焊接线摇杆部件焊缝强度校核及焊接工艺改进
2012-11-13 06:40:44阮兴家
锻压装备与制造技术 2012年3期
阮兴家
(一汽解放汽车有限公司 卡车厂,吉林 长春 130011)
焊接线摇杆部件焊缝强度校核及焊接工艺改进
阮兴家
(一汽解放汽车有限公司 卡车厂,吉林 长春 130011)
针对卡车厂焊装车间主焊线摇杆部件损坏状况,对各杆件和焊缝强度进行受力分析和强度校核,采用新材料和焊接工艺进行改进。改进后摇杆满足了正常工作强度要求。
机机械制造;焊接线;摇杆;强度校核;工艺改进
长春一汽解放公司卡车厂焊装车间机器人焊接线,是2004年从日本引进的生产线。焊接线中用于十三台驾驶室升降功能的摇杆部件,在摇杆的多处焊环形缝处和联接杆件经常出现撕裂现象,给卡车驾驶室焊接生产带来生产损失。通常的补救措施只能采取在原有焊缝处重复施焊以及在周围焊接加强筋等方法,以维持生产的进行。在原有摇杆无法继续修复的情况下,按照日本的技术文件在厂内复制了摇杆部件,但在投入使用不足一年,再次出现上述故障。这使得对摇杆部件的焊缝和零件强度产生怀疑。于是,对各构件材料和焊缝的强度依次进行校核,重新设定了零件制作条件和加工工艺,使摇杆部件整体强度满足了焊接线的强度要求,摇杆投入使用一年来,未出现异常问题。此项技术改进,为避免摇杆异常损坏和减少设备异常停机奠定了基础,提升了技术人员的材料强度校核能力,掌握了金属材料的焊接工艺要求,为我厂其他零件的强度校核和制定正确的焊接工艺起到了引领和示范作用,其经验可为我厂其他技术人员借鉴应用。
摇杆原材料为Q235,受力情况为拉伸力及扭转力矩,具体处理解决方法如下。
1 受力结构简图(图1)
图中,L2杆即为待计算摇杆中受力臂,有对称两根,L1为驱动杆。
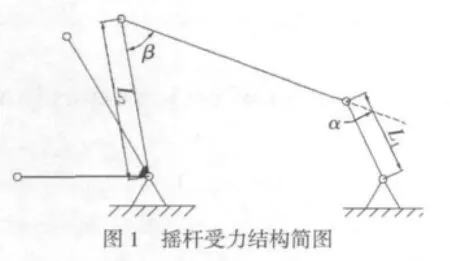
2 受力分析
电机带动L1绕底座旋转,传递电机经减速器输出转矩。经连杆传递力到L2,使摇杆受到转矩作用。为分析简便,现假设极限情况α和β都为90°,此时摇杆所受转矩最大。但是很明显,极限情况并不会出现,这样算出结果为绝对安全数值,可按此实行加工。
3 摇杆所受转矩计算过程
3.1 电机经减速器输出转矩T
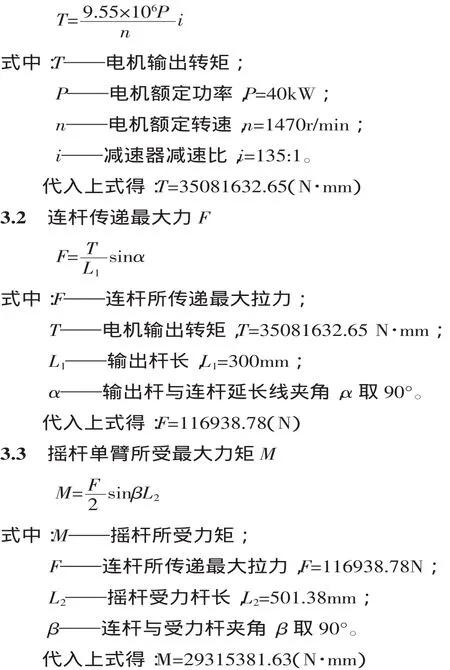
计算发现工件受力较大,焊缝强度不易保证。下面通过理论分析来解决焊缝经常损坏问题。
4 焊接工艺流程分析
为了更好地提高工件强度,现将工件材料选为16Mn。16Mn具有很好的可焊性,并且其抗拉强度也较Q235有提高。通过选择合理的焊条,运用适当的加工工艺流程,可以加强焊缝的强度。
4.1 焊条的选择
选用结 507(E5015-A1)焊条,该焊条具有良好的抗裂性和机械性能。结507焊条为碱性焊条,其药皮中含有较多的大理石和萤石,并含有较多的铁合金作为脱氧剂和合金剂,焊接时大理石分解成CaO和大量的CO2作为保护气体。这些保护气体可以有效减少焊缝中氢的含量,提高焊缝的抗裂性能。但氟在焊接中产生的氟化氢是有毒气体,所以应保证场地通风。
4.2 焊前准备工作
4.2.1 计算焊缝强度
根据此工件的焊缝结构和受力的实际情况,选用焊缝强度计算公式如下:
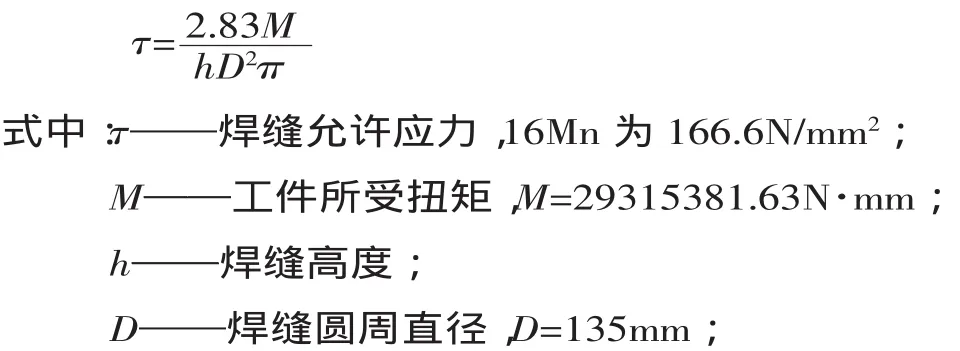
将以上数值代入,得出焊缝高度h=8.702mm。圆整得焊缝高度h=9mm。
4.2.2 焊缝清理
对工件焊接处两侧各15mm表面进行喷丸、喷沙或机械打磨、酸洗等将氧化皮、水、铁锈、油污和其他杂质清理干净,直到露出金属光泽,然后涂防锈剂,使焊缝区域内无杂质确保焊缝质量。
4.2.3 焊接工艺规程及工艺重点分析
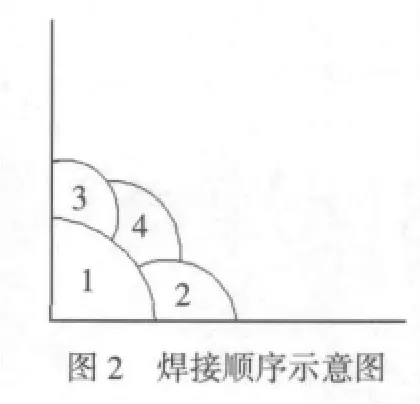
