电铸硬千足金饰品变形问题探讨
2012-11-16 03:43:16袁军平李卫王昶黄宇亨
电镀与涂饰 2012年1期
袁军平,李卫,王昶,黄宇亨
(1.暨南大学材料科学与工程系,广东 广州 510632;2.广州番禺职业技术学院珠宝学院,广东 广州 511483)
【电铸】
电铸硬千足金饰品变形问题探讨
袁军平1,2,*,李卫1,王昶2,黄宇亨2
(1.暨南大学材料科学与工程系,广东 广州 510632;2.广州番禺职业技术学院珠宝学院,广东 广州 511483)
电铸硬千足金饰品具有成色高、硬度高、可佩戴、耐磨损、轻巧等特点,突破了传统千足金首饰品的局限,得到了市场的青睐。但作为薄壁中空铸件,在生产和使用过程中会遇到变形问题。本文从产品结构、壁厚、电铸液、电铸工艺条件、操作方法等方面分析了电铸硬千足金饰品产生变形的原因,提出了相应的解决措施。
饰品;硬千足金;电铸;变形;硬度
1 前言
传统千足金饰品有两大类,一是作为佩戴用的首饰,二是空心电铸件。前者由于硬度很低,难以满足造型复杂、花纹细致、镂空雕刻、镶嵌宝石等首饰加工工艺要求,在佩戴使用中饰品容易磨损变形而失去光泽。因此,大大制约了千足金饰品的艺术价值[1-2]。后者由于产品壁很薄,非常容易变形崩溃,因而只能作为摆设品[3],无法当作佩戴用的饰品。电铸硬千足金饰品是对传统千足金首饰和摆设件的一个突破,它具有如下特点[4-5]:
(1) 成色高。含金量超过99.9%,一般在99.92% ~99.95%之间,完全符合国家对千足金的成色规定。
(2) 硬度高。铸态硬度一般可达120 ~ 160 HV,相当于18K黄金的硬度,远远超过传统千足金的硬度。
(3) 可配戴。随着硬度大幅增加,饰品的抗变形性能提高,可作为首饰配戴,突破了传统黄金电铸工艺饰品只能作为摆件的老问题。
(4) 耐磨损。突破了传统千足金首饰质地软的限制,耐磨损性能远优于传统千足金饰品。
(5) 轻巧。采用中空电铸工艺,壁厚一般在220 μm以内,质量比同样外观、同样体积的传统千足金首饰大大降低。
然而,作为一项全新的工艺技术,电铸硬千足金饰品常遇到各种问题,给生产和使用带来了困扰。这其中,尽管硬千足金的强度可以得到大幅提高,抗变形能力明显优于传统的千足金饰品,但它毕竟是薄壁中空铸件,而生产过程中出于装饰方面的要求,常需要进行脱芯、打磨、车花、喷砂、钉砂等各种表面处理,且饰品主要用于日常佩戴,因此在生产和使用过程中还是可能遇到变形问题。为此,有必要对电铸硬千足金饰品的变形问题进行探讨。
2 千足金饰品变形的影响因素
2. 1 产品壁厚
作为空心铸件,壁厚是保证强度的基本因素。对于某种确定的电铸液体系,铸件的抗变形性能在很大程度上取决于壁厚。厚壁件的抗变形能力优于薄壁件。实践证明,电铸件壁厚在140 μm以内较易发生变形。因此,要获得足够的抗变形性能,各种电铸液体系一般都要求壁厚达到160 μm以上。如果确实需要将壁厚控制在低限,就需要在电铸件的结构方面进行改进。当然,壁厚也并非越厚越好。一是出于经济方面考虑,壁厚过厚将增加金重,因此需要在满足使用性能的前提下,尽量控制壁厚;二是随着壁厚增加,电铸件表面的清晰度降低,特别是在一些精细的纹饰部位;三是当壁厚过厚时,电铸件的内应力显著增加,从而增加其脆性。因此,目前电铸硬千足金饰品的壁厚大都控制在220 μm以内。
2. 2 产品结构
产品结构是电铸硬千足金饰品时需要考虑的重要因素,它会影响电铸过程中的金属沉积方式及铸件承受外力的能力,因而会影响电铸件的抗变形能力。
