
大型卧式旋转喷雾淬火设备的研制
2012-11-18 13:30:34王玉林杨春旭梁景茹
中国重型装备 2012年3期
王玉林 张 剑 杨春旭 梁景茹
(中国中元国际工程公司,北京 100089)
大型卧式旋转喷雾淬火设备用于支撑辊差温加热后表面淬火,同时也可用于支撑辊或其它轴类件整体喷淬调质处理。为了满足5 m 轧机支撑辊的制造要求,我公司对大型卧式旋转喷雾淬火设备进行了设计研究,并装备在国内某重型机械制造公司,使用效果良好。
1 卧式旋转喷雾淬火设备主要技术参数
主要技术参数见表1。
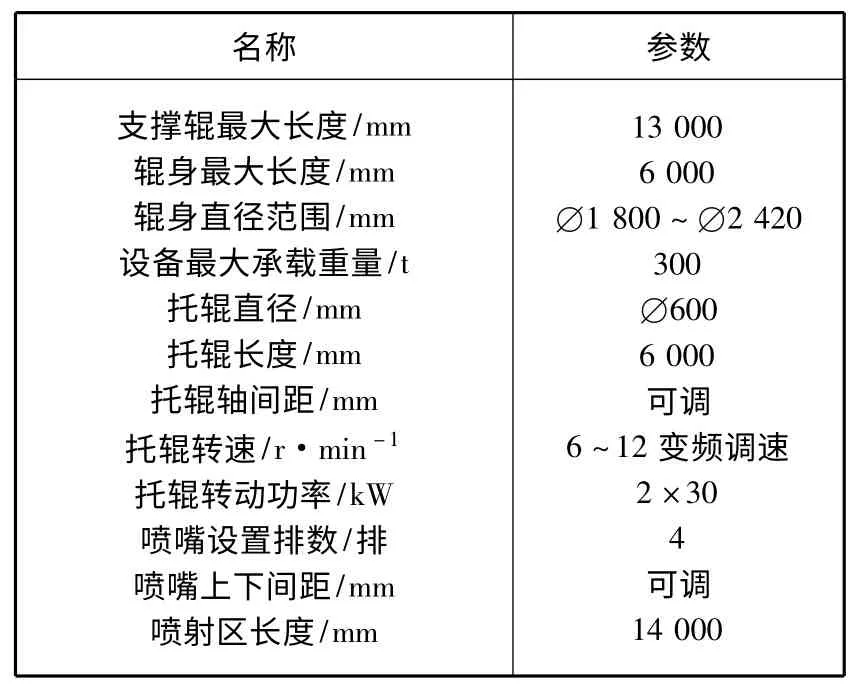
表1 卧式旋转喷雾淬火设备主要技术参数Table 1 Main technical parameters of horizontal rotary spray quenching equipment
2 大型卧式旋转喷雾淬火设备的结构特点
卧式喷雾淬火设备主要由可转动、移动的托辊系统,可上下移动、左右移动的喷淬系统,及设备的自动控制系统组成。
2.1 托辊系统
托辊系统的总体结构为坑式,由两组托辊、托辊转动机构、托辊轴间距调整机构及支撑辊轴两端定位装置等组成。
支撑辊在冷却过程中保持连续低速转动,并具备间歇转动、点动功能。为防止支撑辊轴向窜动过量,采取托辊正反转交替运转,以此方式循环,转动时间根据具体情况在工控机上设定。同时两侧均设有可调节式行程开关,用以监测工件位置。当支撑辊窜动至设定位置时,驱动机构反转。
2.2 喷雾系统
喷雾系统由升降平移旋转机构、喷雾管路、过滤装置组成。卧式旋转喷雾淬火设备可实现喷水、喷雾、喷风工作模式,各种模式均可覆盖整个工件。
喷雾选用雾化均匀、抗污染、抗波动性能强的、质量可靠并具有手动调节喷射角度并锁紧的雾化喷嘴。喷嘴的材质为不锈钢。喷嘴喷出的水或雾或风均为扇面状,喷到工件上有部分重叠,保证了工件冷却的均匀性。为满足不同规格支撑辊的需要,要求喷嘴上下行程可调,每侧车架可相对辊子(工件)径向距离可调,调节方式为电动推杆推动,每侧由2 个电动推杆驱动。
在总供水管路上设有磁性水过滤器和“Y”型过滤器两级过滤装置,过滤水中的铁锈和其他杂质,保证水的循环使用。在供气总管路上设有空气过滤净化装置,过滤压缩空气中的杂质,防止喷嘴堵塞,失去控制。在供水管路上设置有电动调节阀和压力传感器,调节供水压力和流量;在供气管路上同样设置电动调节阀和压力传感器,以调节供气的压力和流量,实现喷雾、喷水、喷风的自动控制和调节,实现工艺设定的需求。
2.3 计算机控制系统
用一个上位工控机,同时采用一用一备的冗余方式。设计采用PLC 控制系统实现分散控制,集中管理。同时设置手动和自动控制方式,确保生产过程的安全、可靠。
上位管理——由高性能的工控机和打印设备组成。配有工业控制的专用软件,主要完成对工艺设备运行状态的监视和报表打印的功能(其中包括:系统总貌的动态运行显示、各热工参数的显示、重要参数的历史曲线显示、报警画面显示、各种报表显示等)。报警值的修改及重设,调节阀的远程手动操作,流量的计算,系统数据的存储(其中包括:生产过程中有关日期、班次、人员、工件、材料等)。同时可根据设备和用户的需求情况调整喷雾的分段、分区控制,并提出优化的运行方案、制定节能控制的生产计划。
过程控制——由PLC、电源、通讯单元、各种输入及输出模块等组成。主要完成信号的采集、系统的控制及通讯。
现场操作——在电控盘上设置自动(切至计算机控制)和手动(切至就地控制)方式,且安装有维持工艺设备正常运行的必备的仪表。手动方式可脱离开计算机控制系统,在仪表柜及电控柜上直接对喷淬参数进行控制。
该系统具有良好的人机对话界面。可输入日期、班次、操作者、工件号、工艺编号、材料编号、工艺曲线等,并与过程参数记录相关联,便于日后检索,打印输出。过程显示界面可显示压缩空气和水的流量、压力与工艺值的偏差,调整状态。对上述界面及工艺实测参数,超限和故障报警指示及曲线可以随时打印和定时打印。并可长时间存在计算机内作为工作人员分析和查询用。
3 结论
这套大型卧式旋转喷雾淬火设备托辊最大承重300 t,托辊长6 m,喷淋区长14 m。工作过程中实现计算机控制,喷水量均匀可控,保证要求的支撑辊表面硬度,可满足6 m 宽厚板轧机支撑辊差温淬火工艺要求。2009 年投产以来,使用效果良好,取得良好经济效益和社会效益。
猜你喜欢
有色设备(2021年4期)2021-03-16 05:42:30
机械管理开发(2020年11期)2020-04-15 03:23:20
铁道通信信号(2020年12期)2020-03-29 06:22:00
山东冶金(2019年3期)2019-07-10 00:54:06
铜业工程(2018年6期)2019-01-07 07:17:16
制造技术与机床(2018年11期)2018-11-23 01:08:02
电子制作(2017年20期)2017-04-26 06:57:34
同煤科技(2015年2期)2015-02-28 16:59:14
自动化博览(2014年6期)2014-02-28 22:32:09
自动化博览(2014年4期)2014-02-28 22:31:15
