
双动铝挤压机液压定针控制技术
2012-11-13 06:40韩泓
锻压装备与制造技术 2012年3期
韩 泓
(太原重型机械(集团)有限公司 技术中心,山西 太原 030024)
双动铝挤压机液压定针控制技术
韩 泓
(太原重型机械(集团)有限公司 技术中心,山西 太原 030024)
介绍了双动卧式铝挤压机液压定针系统的结构、工艺流程及其自动控制系统。该控制系统响应快,定针精度高,具有很高的可靠性。目前该液压定针控制系统已应用于实际生产,定针控制精度≤1mm,完全满足工艺要求,对后续同类产品的设计起到了借鉴作用。
机械设计;液压定针;控制系统;铝挤压机
管材挤压加工有许多突出优点:降低原材料消耗;与切削加工相比生产率可大幅度提高,在挤压变形后,金属材料的晶粒组织更加致密;由于挤压成形时的纤维组织不破坏,使挤压件的强度明显提高。由于挤压可节省材料和加工工时,因此必然降低生产成本;热挤压加工一些形状复杂的对称零件,效果特别明显;可以获得较高的尺寸精度和表面精度[1][2]。
现在市场上对无缝管材需求量极大。合格的无缝管材要求管壁厚度精度高、内壁表面质量好,因此生产无缝管材对设备定针系统要求极高[3]。目前100MN双动卧式短行程前上料铝挤压机的液压定针系统试车成功,该液压定针控制系统响应快,定针控制精度≤1mm,具有很高的可靠性,完全满足工艺要求,对后续同类产品的设计起到了借鉴作用。
1 液压定针系统的结构
穿孔系统的结构如图1所示,采用穿孔缸内置穿孔梁外置系统,配有先进的中心机械定针系统,允许穿孔针和挤压杆之间无应力的相对移动。穿孔针定位采用液压方式,把穿孔针尖固定在挤压模具前端。穿孔系统的结构适用于管材挤压的随针工艺和定针工艺,可方便调整穿孔针精度。

这种结构的优点:
①穿孔缸沿主柱塞中心导向,穿孔和挤压在一条直线上进行。
②穿孔机可以进行浮动穿孔和固定穿孔。
③固定穿孔操作依靠电液控制定位,可以确保穿孔针尖在模具内的精确定位。
2 液压定针系统的工艺流程
液压定针系统采用挤压杆将空心锭镦粗定位后,从挤压筒后部上挤压垫的上垫方式。
供锭器将加热好的坯锭送到挤压中心位,挤压杆前进,顶料,供锭器返回。挤压筒套料、闭合和锁紧,挤压杆将空心锭镦粗定位。挤压杆返回,供垫机械手将挤压垫送到挤压中心,挤压杆将挤压垫推到挤压筒内部顶住坯料。接着,穿孔针从空心挤压垫中穿过,到达定针带,穿孔缸前后腔同时加压,开始定针。充液阀关闭,挤压循环开始。图2为液压定针系统工艺流程图。
3 液压定针系统自动控制
