-4V-H system[J]. JOM, 2002, 54(2):68−71.
[15] 杜随更, 吴 诗, 段立宇, 程功善. 初始动态再结晶过程中的位错动态行为[J]. 西北工业大学学报, 1997, 15(3): 333−337.DU Sui-geng, WU Shi, DUAN Li-yu, CHENG Gong-shan.Dynamic behaviors of dislocation of initial dynamic recrystallization[J]. Journal of Northwestern Polytechnical University, 1997, 15(3): 333−337.
[16] ZONG Y Y, SHAN D B, LÜ Y, GUO B. Effect of 0.3wt% H addition on the high temperature deformation behaviors of Ti-6Al-4V alloy[J]. Hydrogen Energy, 2007, 32(16): 3936−3940.
Microstructure of linear friction welded joints of hydrogenated TC4 titanium alloy
LIU Peng-tao1, ZHAO Xiu-juan1, ZHANG Tian-cang2, HOU Hong-liang2, REN Rui-ming1
(1. College of Materials Science and Engineering, Dalian Jiaotong University, Dalian 116028, China;2. Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
The linear friction welding of hydrogenated TC4 titanium alloy was carried out, and the microstructures in different zones of joints were investigated by optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The micro mechanism of improving high temperature plasticity of titanium alloy induced by hydrogen was also analyzed. The results show that the weld width of hydrogenated specimen decreases evidently compared with that of the non-hydrogenated one. The β phase fraction of the base metal and thermomechanically affected zone (TMAZ) increases with the increase of hydrogen content. The dislocation density near the weld bead of the joint is decreased by hydrogen, which shows that the dislocation motion is promoted by hydrogen.The amounts of faults and twins increase significantly in the joint of hydrogenated alloy. There are δ titanium hydride(FCC structure) plates precipitated in the joints containing hydrogen 0.4% and 0.6% (mass fraction). The high temperature plasticity of titanium alloy is enhanced by hydrogen mainly through mechanisms as: changing phase proportion of α and β, promoting dislocation movement and dynamic recrystallization, inducing twin in alloy. As a result,the linear friction welding performance is improved by hydrogenation.
titanium alloy; hydrogen; linear friction welding; microstructure
TG453
A
1004-0609(2012)02-0394-07
国家安全重大基础研究项目
2011-03-16;
2011-05-22
赵秀娟,教授,博士;电话:0411-84106863;E-mail: zhaoxj@djtn.edu.cn
(编辑 龙怀中)
猜你喜欢
山东冶金(2022年4期)2022-09-14
锻压装备与制造技术(2022年2期)2022-05-11
机械工程师(2022年3期)2022-03-24
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
山东冶金(2021年4期)2021-09-09
科学与财富(2021年33期)2021-05-10
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
中国自行车(2018年8期)2018-09-26