井下套管阀全面质量管理过程控制探讨
2012-11-10 01:33:36陈若铭张兴国
石油工业技术监督 2012年10期
刘 伟 陈若铭 张兴国
中国石油西部钻探工程有限公司 钻井工程技术研究院玉门分院 (甘肃 酒泉 735000)
井下套管阀全面质量管理过程控制探讨
刘 伟 陈若铭 张兴国
中国石油西部钻探工程有限公司 钻井工程技术研究院玉门分院 (甘肃 酒泉 735000)
在井下套管阀产业化推广应用中,科学应用全面质量管理过程控制技术可有效提高技术服务水平。通过对井下套管阀制造、组装和技术服务的过程控制进行全方位剖析,形成了一套行之有效的作业规范。实践表明,全面质量管理过程控制可以保证产品出厂合格率及技术服务质量,产生良好的经济效益。
井下套管阀 全面质量管理 过程控制
井下套管阀是中国石油西部钻探工程有限公司克拉玛依钻井工艺研究院历经多年独立研发的具有自主知识产权的新型井下工具。该工具应用于欠平衡钻井作业中,辅以配套技术,可实现全过程欠平衡作业,以满足油田公司准确识别、评价及开发油气层的需求。该产品系列已获得国家发明专利1项,实用新型专利27项,并被评为“中国专利优秀奖”,打破了国外产品在该领域的垄断。所谓全面质量管理,就是以质量为中心,以全员参与为基础,目的在于通过让顾客满意、所有成员及社会受益而达到长期成功的管理途径。为大力推进井下套管阀的产业化进程,积极发挥其作用效能,该产品的厂房组装及现场推广由克拉玛依钻井工艺研究院新产品推广中心 (以下简称新推中心)承担。在井下套管阀的产业化进程中,新推中心能积极应用全面质量管理技术,从井下套管阀全面质量管理过程控制上下功夫,形成了一套行之有效的作业规范。实践表明,该产品出厂合格率达到100%,现场技术服务水平显著提高。
1 井下套管阀的全面质量管理
全面质量管理的实践,对于企业的发展具有里程碑的意义。其先进的系统管理思想、有效的质量管理体系、从顾客需求出发的管理内涵对于提高企业竞争力具有巨大的现实意义。新推中心从推广井下套管阀伊始就注重产品质量和服务水平,对井下套管阀质量形成的全过程和全范围进行了严格的管理和控制,并建立了有效的全面质量管理体系。现将其主要内容阐述如下:
(1)质量方针:以科研为基础,提高钻井工艺技术水平;以效益为中心,提升市场竞争综合能力;以服务为宗旨,提供优质服务,增进顾客的满意。
(2)质量目标:科研项目计划完成率达到95%以上;机械产品出厂合格率达到100%;技术服务合同履约率98%以上。
(3)质量体系:按钻井工程技术研究院质量管理要求建立了3层质量体系文件,第一层为质量手册,第二层为程序文件,第三层为技术安全标准、工作标准、岗位责任制、设备仪器操作规程、管理制度和管理办法、应急预案、“两书一表”和图纸、记录等。
(4)质量策划:针对井下套管阀机械加工要求精度高,组装程序多,测试风险大等特点,制定了零部件进货检验、井下套管阀装配、井下套管阀试压、井下套管阀技术服务等系列标准规范;采购了必须的检验设备如试压泵(包括液压泵、气驱动力泵、手动试压泵)、空气压缩机、通径规、内径千分尺、外径千分尺、游标卡尺、硬度计等;编制了质量记录台账。
(5)质量成本:由新推中心主管领导负责质量成本预算、控制,并设有成本核算员岗位配合工作。
(6)质量改进:为提高井下套管阀出厂合格率和现场技术服务的成功率,根据厂房装配经验和各油田现场技术服务实践,对其影响质量的各因素进行了分析并加以改进,达到了降低成本增加效益的目的。
