
电磁热止裂与激光熔覆再制造研究
2012-11-13 06:40高中堂张敏华
锻压装备与制造技术 2012年2期
高中堂,张敏华
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西安航空职业技术学院,陕西 西安 710089)
电磁热止裂与激光熔覆再制造研究
高中堂1,张敏华2
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西安航空职业技术学院,陕西 西安 710089)
热作模具钢因承受较大的冲击力且反复加热和冷却,容易产生表面裂纹。本实验利用电磁热效应理论,采用脉冲放电使裂纹尖端钝化形成焊口而止裂。继而采用激光熔覆修复方法填平裂纹,最终达到热作模具钢止裂并修复的目的。
机械制造;电磁止裂;激光熔覆;脉冲放电
1 引言
绿色再制造是当前工业领域实现经济循环发展模式的重要技术途径。而裂纹止裂与再修复是绿色再制造的重要手段之一。裂纹止裂与再修复在航空航天、船舶、核工业、供电设施、石油机械等领域具有广泛需求。电磁热止裂[1][2]、激光表面熔覆等技术成为当今世界新兴的裂纹止裂方法。
本文另辟蹊径,通过理论及其数值模拟对裂纹尖端放电和激光熔覆两种情况下的温度场、应力场进行了分析。进而得出放电止裂后进行激光修复,不仅可以防止裂纹进一步扩展,而且可以对已有裂纹进行修复。电磁热止裂与激光熔覆技术相结合,其修复后的试件性能优于原试件,是修复金属构件的有效手段。
2 试件脉冲放电止裂研究
放电止裂的原理是向带有裂纹的导体中通入垂直于裂纹方向的电流,由于裂纹的存在导致了电流的集中和绕流,电能转化成热能,从而使材料温度升高。这种效应会使裂纹前缘附近小范围内组织强化加热,足以达到使材料熔化的程度。随着温度的升高,裂纹前缘处的曲率半径可以增大2~3个数量级,并且局部迸发爆炸形成焊口。从而可以减小甚至消除裂纹前缘处的机械应力集中,而且在裂纹前缘处会产生相当大的热压应力区。这就意味着可以利用电磁热原理遏制裂纹扩展、抑制形成裂纹主干线的势能源,从而达到有效遏制裂纹扩展的目的。
热作模具钢的试件如图1所示。用线切割切取试样,同时通过线切割得到预制裂纹。对带有裂纹长度为a、厚度为2h的板条状试件进行理论分析。

图1 试件修复前的宏观形貌
2.1 放电止裂裂纹尖端应力场的确定
裂纹尖端附近的应力分布表达式为[4]:

式(1)、(2)从理论上证明了电磁热效应在裂尖处形成焊口的同时,也形成了抑制裂纹扩展的压应力场。此应力场在防止裂纹进一步扩展中起到重要作用。
2.2 裂纹尖端应力场的数值模拟
试件如图2所示。
45钢常温下的参数如下:电导率σ=0.63×107(Ω·m)-1;热传导系数 λ=39.4W/m·℃;表面放热系数α0=40W/(m2·℃);密度ρ=7.8×103kg/m3;线胀系数α=11.6×10-6℃-1;比热 C=468.9J/kg·℃;电阻率 ρ=13.2×10-8Ω·m;弹性模量 E=2.09×1011Pa;泊松比 μ=0.26;屈服强度355MPa;切变模量G=80.8GPa;钢的熔点1515℃。
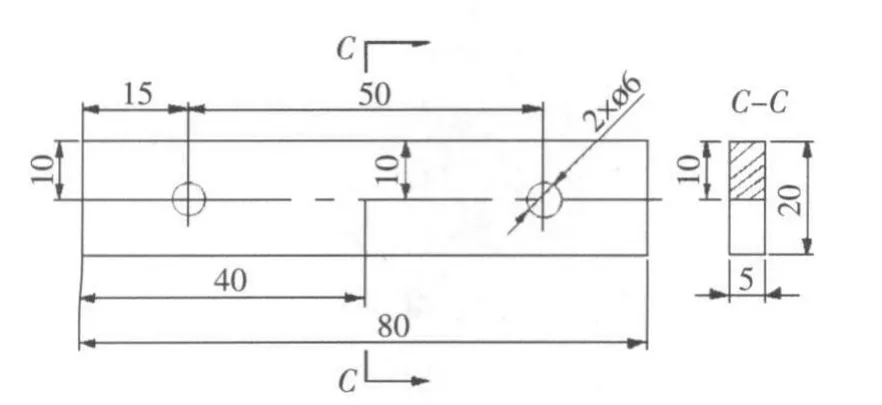
图2 试件图
在放电瞬间,试件的裂纹尖端温度急剧变化。放电过程是个复杂的瞬态过程,放电过程因高压脉冲电流的绕流作用,在裂纹尖端处材料经历升温、熔化、凝固、冷却以及热膨胀、弹性变形、塑性变形等复杂热力过程。所以对放电应力场的分析为简化的多场耦合分析,即热力学温度场通过热应力对热力学应力场产生影响。因此对构件残余应力分析前要对温度场进行分析,图3为裂尖周围温度分布等值线图。