①焊前预热。在焊接前将各工件预热到350℃~400℃,然后再进行焊接。预热可以使焊缝部分金属与周围金属的温差减小,焊后又可以比较均匀地同时冷却收缩,以减少焊接应力的产生。②焊条烘干。选用结507焊条,直径5mm。焊前经150℃烘干2小时。③焊接顺序。采用如图2所示顺序。使用手工电弧焊,采用直流反接,电流126A。④采用多层焊,焊接高度较高,采用单层焊接难度较大,采用合理的焊接顺序是为了分散热量,提高焊接质量。⑤每层焊后清熔渣。采用多层多道焊时应注意层间的清理,用机械打磨、酸洗等方法将焊缝表面熔渣、有害氧化物、油质、锈迹等清除干净后继续焊接。⑥采用断续焊、分散焊的方法。断续焊,即在焊完一层后停留片刻,待工件冷到50℃~60℃时再焊下一道焊缝。分散焊,即在一个部位焊完后再到另一个部位焊接,减少温差,降低应力。⑦焊后热处理及缓冷措施。将焊区周围200mm范围内加热到600℃~650℃,用岩棉板覆盖保温,使之缓慢冷却,冷却时间不小于一个小时。可以有效消除内应力,防止裂纹的产生。⑧时效处理后进行表面抛丸处理,达到表面硬化目的。⑨检验焊接接口处的外观整洁性。
5 结束语
改进后三个月以来,运行状态良好。这是理论与实践结合的一次重要应用,我们将总结经验,继续在车间的设备改进、维修工作中探索,提高设备使用寿命,为生产的顺利进行做好保障。
[1] 机械设计手册(第1卷)[M].北京:机械工业出版社,2010.
[2] 邓文英,主编.金属工艺学[M].北京:高等教育出版社.2000.
[3] 聂毓琴,孟广伟.材料力学[M].北京:机械工业出版社,2009.
[4] 江 山,周理华.铜衬垫在箱形梁焊接中的应用[J].锻压装备与制造技术,2011,(4).
[5]王晋生.30MN水压机柱塞拉伤表面补焊新工艺[J].锻压装备与制造技术,2011,(5).
Welding strength check and welding process improvement of rocker parts in welding line
RUAN Xingjia
(Truck Plant,Faw Liberation Co.,Ltd.,Changchun 130011,Jilin China)
Aiming at the damaging situation of rocker component in welding line for truck plant,the force analysis and strength check of the bar parts and welding strength have been carried out in the text.The new material and welding process have been adopted to improve the faults.Finally,the improved rocker can satisfy the requirement of normal working strength.
Welding line;Rocker;Strength check;Technical process improvement
TG404
A
1672-0121(2012)03-0047-02
2012-02-09
阮兴家(1965-),男,高级工程师,从事机械工程技术研发设计
猜你喜欢
大电机技术(2022年5期)2022-11-17 08:13:02
电脑爱好者(2022年5期)2022-05-30 14:58:47
南方农机(2021年3期)2021-02-07 09:07:04
湖北农机化(2020年17期)2020-11-02 07:46:54
中国交通信息化(2020年12期)2020-02-06 09:09:12
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:58
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38