
压力机核心部件加工与整体装配调试
2012-11-18 13:30:02孙亮
中国重型装备 2012年3期
孙 亮
(中国一重重装事业部,黑龙江 161042)
1 核心部件的加工
1.1 偏心齿轮的加工(高精度数控铣床)
(1)偏心齿轮基面面向工作台,工件端面找平0.02 mm 之内,用人字齿对中量具的外露钢球(两个)对正基准齿沟,按量具的基准找正面与工件的端面垂直(≤0.02 mm 之内)后,测量出量具上面与工件端面的高度h 值做记录,4 件分别为h1、h2、h3、h4,如图1。

图1 高度测量图Figure 1 Sketch of height measurement
(2)图2 是偏心测量图。记录左右旋,对偏心齿轮Y 轴找正,用相位量具下部的钢球靠入偏心齿轮两侧上部基准齿沟内。相位量具的下部定位基面与工件端面定位后,用机床找出相位量具外圆高点。首件偏心齿轮两侧偏差数值为2a=8.28 mm,其余3 件计算公式为:
若△h=h1-h2>0,则a=4.142-(0.4142△h);
若△h=h1-h2<0,则a=4.142+(0.4142△h))。
式中,a 为偏差数值;△h 为高度差;h 为量具上面与工件端面的高度差;h1为工件1 的h 值;h2为工件2 的h 值。
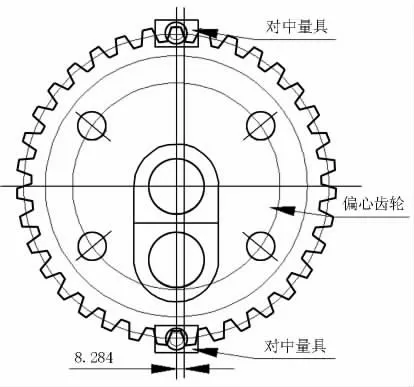
图2 偏心测量图Figure 2 Sketch of eccentric measurement
(3)将偏心齿轮对称4 点夹紧,夹紧点下部支撑。夹紧后复检端面平面度,圈圆偏心齿轮中心孔,精确找到中心后,主轴向偏心孔方向串坐500 mm(误差≤0.02 mm),记录主轴位置。以基准齿谷为基准,向左跨20 个齿确定一齿谷,设定为位置1,将相位检具的下部钢球置于位置1 处的齿谷中,且相位检具的下部定位平面与齿部上端面贴严,间隙不大于0.02 mm 将百分表磁力座吸到机床主轴上,适当调整机床主轴的转向位置使表针能够压到相位检具上。降低主轴转速,使机床主轴旋转,精确找到最高点,将百分表度数调零。
相位检具移至以基准齿谷为基准向右跨20个齿的齿谷中并设定为位置2。打表方法同上,即可读出位置1 和位置2 的表值之差。相位检具的使用方法示意图见图3。

图3 相位检查图Figure 3 Sketch of phase checking
若由百分表读出的差值有偏差则通过偏移机床主轴来校正:

式中,△x 为百分表读出的差值。
(4)通过上述步骤定出偏心孔中心后即可对偏心孔进行加工。
1.2 中间齿轮Ⅱ的加工
在装配过程中为了消除由于相位转角误差而引起的滑块底面不平行,故将一个中间齿轮设计成分体式,即外齿和内齿之间可以有相对转动,转动通过调节螺钉来实现,如果在装配调试过程当中轮毂的椭圆孔行程不够将相位调整过来,可将此椭圆孔通过机床加工延长,或是直接在加工时将其延长,以备装配调整时使用。轮毂上的U 型槽必须焊接整体淬火销,防止在对调节螺钉进行调节的时候,由于螺钉头部受力面积小,压强大,导致螺钉压入钢板内部而达不到调节的作用。
1.3 导柱与连杆加工
必须保证图纸中要求刀具检查的部位,部装时根据装配图做样板检验是否干涉,不合格必须返修。连杆两孔的中心距严格符图,不然会导致相位误差偏大,无法进行后续工作。
1.4 离合与制动器中关键件的加工
(1)工艺要求号划的孔,有些相互间没有定位无法号划的必须要在数控机床加工或做出基准,如有偏差可能导致无法装入圆盘、压紧盘及双头螺柱,或装入后无法灵活动作。
(2)支座以及圆盘、压紧盘的键槽加工一定要保证等分,不然会导致导向键研后非工作侧间隙增大,减少产品使用寿命。
1.5 滑块的加工
为了保证滑块本体底平面和工作台上平面的平行度,保证滑块本体运动方向与工作台的垂直度,要求滑块本体的导轨面必须与底平面垂直,其加工质量的好坏将直接影响到整机的精度调整。滑块每个角有两个相互垂直的导轨面,一个是直接把合铜板的大固定导轨面,另一个是把合可调导轨的小导轨面,小导轨正常情况下与可调导轨是不接触的,精度可适当放宽。滑块最终的精度检查是将滑块倒立,滑块上平面用水平仪或扫描仪调平后,挂钢线用光电千分尺检查各个导轨的平面度以及相对于底面的垂直度。
1.6 立柱的加工
4 件立柱必须等高,立柱的上下面、导轨面及销孔的加工比较关键,必须严格符图,不然将给后续装配带来很大困难。
1.7 移动工作台的加工
关键在于车轮孔中心,上、下平面之间的平行度,以及上、下表面的平面度必须严格符图。由于此件是焊接件,所以在加工时先要粗加工留量,然后自然时效。精加工时一定要注意加工时的吃刀和进给以及工件的夹紧方式,防止工件的变形。
2 装配
2.1 装模高度调整
主要作用:一是装模高度的调节,二是过载保护(图4)。
装配要点:螺杆与螺套加工时配做标记,对应装配。螺纹轴向互差间隙在0.2 mm~0.4 mm 范围内,4 件间隙互差一定要≤0.05 mm。间隙互差太大,将无法正常工作并且换模后精度需要重新调整。