根据电沉积理论,电铸沉积过程中壁厚的均匀性体现了铸件表面电流的分布特性。电流分布均匀,壁厚就较均匀[6-7]。电铸饰品结构会影响电流分布状况,在铸件尖角、棱边等部位的电流密度较高,容易出现电铸层烧焦或树枝状结晶,而在铸件凹陷、盲孔等部位的电流密度低,铸层厚度薄,甚至会出现穿孔现象。
不同的结构承受外来的能力不同,以图 1为例,如果铸件表面是没有弧度的光滑平面(图1a),当其面积超过1 cm2时,承受外力的能力就大大下降,轻轻挤压,中间就可能出现凹陷。
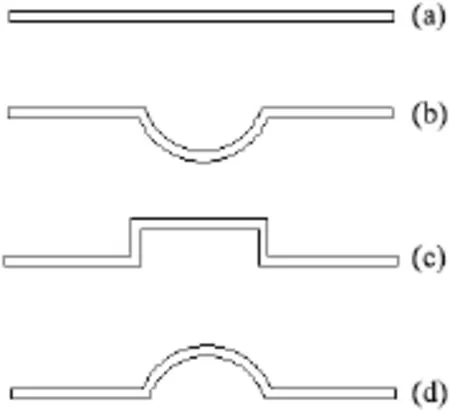
图1 表面结构对承受外力的影响Figure 1 Effect of surface structure on bearing of external force
图1b、1c和1d分别是改变后的结构。图1b是在平面中央形成凹陷,这种结构在一定程度上略微增加了承受外力的能力。但是当凹陷深宽比稍大时,可能在凹陷部位出现壁厚不足而发生破裂脱落的现象;图1c是在平面中央形成台阶凸起,这种结构对于承受外力几乎没有益处,甚至还更容易受挤压变形;图1d是在平面中央形成弧面凸起,这种结构大大改善了铸件承受外力的能力,壁厚也基本均匀。因此,在饰品结构设计时,必须考虑生产工艺的可行性和铸件的抗变形能力,因为并不是所有符合美学观点的饰品都能生产出来。一般优先采用弧面结构,但不同形状的浮凸,抗变形的能力也有区别。图2是3种面积相同但形状不同的表面凸起,而图 2a的抗变形能力就低于图 2b和图2c。

图2 表面凸起形状对承受外力的影响Figure 2 Effect of raised surface shape on bearing of external force
许多饰品的底部都是平面,且面积较大,为了增加其承受外力的能力,可以在原版的底平面上打出密密麻麻的小孔,使电铸出来的金货底面也形成这样的小孔,如图 3所示。这种结构可以明显改善平面的抗变形能力。

图3 为防止变形而打孔的饰品底平面Figure 3 Perforated bottom plane of a ornament for preventing deformation
当饰品比较大时,可采取多处镂空的办法,如图4所示。这种结构除可形成特别的装饰效果外,对抗变形性能也是有利的。

图4 饰品表面多处镂空防止变形Figure 4 Hollowing out on the surface of an ornament for preventing deformation
2. 3 电铸液
就行业内现有硬金电铸工艺而言,主要有氰化电铸和无氰电铸两大类别。后者大多是亚硫酸盐体系。不同电铸液体系的致硬机理可能不同,在电沉积方面的表现也不同,因此电铸件性能上也有一定区别。为获得纯度高、硬度高、均匀性好的硬千足金电铸件,要求电铸液具有良好的分散性、覆盖性和稳定性,而且电流效率高,电铸层结晶细小致密。电铸液的分散性能是使电铸层厚度分布均匀的能力,它主要由电铸件表面电流分布的均匀性决定,而电解液本身的特性是影响电流分布的一个基本因素。电铸液的覆盖性能是使复杂铸件深凹处沉积电铸层的能力,主要受基体本身的性质和表面状况影响[8]。
氰化物电铸硬千足金工艺是在传统氰化物电铸纯金基础上改进而来,这类电铸液具有较强的阴极极化作用,形成的配合物稳定常数大,在电铸过程中释放金属离子的速度均匀,电铸液的分散能力、覆盖能力和稳定性都比较好。但这种工艺对环境影响恶劣,属于明令限制采用和终将淘汰的工艺,而且在电铸过程中还可能遇到电流效率逐渐下降的问题,不利于获得厚度、硬度都均匀的铸层,因而也不利于电铸金件的抗变形性能。无氰电铸工艺以亚硫酸盐铸液体系为主,它是近年来在传统亚硫酸盐电镀液基础上开发的新工艺,具有较好的分散能力和深镀能力,电流效率高,所得镀层细致光亮,沉积速度快,有利于提高电铸饰品的抗变形能力。但是,当前的亚硫酸盐电铸工艺还存在稳定性不足、产品缺陷较多、生产成本高的问题。