图3 裂纹尖端温度场的等值线图
由图可知,裂纹尖端温度最高,裂尖周围温度基本成对称分布且温度值依次递减。可见裂纹的存在导致通入导电材料电流绕流所产生的集中效应非常明显,裂纹尖端温度附近达到1720°,超过材料的熔点。模拟与实验以及理论计算结果吻合较好。
以下应用ANSYS对应力场进行数值模拟。由于构件放电后产生的应力场为对称分布,为便于观察,而把构件沿裂纹方向截取一半图形显示应力分布图。
由图4可见,止裂后在裂纹前缘处同样出现的是三向残余压应力场[4]。比较图 4(a)、(b)、(c)还可知:对于空间裂纹,同样是在垂直裂纹的x方向即裂纹容易被撕开的方向其残余压应力最大。金属构件裂纹止裂后试件的抗拉强度显著提高,甚至提高达12%以上,正是放电后裂纹尖端存在压应力作用所致。可见,脉冲放电电磁热止裂后不但裂纹尖端钝化,而且在裂纹尖端处形成了三向残余压应力场,在这两方面双重作用下裂纹的抗裂性能会明显提高。放电止裂起到了防止裂纹扩展的作用,为下一步裂纹的修复奠定了基础。

图4 裂纹前缘处的残余应力分布云图
数值模拟结果与理论分析结论完全一致,可见放电止裂对防止裂纹的进一步扩展起到了重要作用。
放电止裂后试件的宏观形貌如图5所示。对比图1、5可见裂纹尖端钝化,由图5中光学显微镜下观察可见,脉冲放电时裂纹尖端有白亮层组织产生。这是因为在放电瞬间完成了奥氏体的形成和转变过程,使奥氏体细化而得到了隐晶马氏体组织。而超细化的马氏体组织使裂尖处获得极高的强韧性,所以起到了裂纹扩展的作用。

图5 试件放电止裂后裂尖钝化形貌
3 放电止裂后的激光修复
放电止裂已经为激光修复创造了先决条件。目前可采用的修复技术[5]有电镀、电弧、火焰堆焊、热喷涂(火焰、等离子)等,几种方法各有优缺点。电涂镀技术存在涂层结合强度与本体结合强度不足的问题;堆焊技术和热喷涂技术热影响面大,易造成整个部件的变形;而激光熔覆技术能有效克服上述缺点,即不产生大的热影响区和热应力,也不会使其结合强度、硬度等指标受到影响,且形成的新合金表面有良好的耐磨、抗腐蚀性能以及有较高的硬度。经过对几种修复技术最终比较,激光修复对模具钢修复效果最好。模具钢激光熔覆的主要目的是把裂纹进行填平进而达到修复的目的,而止裂与激光熔覆相结合的方法是模具钢修复的新技术。
3.1 激光熔覆原理及特点
激光熔覆[6]是通过在基体材料表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝,使基体与熔覆层形成良好的冶金结合的方法。
激光修复相对传统修复相比有以下优点[7]:熔覆热影响区小,不破坏基材的力学性能;工件变形小,一般可忽略不计;层晶粒细小,结构致密,所以其硬度一般相对比较高,耐磨损、耐腐蚀等性能也比较好。
3.2 止裂后激光熔覆
考虑到裂纹细小而熔覆要求较高,修复裂纹的熔覆采用沿裂纹方向四道熔覆,送粉方式采用同轴送粉,激光熔覆工艺参数根据实际情况待定。本实验熔覆为基体预热到200℃时进行。利用ANSYS进行激光熔覆应力场的数值模拟。
激光熔覆也是多场耦合问题。首先确定熔覆的温度场分布。基体上表面任一时刻激光光斑等温线分布情况如图6所示,x方向为激光熔覆方向,y方向为激光熔覆垂直方向,由此可以看出热源温度分布。