(7)质量文化:新推中心为保证井下套管阀顺利推广,从成立之初就进行质量教育,全体员工树立了注重质量服务用户的理念。成立井下套管阀QC小组,积极开展QC活动并发布QC成果,获得 2007~2008年度新疆自治区优秀质量管理小组、2009年西部钻探工程公司QC成果发布一等奖等荣誉称号。
(8)质量审核:接受钻井工程技术研究院质标中心的统一内部审核。
2 井下套管阀质量过程控制
井下套管阀质量过程控制包括制造、组装、技术服务过程控制,每个过程环节的质量控制都会最终影响到井下套管阀的现场应用效果评价,现将其各过程质量控制分析如下:
2.1 制造质量过程控制
工序是制造过程的主要环节,井下套管阀机械加工工序能力指数(CP)是衡量其加工质量的一个重要参数。如采用分层抽样法对FJQ245型井下套管阀内滑套密封槽加工尺寸进行计算,其计算方法适用于井下套管阀其它零部件,结果如表1所示。
经测得样本平均值X=250mm,计算样本标准偏差为:

式中 s—样本标准偏差,mm;
Xi—第i个实测数据,mm;
X—设计要求数据,mm。
故加工工序能力指数:

式中 Cp—工序能力指数;
T—为公差范围,mm。
根据抽样计算结果,1<Cp<1.33,判定该井下套管阀零件工序能力等级为2级,即工序能力尚可。针对该工序能力,新推中心主管领导与协作生产厂家进行了沟通,要求协作厂家严格控制加工工序,且必须使用数控机床加工,以确保零部件质量关。另外,还派专人前往加工车间进行质量监督,对于一些零部件经常出现的质量缺陷加以工序改进。以上举措有效提高了井下套管阀零部件的加工质量。
2.2 组装质量过程控制
为加强井下套管阀组装质量,按照井下套管阀组装工作标准,新推中心对井下套管阀的组装工序制定了相应组装顺序表,做到每个配件质量严格把关,每道工序专人负责,确保了井下套管阀组装成功率100%。井下套管阀组装分为前期准备、装配、试压、包装,其组装流程如下:①零件的清洗、毛刺修整准备工作;②阀芯的修整、装配;③阀芯与本体Ⅱ的装配;④内滑套与阀芯的装配;⑤本体Ⅰ与本体Ⅱ装配;⑥上、下接头分别与本体Ⅰ、本体Ⅱ装配;⑦固定套与上接头装配;⑧套管双公短节分别与上接头、下接头装配;⑨井下套管阀注油试压、整体注水试压;⑩外观喷漆与包装。
为确保井下套管阀的额定工作压力,需对组装完成的井下套管阀进行测试。测试分为2类:一是对井下套管阀循环油路进行压力测试;二是对井下套管阀工具本体进行注水承压测试。只有满足了以上测试条件的井下套管阀才可以出厂应用。新推中心专门成立了测试小组,按需求采购了相关试压设备及配套工具等,制定了井下套管阀试压操作规程,对每一套井下套管阀进行严格测试,确保了出厂产品合格率。
2.3 技术服务质量过程控制
井下套管阀技术服务现场施工涉及配合多、测试多、时间紧、风险大等特点,为了提高技术服务质量,新推中心制定了井下套管阀现场技术服务规范,明确规定了技术服务程序、工艺措施。为确保技术服务质量水平,质量控制方法制定如下。
2.3.1 加强教育培训
新推中心强调质量意识,对技术人员进行质量管理体系培训;注重提升技术人员专业素质,开展一系列钻井知识培训活动,如欠平衡钻井技术交流、井下套管阀现场安装技术探讨、固井完井工程等;新推中心技术人员通过岗前培训、岗位练兵、现场实战等方法已经掌握井下套管阀安装、操作工艺,并能根据油田区块特点调整作业工艺。

表1 FJQ245井下套管阀内滑套密封槽分层抽样检测数据
2.3.2 加强设备的检查维护力度