2. 4 电铸工艺条件
电铸层厚度的均匀性除取决于电解液本身的性能外,还与电铸工艺条件密切相关。同种电铸液采用不同的工艺条件时,所得结晶层的致密度和壁厚均匀性会有差别,也会影响电铸金件的抗变形性能。
影响较大的电铸工艺条件包括:
(1) 几何因素。包括电极和电铸槽的尺寸及形状,阴极和阳极间的距离以及相对排列和布置等。
(2) 工作温度。它会影响允许电流密度上限、电铸层外观色泽及结晶组织。温度过低,铸液分散能力差,铸层不均匀;温度过高,电铸金件结晶粗糙,甚至使以蜡质或低温合金芯模发生软化变形。
(3) 阴极电流密度。它对上铸速度、外观色泽和结晶质量都有明显影响。过低时结晶较粗,过高时局部易烧焦或形成树枝状结晶。
(4) 基体表面状态。如洁净程度和粗糟程度会影响电铸层在阴极表面的分布,特别是对覆盖能力有较大的影响。基体不洁净时,包括锈蚀物、油污、钝化膜及被其他物质污染等,这些部位沉积金就要比洁净部位困难,严重污染的部位甚至可能没有金属沉积。
2. 5 操作方法
电铸硬千足金工序过程比较繁杂,电铸件出缸后需要进行一系列的后处理,包括脱芯、执模、表面处理等。
2. 5. 1 脱芯处理
脱芯是利用高温使低熔点芯模熔融脱除。无论是蜡质芯模还是低温合金芯模,其受热膨胀与金层有差别。因此,要求在电铸件合适部位开设足够尺寸和数量的溢流孔,使熔融的蜡液或低温金属液能及时排出而不至于堵在内腔,使电铸件膨胀变形。为此要严格控制脱芯的温度和时间。对于低温合金芯模,一般控制温度在180 °C,时间30 min左右,待合金熔化后就利用震动将其震出。温度过高时,芯模有可能出现沸腾汽化,电铸金层也可能受热变软,导致电铸件变形甚至报废。
2. 5. 2 执模处理
电铸金件难免出现孔洞、砂眼等缺陷,需要在执模阶段对其进行焊补修复。对于分件生产的产品,如吊坠和吊耳,还需要进行扣合焊接。此阶段必须借助激光焊接设备,不能使用火焰焊接,否则电铸件整体经过高温加热后硬度将大幅下降,严重影响其抗变形能力。
2. 5. 3 表面处理
包括压光、喷砂、车花等工艺。压光是利用钢压及玛瑙刀用力在货件局部表面反复碾压,使其光亮似镜;喷砂是利用压缩空气携带砂粒冲击货件表面,使其形成哑光效果;车花是利用高速旋转的刀具在货件表面车出图案花纹。这些操作均在空心货件上进行,需要小心谨慎,否则也可能因磕碰、挤压等误操作而导致货件变形。
3 结语
电铸硬千足金饰品具有成色高、硬度高、可佩戴、耐磨损、轻巧等特点,突破了传统千足金首饰品的局限。但是,电铸硬千足金饰品作为空心薄壁件,在生产中可能遇到变形问题。引起其变形的因素主要有壁厚、产品结构、电铸液体系、电铸工艺条件和操作方法等。壁厚直接影响饰品的抗变形能力和重量,为保证饰品获得必要的强度,同时避免饰品过重,一般控制其壁厚在160 ~ 220 μm。产品结构会影响电铸过程中的金属沉积方式及饰品承受外力的能力,采用弧面凸起和平面钻孔方式可以改善饰品的抗变形性能。当电铸液和电铸工艺条件有利于稳定地形成细小致密、均匀一致的铸层时,也可以改善饰品的抗变形性能。在脱芯、执模、表面处理等后处理中,要注意避免饰品过热软化、磕碰挤压等错误操作而引起的变形问题。
[1] CORTI C W. Metallurgy of microalloyed 24 carat golds [J]. Gold Bulletin, 1999, 32 (2): 39-47.