挤压时流动的金属和模具之间存在着接触摩擦力,其中挤压筒上的摩擦力对金属流动的影响尤其大。当挤压筒内壁上的摩擦力很小时,变形区范围小且集中在模孔附件,金属流动比较均匀。而当摩擦力很大时,变形区压缩锥和死区的高度增大,金属流动则很不均匀,产生很大的附加应力,这是造成金属制品扭拧、弯曲等缺陷的主要原因。铝合金型材高温正挤压的时候,由于工件与模具具有十分强烈的粘结作用,会产生很大的接触摩擦力,此应力近似相当于金属的剪切屈服强度,这将使工件的表面层和中心层之间剪切变形量产生很大的差异,从而加剧了金属流动的不均匀性,所以铝合金挤压要调整金属的流速,以便得到较为均匀的流速[4-6]。
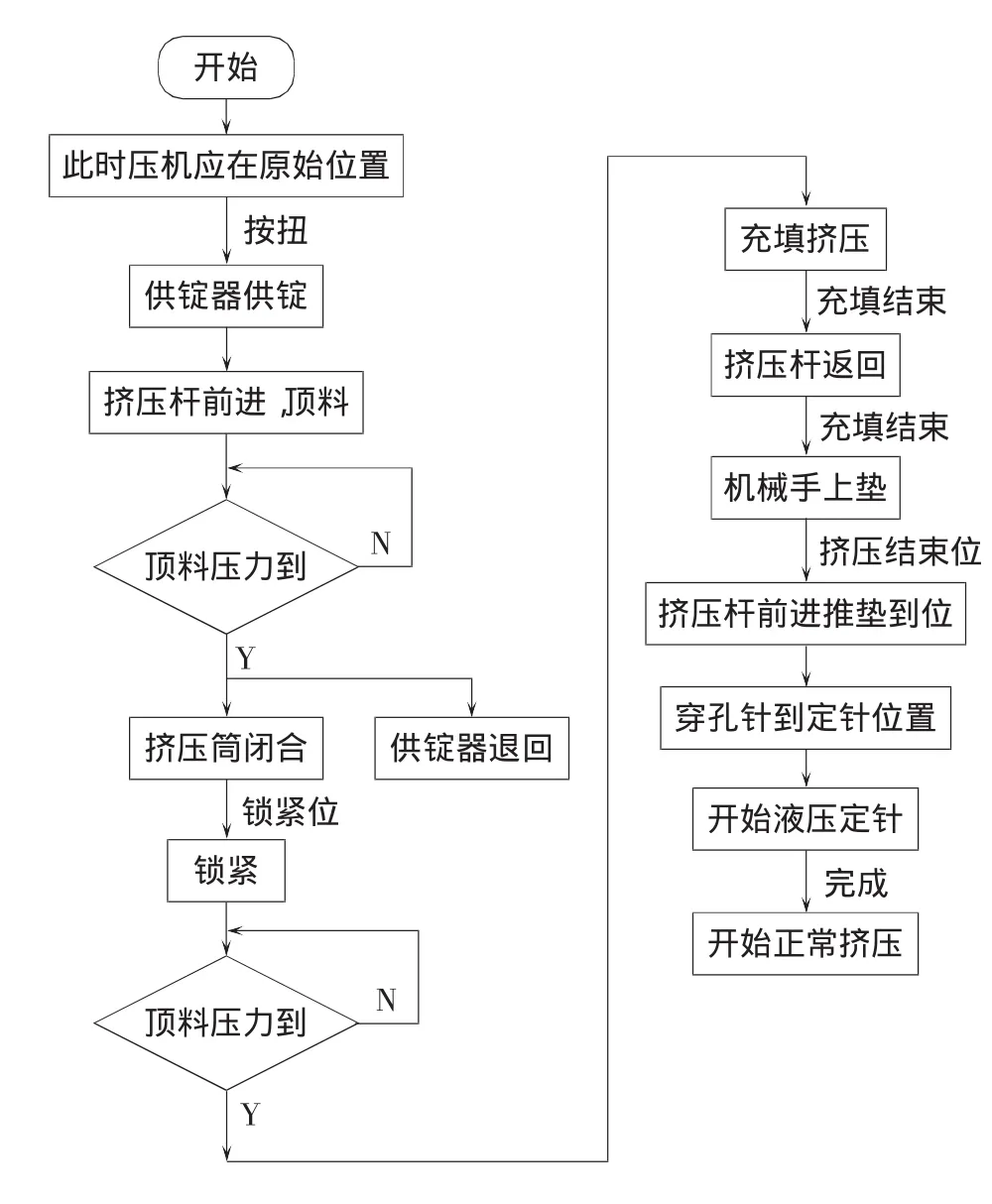
图2 液压定针系统工艺流程
液压定针自动控制系统采用工业控制计算机和工业可编程序控制器(PLC)两级控制,PLC选用西门子S7 400/ET200M系列可编程序控制器。
压力检测设置压力传感器,分别对挤压杆主缸和穿孔缸前后腔的压力进行检测,检测信号转换为4-20mA的模拟量信号,通过模拟量输入模块传入CPU。实际压力值在上位机触摸屏上显示。
液压定针时,首先穿孔针从空心挤压垫中穿过,到达定针带,然后穿孔缸前后腔同时加压,保持定针状态,挤压杆开始挤压。此时挤压杆按设定的挤压速度向模口移动,穿孔针相对于挤压杆按相同的速度反方向移动,穿孔针针尖固定在挤压模具前端保持不变。
3.1 位置控制
液压定针时,要求穿孔针相对模具的位置与定针设定位置保持一致。在实际挤压过程中,由于挤压筒温度、铝锭温度、铝锭材质和变形率等不同,导致挤压时流动的金属与穿孔针的摩擦力会发生变化,这种变化会影响穿孔针相对于挤压杆的反向移动速度,从而使穿孔针相对模具的位置发生变化。此时,需要进行液压定针位置控制[7]。
液压定针的位置控制是通过穿孔针位置的检测信号与定针位置设定参数相比较,控制穿孔针液压系统的动作来实现。液压定针位置控制的驱动油源由穿孔变量泵提供。通过控制穿孔变量泵输出,即控制变量泵的偏角,就可以控制穿孔缸液压油的进给量,从而决定液压定针位置控制的响应速度。
液压定针系统的位置检测选用拉线式绝对值光电编码器,分别对挤压杆和穿孔针的位置进行检测,检测信号通过SM338模块传入CPU,挤压杆和穿孔针实时位置在上位机触摸屏上显示。
绝对值光电编码器检测到的是挤压杆相对模具的位置和穿孔针相对挤压杆的位置。
穿孔针相对模具的位置=挤压杆相对模具的位置+穿孔针相对于挤压杆的位置。
液压定针位置控制框图如图3所示。
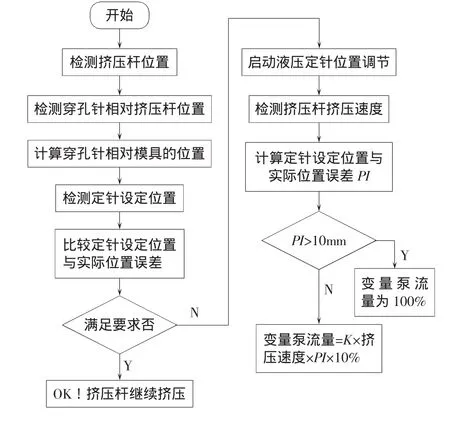
图3 液压定针位置控制框图
3.2 压力控制