现场按照井下套管阀现场质量检查表,对井下套管阀本体及配套设备进行严格检查,确保其质量要求。井下套管阀本体现场质量检查包括对井下套管阀、转换短节的扣型及钢级进行核对,确保其能顺利入井。对井下套管阀本体循环油路进行承压测试,验证其工作状态是否正常。配套设备质量检查包括气动液压泵及手动液压泵工作状态、各种高压软管、气动管线承压能力检测、天滑轮转动状态及锁紧装置检查、液压管线滚筒转动状态及管线承压性能测试各种施工工具及管线接头等配套工具工作状态等。
2.3.3 加强技术服务的程序化及标准化
在生产工作中,新推中心出台了切实有效的规程、标准及规章制度,用于约束员工的行为,以达到提升工程质量、杜绝违章作业、防止事故、消除隐患的目的。新推中心现已成立3年,在领导重视、全员参与的基础上,各方面工作均已步入正轨,并进一步迈向规范化、程序化、科学化。新推中心相继出台了质量控制方针及目标、岗位责任制、岗位设置图、应急处置预案、作业指导书、作业计划书、检查表、现场技术服务总结格式、现场施工记录、厂房使用管理办法、野营房使用规定、现场技术人员要求、值班车辆管理规定等。还建立了新推中心培训台帐、设备台帐、监视监测台帐、QHSE设施台帐、合格供货方台帐、进货检验验证记录、计量器具校验台帐、学习培训记录等。另外,还要求对新推中心组装的产品统一编号,建立合格产品管理档案。
2.3.4 加强工程技术的科学化
在井下套管阀作业前,技术人员能同井队及其它协作方进行充分交流,全面掌握现场信息,并下发相应的技术要求及作业指令,按照工艺流程逐步完成相关工序。现将井下套管阀技术服务质量的控制要点简述如下。
(1)井下套管阀液压系统密封承压的质量控制:工具入井前的本体密封承压测试;工具与套管柱相连后的本体及系统油路密封承压测试;工具下到预定井深后的系统油路密封承压测试;高压软管从套管头侧孔牵引后的系统油路密封承压测试。
(2)液压管线的质量控制:管线中应充满液压油;应避免被吊卡或方瓦挤毁;应防止被井口防喷设备内部台阶碰伤;应防止因副管卡箍错位而引起的碰伤;应防止井口不正、井眼弯曲所引起的刮伤。
(3)液压管线切割位置、高压软管回旋高度的质量控制:液压管线切割位置不当,会带来诸如高压软管在套管头内堆积过多被套管头坐挂卡瓦切割之风险,更甚者会引起高压软管无法引出而不能开展后续作业。新推中心通过理论计算加以现场实践,已经制定出精确计算切割位置的计算方法,提高了现场技术服务水平。
计算原则:液压管线切割位置要求距离倒数第二个接箍以上至少30cm,且距离套管头侧孔距离应在0.80~1.80m之间。套管头上部高压软管长度不得短于1.50m,如图1所示。
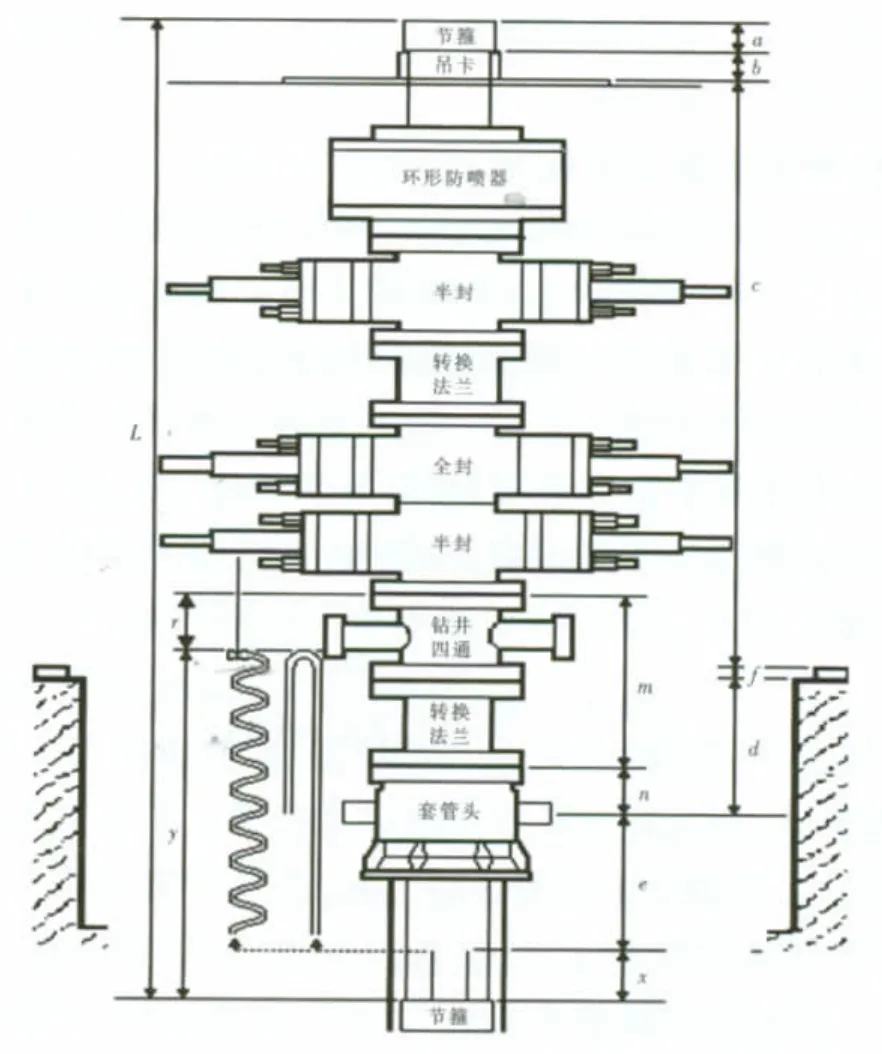
图1 液压副管切割位置计算图示
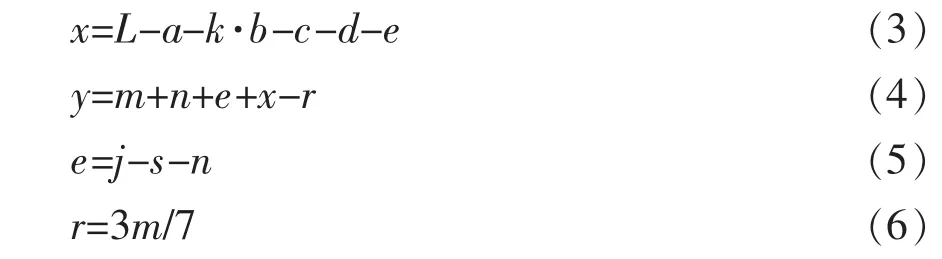
式中 x—液压管线切割位置;
L—最后一根套管长度;
a—套管节箍长度;
b—吊卡高度;
k—吊卡数量;
c—转盘面高度;
d—井场平面距套管头侧孔高度;
e—套管头侧孔距液压管线切割位置高度;
m—半封下端面至套管头上端面高度;
n—转换法兰下端面至套管头侧孔高度;
r—半封下端面至高压软管回旋顶端位置高度;
y—高压软管回旋顶端距离倒数第二个节箍高度。
(4)起下钻具过程中井下套管阀工艺控制:在起下钻作业中,当进行井下套管阀的开启或关闭作业时,要求入井钻具下端面必须处于井下套管阀阀板上部20~50m,以防止破坏套管阀工具内部组件。现场可通过对钻具编号,下入钻具接头或加重钻杆等方法予以识别控制。