图6 基体上表面等温线分布图
图6给出了激光熔覆时的热源分布情况,形成准稳态温度场[8],以热源温度最高,逐渐向外扩散,靠近热源处温度变化较大。
因熔覆时应力分布复杂,现定义沿激光熔覆方向为a方向即建模时的x方向,本文只给出沿a方向的应力分布图。因采用四道熔覆,任意选一道熔覆中的代表性的点C为研究对象,四道熔覆中不同时间沿熔覆方向的应力分布图如图7所示。
图7为C线上沿x正方向,不同时刻的应力变化图。图中显示的是每道熔覆完成时的C线上σx温度分布情况。从图7中可以看出,第一道熔覆完成,应力由零迅速上升为较大的拉应力(约600MPa);之后σx基本保持恒定,约600MPa;当到达熔覆末端,σx迅速转变为压应力。熔覆其余三道与熔覆第一道情况基本相似,只是由于渐渐远离熔覆位置,C线上温差变化小些,故应力最大值越来越小,直到熔覆完成时,C线上σx基本保持在400MPa左右。

图7 C线上不同时刻应力变化图
熔池处由于材料熔化,近似为零应力状态。随着熔池的移动,熔池附近为压应力,沿激光扫描反方向逐渐过渡至已熔覆位置的拉应力。材料空冷时,残余应力明显增大。基体和熔覆层结合面上残余应力最大,最容易开裂。
4 结论
(1)本文通过理论分析和数值模拟相结合,充分说明了带有裂纹的金属构件经脉冲放电后,裂纹尖端钝化减少了应力集中,脉冲放电瞬间在裂纹前缘出现了强大的热压应力场,可阻止裂纹放电瞬间的开裂倾向。通过激光修复使试件机械性能达到原有水平。
(2)空间裂纹因激光修复后变成全埋藏裂纹,两手段相结合的方式可以防止激光修复后的全埋藏裂纹进一步扩展。
(3)从理论角度和数值模拟证明了这种新型修复方法的可行性。放电止裂与激光修复相结合的研究在国内外刚刚起步,只要能够把两种手段有效地结合起来,应用前景非常广阔。
[1] 白象忠,胡宇达.磁弹性、热磁弹性理论及其应用[J].力学进展,1996,(3):23-25.
[2] 白象忠,胡宇达.电磁热效应裂纹止裂的研究[J].力学进展,2000,(4):89-102.
[3] 胥红敏,白象忠.单边裂纹尖端应力场复变函数解[J].力学期刊,2002,(3):56-60.
[4] 夏卫明,骆桂林,嵇宽斌.ANSYS优化算法的研究及其在液压机优化设计中的应用[J].锻压装备与制造技术,2010,43(2):43-47.
[5] 邹 辉.利用激光熔覆技术修复齿轮[J].制造工艺,2006,(6):20-24.
[6] 邱星武,李 刚,邱 玲.激光熔覆技术发展现状及展望[J].稀有金属与硬质合金,2008,36(3):54-66.
[7]沈燕娣.激光熔覆工艺基础研究.上海海事大学硕士学位论文[M].2006:7-13.
[8] 张晓燕,许树勤,刘应忠,张宏亮.耐腐蚀高颈法兰胎膜锻成形的数值模拟[J].锻造装备与制造技术,2009,43(2):69-71.
Research on electromagnetic heat anti-crack and laser cladding repair
GAO Zhongtang1,ZHANG Minhua2
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi'an 710072,Shanxi China;2.Xi'an Aeronautical Polytechnic Institute,Xi'an 710089,Shanxi China)
The hot die steel contacted is easy to produce surface cracks with higher impact and repeated heating and cooling process.By use of electromagnetic heating effect theory,the impulse discharging mode has been adopted to passivate the crack tips into welded joints to stop the cracking.Then laser cladding repair method has been taken to fill the cracking.Finally the hot die steel has been arrested and repaired.
Electromagnetic anti-crack;Laser cladding;Impulse discharging
TG113.26
B
1672-0121(2012)02-0070-03
2011-11-17
高中堂(1984-),男,硕士在读,主攻强化与再制造技术研究
猜你喜欢
护理实践与研究(2021年6期)2021-04-22
模具制造(2019年7期)2019-09-25
四川冶金(2018年1期)2018-09-25
科学中国人(2018年8期)2018-07-23
凿岩机械气动工具(2017年1期)2017-05-17
中南大学学报(自然科学版)(2016年2期)2017-01-19
焊接(2016年9期)2016-02-27
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12
断块油气田(2014年5期)2014-03-11
城市道桥与防洪(2014年11期)2014-02-27