液压定针挤压时,如果流动的金属与穿孔针之间的摩擦力超过液压定针力,那么穿孔针将在摩擦力作用下,随着金属流动向模具方向移动,液压定针的位置控制失效。如果不采取有效措施降低摩擦力,穿孔针将继续移动,直至穿孔针尖超过定针带最后撞到模具上,导致设备损坏,同时这种移动过程影响管材制品的内表面精度。因此,液压定针控制需要采用压力控制。
液压定针的压力控制是根据通过压力传感器检测穿孔缸前后腔的压力变化,当压力变化到设定值时,开始降低挤压速度,从而调节金属的流动速度,减少流动的金属与穿孔针之间的摩擦力,使该摩擦力小于液压定针力,液压定针位置控制可以有效控制定针位置。
液压定针压力控制框图如图4所示。
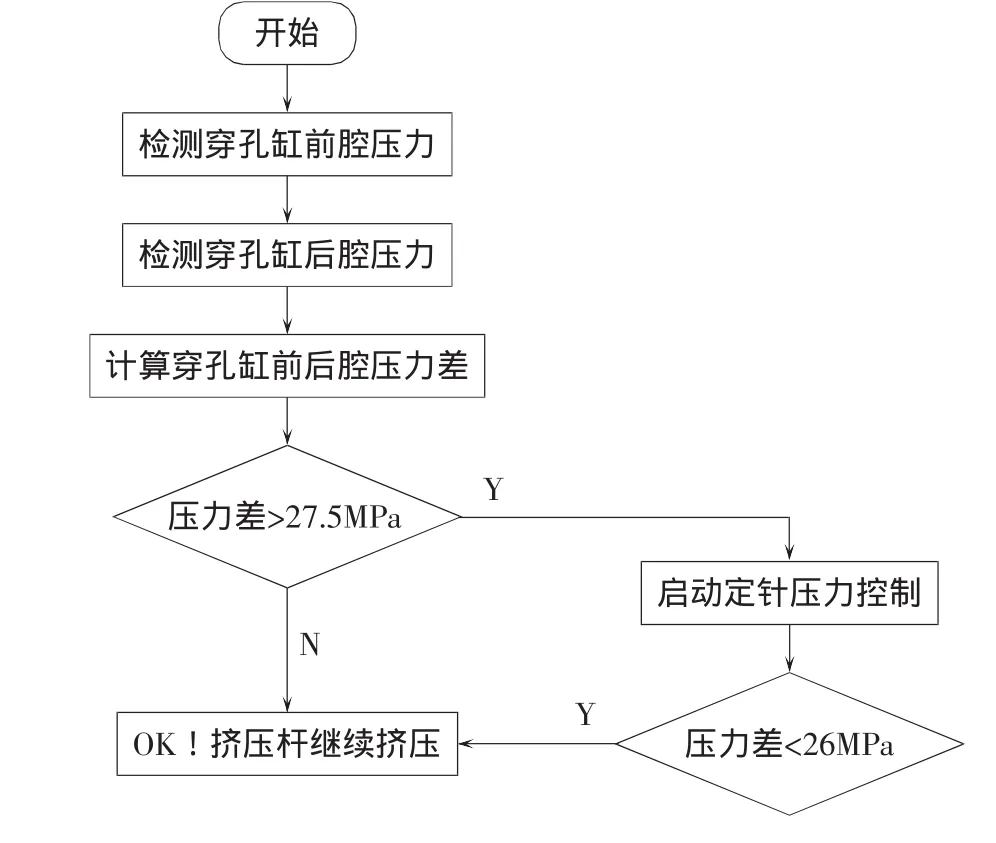
图4 液压定针压力控制框图
在100MN双动卧式铝挤压机液压定针控制中,当定针压力>27.5MPa时,按0.2mm/S的速率降低挤压速度,直到定针压力<26MPa时,挤压速度停止降低,保持稳定。当定针压力<25MPa时,按0.2mm/S的速率升高挤压速度,直到定针压力=27.5MPa或挤压速度到达设定时,挤压速度停止升高,保持稳定。
3.3 液压定针的控制保护
(1)定针位置保护
定针最小极限位置=定针设定位置-最大偏离距离
定针最大极限位置=定针设定位置+最大偏离距离
穿孔针相对模具的位置<定针最小极限位置或穿孔针相对模具的位置>定针最大极限位置时,挤压速度设定自动归零,控制穿孔针回到定针设定位置时,挤压继续。
(2)定针压力保护
穿孔缸定针压力到达设定保护压力后,挤压速度设定自动归零。
4 结束语
液压定针的精度问题一直是挤压机控制的一个难题。本控制方式以位置控制和压力控制同时参与的方式,提供了解决液压定针控制精度的思路。通过现场验证,这种控制方式有效解决了流动的金属与穿孔针之间的摩擦力过高时液压定针失败的问题,提高了液压定针的控制精度。同时液压定针的控制保护措施,避免了定针位置控制和压力控制超限,造成设备损坏或把管材挤成棒材的现象,现场反映效果很好。
[1] 张士宏,王忠堂,许 沂,等.管材挤压工艺分析及实验研究[J].金属成形工艺,2002,20(1):6.
[2] 王忠堂,张士宏,许 沂,等.镁合金管材挤压工艺及力能参数实验研究[J].沈阳工业学院学报,2001,20(4):66.
[3] 刘静安.铝合金挤压工业及技术装备发展现状与趋势[J].中国金属通报,2007,(41):8-11.
[4] 于沪平,彭颖红,阮雪榆.平面分流焊合模成形过程的数值模拟[J].锻压技术,1999,(5):8-11.
[5] 刘 伟.铝型材挤压过程数值模拟及模具参数优化[D].东南大学,2006.