[2] WRIGHT J C, CORTI C W. Strong 24 carat golds: the metallurgy of microalloying [C] // The Santa Fe Symposium on Jewelry Manufacturing Technology. New Mexico: Met-Chem Research Publishing Co., 1998: 27-34.
[3] 黄云光, 王昶, 袁军平. 首饰制作工艺[M]. 武汉: 中国地质大学出版社, 2010.
[4] 佚名. 欧标硬金比18K金更硬[J]. 中国贵金属, 2010 (8): 64.
[5] 杜中文. 首饰用千足硬金综述[J]. 超硬材料工程, 2010, 22 (2): 54-57.
[6] 陈钧武, 何士桓. 电铸原理与工艺[M]. 北京: 化学工业出版社, 2010.
[7] 郭文显, 袁军平. 工艺饰品表面处理技术[M]. 北京: 化学工业出版社, 2011.
[8] 冯立明, 王玥. 电镀工艺学[M]. 北京: 化学工业出版社, 2010.
Discussion about deformation problem of electroformed hard pure gold ornaments //
YUAN Jun-ping*, LI Wei, WANG Chang, HUANG Yu-heng
The electroformed hard pure gold ornaments have many advantages, such as high purity, high hardness, wearability, wear resistance, and handiness, which makes them favorable in breaking through the limitation of traditional pure gold ornaments and winning the market. However, for hollow thin castings, the problem of deformation during manufacturing and application is still encountered sometimes. In this paper, the reasons for deformation of electroformed hard pure gold ornaments were analyzed from aspects of product structure, wall thickness, electroforming bath, electroforming process conditions, and operation methods. Some relevant countermeasures were presented.
ornament; hard pure gold; electroforming; deformation; hardness
Jewelry Institute of Guangzhou Panyu Polytechnic, Guangzhou 511483, China
TS934.3; TG176
A
1004 – 227X (2012) 01 – 0026 – 04
2011–08–18
番禺区科技局资助项目(2010-Z-69-1);广州市教育系统首批建设创新学术团队项目(穗教科(2009)11号)。
袁军平(1969–),男,江西新余人,教授级高级工程师,主要从事首饰材料及生产技术研究。
作者联系方式:(E-mail) yuanjp@pyp.edu.cn。
[ 编辑:韦凤仙 ]
猜你喜欢
幼儿100(2023年15期)2023-05-04 09:03:58
幼儿100(2023年11期)2023-03-23 01:53:12
幼儿100(2022年14期)2022-05-14 01:28:58
小火炬·智漫悦读(2022年2期)2022-03-01 10:12:33
延河(2018年6期)2018-06-11 07:34:16
电加工与模具(2017年4期)2017-11-07 09:18:21
电镀与环保(2016年2期)2017-01-20 08:15:22
电镀与涂饰(2015年15期)2015-12-24 07:50:03
Coco薇(2015年11期)2015-11-09 12:23:06
材料工程(2014年4期)2014-09-14 00:44:50