(5)下入特殊钻具组合时的质量控制:当需下入套管刮壁器、中途测试仪器等特殊钻具时,应精确计量下入工具本体的最大外径,分析其弹性压缩性能,经判定安全后方可入井。在钻具通过井下套管阀时,速度应适当放缓,如遇阻则应上提钻具,转动一定方向后再缓慢下放,直至成功通过。
3 结论及建议
(1)实践表明,在井下套管阀产业化进程中,应用全面质量管理过程控制技术,可有效改善和提高各工序能力,加强质量控制点的确定和实施,便于技术人员明确岗位职责,创造性地做好本职工作,从而有效提高井下套管阀的产品质量和技术服务水平。
(2)在井下套管阀技术服务中,现已形成全面质量管理过程控制的系列操作规范,可有效指导现场作业。但需注意的是质量过程控制是一个系统工程,还需全体员工不断加强理论体系的学习与研究,并持续改进,以切实发挥全面质量管理过程控制的最佳应用效果。
[1]蒲伦昌.全面质量管理基础教程[M].北京:中国经济出版社,1999.
In the industrially promoting application of downhole casing valve,the total quality management process control can effectively improve the level of technical services.A set of operating standards for the total quality management are established according to the whole analysis of the manufacture,assemble and technical service processes of downhole casing valve.Practice shows that,the total quality management process control can ensure the factory pass rate and technical service quality of products,and therefore good economic benefit is obtained.
downhole casing valve;total quality management;process control
刘伟(1972-),男,高级工程师,现主要从事钻井专业相关项目的科研及现场技术服务工作。
尉立岗
2012-09-10▌
猜你喜欢
哲学分析(2023年4期)2023-12-21 05:30:27
昆钢科技(2022年2期)2022-07-08 06:36:14
云南化工(2021年10期)2021-12-21 07:33:34
海洋石油(2021年3期)2021-11-05 07:43:02
建材发展导向(2021年7期)2021-07-16 07:09:00
中国音乐学(2020年4期)2020-12-25 02:58:06
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
文学教育(2016年27期)2016-02-28 02:35:15
工程建设与设计(2016年1期)2016-02-27 10:50:23