[6] 魏 军.有色金属挤压加工技术的现状及其发展趋势[J].铜加工,2006,(4):6-18.
[7] 李东和.热挤压的一次成形技术概述[J].辽宁省交通高等专科学校学报,2007,9(1):41-43.
Hydraulic positioning control technology of double-action aluminum extrusion machine
HAN Hong
(Technical Center,Taiyuan Heavy-Duty Machinery(Group)Co.,Ltd.,Taiyuan 030024,Shanxi China)
The structure and technical process of the hydraulic positioning system for double-action horizontal aluminum extrusion machine have been introduced in the text,as well as the automatic control of the system.The system has quick response,high accuracy,and good reliability.Now the system has been applied in the production.The results show that the positioning accurate is not above 1mm,which can satisfy the process requirement and provide reference for the design of similar follow-up products.
Aluminum extrusion machine;Tube extrusion;Hydraulic positioning system
TG375+.9
A
1672-0121(2012)03-0071-03
2012-01-11
韩 泓(1972-),女,高级工程师,从事锻压产品电控设计
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
重型机械(2020年3期)2020-08-24
中医眼耳鼻喉杂志(2019年3期)2019-04-13
创新作文(1-2年级)(2016年4期)2016-05-14
中国卫生标准管理(2015年18期)2016-01-20
中国当代医药(2015年1期)2015-03-01