图4 装模高度调整剖视图Figure 4 Section view of diefilling height adjustment
密封圈和挡圈在装配时必须注意不能弄伤密封,否则打压时将无法保压。必须保证图纸各部要求的间隙,尤其是箱体与螺套之间的轴向间隙,必须在打压时测出,通过修磨抗磨板来保证。如果此处间隙太小,则压力缸体内的压力会传递到箱体,造成装模高度调整装置的损坏以及螺套不能正常旋转。
用手压泵从缸体进油孔供油,油压2 MPa~4 MPa。检查并同时满足以下要求:螺套与箱体端面间隙0.2 mm~0.3 mm,可利用螺套端面上螺孔打表检查,保证套与蜗轮间有轴向间隙0.09 mm~0.27 mm,可用塞尺检查。提供的油压2 MPa~4 MPa 的目的是将图号007 活塞达到工作状态的位置后,026 蜗杆与005 蜗轮能够旋转自如。即打压腔打满压后007 活塞向上顶起,与019 和020 垫环接触。因019 与020 垫环被011缸的槽固定,所以007 活塞上升到一定高度就不再向上运动,即使工作压力达到30.5 MPa 此活塞的位置也不会再向上运动。即工作位置时螺套与箱体端面有间隙,抗磨垫没有被活塞和螺套挤死,能保证工作状态不受影响。打压环形腔承受以下活件重量007 活塞、006 抗模板、019 垫环、020 垫环、004 螺套、2 件016 键、014 螺杆。将上面活件重量累加后计算出压力
P=F/S=Mg/S=70 022 Pa=0.07 MPa。
式中,P 为压强;F 为公称压力;S 为单位受力面积,S=0.196 565 m2;M 为活件累加质量,M=1 404.48 kg;g 为重量加速度。
考虑到071 的O 形密封圈和072 挡圈的轴向摩擦阻力,即使假设阻力与上述承重件重量相当,即为1 404.48 kg(可以假设2 000 kg,实际摩擦力应远远小于这个数值)代入算式
P=F/S=Mg/S=99 712 Pa=0.09 MPa。
2.2 连杆与导柱的装配
半瓦内孔在加工时应按连杆配做,而且必须留出足够的研磨量,一般为0.10 mm。在保证研磨后连杆孔与导柱孔同心或连杆孔偏上的基础上,可用研具也可直接用连杆研磨半瓦内孔,待接触率合格后,装产品销。销子与连杆孔的下部间隙在转动灵活的基础上越小越好,而销子与连杆孔的上部间隙一定要≥0.1 mm,不合格时修连杆小铜套上部,而且两侧互差一定要≤0.02 mm,保证连杆在上行的时候销子受剪切力,而下行运动即冲压时销子不受剪切力。连杆、导柱、销轴成组做对应标记,严禁混装。
2.3 上横梁各齿轮的装配
需要注意两点:
(1)装轴的各孔一定要严格按图纸要求装配。由于设计要求间隙比较小,所以装配比较困难,但是严禁将孔磨大。修磨会导致节点中心偏移,以及齿侧隙不均匀。
(2)上横梁装中间齿轮的空间比较小,一旦装配后如果不拆卸就无法找到基准齿,所以基准齿一定要在未装配前做好不易被擦掉的明显标记。装配时一定要将基准齿对准确,不然会造成相位转角误差,而且无法进行相位齿轮调节。
2.4 离合器与制动器的装配
(1)内齿套(图5)与被动盘(图6)的冷装一定要注意。由于键槽的结构特殊以及键的配合面比较长,在冷装时一定要用四个工艺键插入相同的长度,或是用两个工艺键插入相邻的两个键槽内,不能插入对称的两个键槽内,如果插入了对称的两个键槽,则可能导致键槽不等宽,给后续配键造成麻烦。
(2)离合器进气结合,排气脱开。制动器进气脱开,排气制动。即要求在结合过程中,制动器先脱开,离合器后结合,在制动过程中,要求离合器先脱开,制动器后制动。其调整可通过各自管路上的单向节流阀来改变进、排气量,即加快或延缓各自的动作时间,以达到离合器制动器的相互协调。
(3)湿式离合器的装配应用。湿式离合器的装配主要注意两点:一是装配时一定要保证各部的配合和密封,不然在离合器工作时起控制作用的高压油容易串入冷却油当中;二是离合器摩擦盘和制动器摩擦盘一定不要装反。
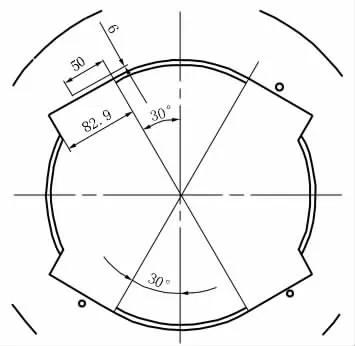
图5 内齿套Figure 5 Inside rack sleeve
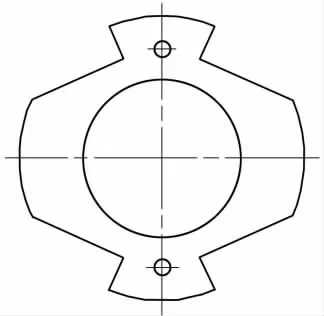
图6 被动盘Figure 6 Passive disc
3 滑块精度的影响因素
(1)节点偏置。
(2)相位转角误差。
(3)曲柄长度误差。
(4)连杆长度误差。
(5)上横梁、底座、滑块、移动工作台的加工精度以及各个轴的间隙和齿侧隙都会引起滑块底面不平行,经计算发现滑块的运动曲线是一条正弦曲线,节点偏置和相位转角误差在90°和270°时最大,所以通过调整90°和270°时相位即可。
相位调整过程是:平衡缸气压给定额定值,过载保护打开;滑块闭合高度调到中间位置,滑块与导柱连接留约5 mm 距离,用量块精确量出;压表确定下死;消除各部间隙,自由状态下调滑块底面平行度≤0.05 mm 后,微动滑块到90°和270°开始测量,如图7 相位数值测量图所示;调相位齿轮和导套至滑块下底面平行。最终精度计算公式为:

式中,A、B、C、D 分别为偏心体转到90°时滑块下四点数值;A1、B1、C1、D1分别为偏心体转到270°时滑块下四点数值。
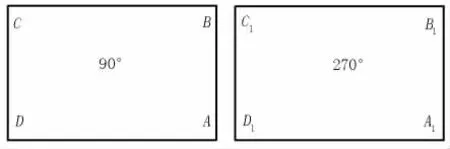
图7 相位数值测量图Figure 7 Drawing of phase values measurement
4 润滑系统
润滑系统是由单独的一个齿轮泵向系统供油,通过双过滤器向润滑系统供油。油先到递进式分配器,然后向各个润滑油口供油。在开动压力机前必须先检查每个润滑油口是否得到油,并且出口量是否达到设计的要求,合格后才能开动压力机。
5 结语
综上所述,压力机核心部件的加工与装配以及调试方法都有严格的要求,应该按规程仔细操作,否则会直接影响到压力机调试效率及质量,甚至影响到压力机整体的使用寿命。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
装备制造技术(2020年2期)2020-12-14 03:09:26
电镀与环保(2017年6期)2018-01-30 08:33:37
工业设计(2016年11期)2016-04-16 02:48:32
设备管理与维修(2016年6期)2016-03-16 02:21:54
制造技术与机床(2015年10期)2015-04-09 07:05:42
机械工程师(2015年9期)2015-02-26 08:38:12
机械工程师(2015年10期)2015-02-02 01:14:36
客车技术与研究(2014年5期)2014-02-28 08:48:29
汽车与新动力(2012年5期)2012-03-25 10:09:45
