浅谈贵冶铜阳极泥中硒的回收
2012-10-29 03:05:34周利明
铜业工程 2012年6期
周利明
(江西铜业集团公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
硒是一种半导体元素。广泛应用于静电复印、电子、玻璃、冶金、化工及医药等方面。硒主要伴生在黄铜矿、斑铜矿、黄铁矿中,迄今为止尚未发现硒的独立工业矿藏。目前生产硒的主要原料是铜电解精炼的阳极泥。硒在阳极泥中主要以 Cu2Se、Ag2Se、Se等形式存在。含量3% ~28%。从铜阳极泥中回收硒大都采用硫酸化焙烧-二氧化硫还原法提取硒[1]。该法的优点是硒的回收率高,适用于处理多种复杂原料。
2 工艺过程
2.1 工艺原理
贵冶铜阳极泥中硒的回收采用回转窑硫酸化焙烧工艺:即铜阳极泥经预处理脱铜除杂后,与浓硫酸按一定比列混合浆化,再经回转窑高温焙烧,产出蒸硒渣。其中阳极泥中硒化合物转化为易挥发的SeO2,而SeO2的升华点是315℃左右,炉温控制只要超过315℃,就能将SeO2蒸发出来,同焙烧产生的烟气一同进入炉气[2-3]。为保证生产过程的反应速度,实际控制的温度往往高于其升华点(一般控制在650℃左右)。经窑内蒸发出的SeO2通过真空泵产生的抽力抽取随炉气进入装有水的吸收塔后就生成了亚硒酸,硫酸化焙烧过程中产生的SO2随炉气进入装有水的吸收塔后,SO2就将亚硒酸还原成单质硒混合于吸收塔液中[4-5],吸收塔液经粗硒压滤机压榨回收粗硒。
回转窑内硒及硒化物的主要反应:

吸收塔中还原硒主要反应:

2.2 铜阳极泥成分

表1 贵冶铜阳极泥成分表/%
2.3 工艺条件控制
(1)泥酸比:阳极泥/浓硫酸 =1∶(0.8 ~1)。
(2)回转窑温度(分四段):一段610~630℃ ;二段620~640℃;三段650~680℃;四段680~730℃。
(3)窑内负压:-1000~1200Pa。
(4)塔液酸度:<600g/L。
(5)蒸硒渣含硒:<0.4%。
(6)粗硒上清液含硒:<0.3 g/L。
(7)粗硒含硒:Se≥96%。
3 存在问题
回转窑硫酸化焙烧生产粗硒过程中,大部分硒被还原成粗硒,少部分留在蒸硒渣中,还有一小部分进入粗硒上清液和真空泵系统,其中进入蒸硒渣和真空泵系统的硒无法回收造成损失,而进入粗硒上清液的硒经酸性废水重复利用返回预处理投料使用。粗硒的回收率仅为74.8%,见图1。

图1 实施前粗硒回收率
影响硒回收主要因素:
(1)回转窑负压系统。
回转窑负压不稳定,时有正压情况发生,烟气外泄,导致硒损失;有时负压过大,炉气气流增大,吸收塔内吸收液温度上升快,影响吸收效果;吸收塔容量偏小,炉气中的SeO2、SO2未被充分吸收。未被充分吸收和冷却的炉气就被抽送到真空泵泵体内,析出大量硒,堵塞真空泵,影响真空泵的真空度,同时造成硒损失。
(2)回转窑焙烧温度。
窑温的控制是硒能否完全挥发的重要条件,回转窑各段温度控制得当,同时阳极泥含硒不高于7%时,硒的蒸发效果就比较好。在生产中为提高回转窑的蒸硒效果,通常选用450~500℃的硫酸化焙烧温度,而硫酸用量一般为理论量的120% ~130%,如图2所示,Cu2Se、Ag2Se发生强烈硫酸化反应的温度为450~500℃。由图中可以看出此时Cu2Se的硫酸化率为95%以上,Ag2Se的硫酸化率90%以上,此温度又保证了SeO2充分挥发。(SeO2的升华点为315℃)。
如果温度控制不好,会出现两种情况。一是焙烧温度低于理论要求温度,特别是窑中、窑尾分别低于350℃和550℃时,硒及铜与硫酸反应不完全,使硒不能完全蒸发导致蒸硒渣含硒高,硒损失增大,且脱铜效果差,影响金银产品质量。另一方面是焙烧温度过高,就会使之加入的硫酸还未来得及与物料作用就挥发,硒化物转化不完全,烧结成大块,使硒的挥发受阻,造成蒸硒渣含硒高,损失加大。同时挥发的烟气带入吸收塔内显热增大,使塔液温度升高,使硒返溶造成损失,其化学反应方程式如下:

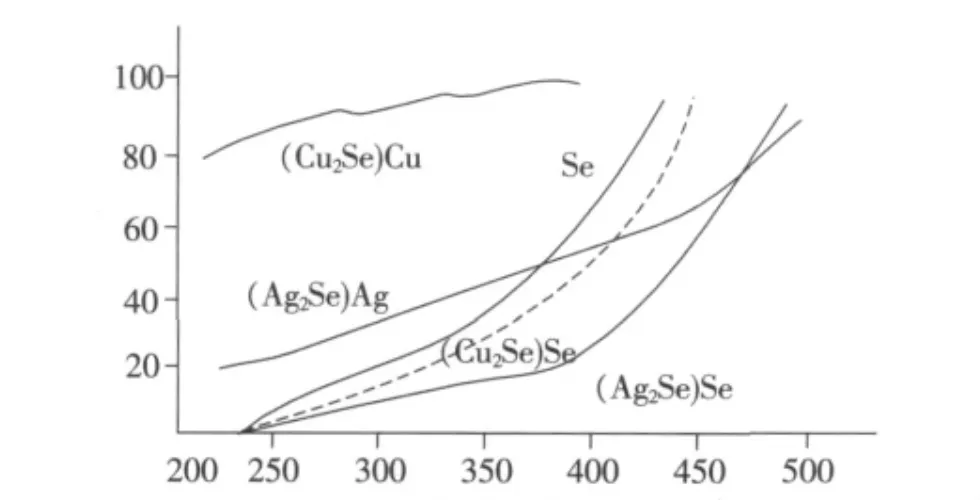
图2 温度对部分硒化物硫酸化的影响
(3)铜阳极泥硒含量。
在回转窑工况稳定的条件下,铜阳极泥含硒越高,对硒的回收率影响越大。由于铜阳极泥在窑筒内停留时间基本不变,阳极泥含硒高而超过其处理能力时,硒还未充分挥发就随蒸硒渣排出窑筒。蒸硒渣含硒越高,硒损失越大。

表2 阳极泥含硒与蒸硒渣的关系
(4)泥酸比。
泥酸比对蒸硒效果有着至关重要的影响。如果酸加入量过多,虽然对金属转化成硫酸盐有利,但是增大了焙烧的烟气量,真空泵负荷增大,使塔液酸度、温度上升过快造成硒返溶损失;如果加入的酸过少,金属及硒化物转化不完全,造成蒸硒渣含硒高。
4 采取措施
针对以上造成硒回收率低的影响因素,采取以下措施:
(1)优化烟气吸收系统和吸收管路,使焙烧过程中产生的烟气流动通畅。窑头出口至1#吸收塔入口采用大口径φ300不锈钢和内衬四氟钢管[6];吸收塔连接管负压管采用φ200玻璃钢管,并尽量缩短距离,减少阻力,以便阳极泥焙烧产生的大量水蒸汽、二氧化硫、二氧化硒气体及时外排,促进焙烧反应正向进行。
(2)采用DCS在线控制硫酸化焙烧负压、温度、泥酸比三大工艺参数,通过DCS在线控制系统,各段温度、窑头、窑尾负压及吸收塔液温均能做到自动控制,确保了回转窑工况稳定。
(3)固定窑头与窑筒之间以及窑尾与渣箱之间的缝隙处用盘根缠绕压紧,加强窑内密封性,减少烟气泄漏。
(4)根据阳极泥有价金属及硒的品位及时调整泥酸比,并控制加料速度,使入窑硒量维持在一个恒定的水平,消除高品位含硒物料的影响。
(5)烟气吸收系统改进。实践证明,塔液吸收温度超过85℃时,吸收塔中的粗硒易返溶而进入液相,硒的还原率急剧下降。负压提高后,烟气进入吸收塔的速度加快,烟气携带的热量无法及时释放,温度难以平稳控制。为此,车间在改造过程中,增大1#、2#、3#吸收塔容量 (1#吸收塔规格为φ1800×1520;2#、3#吸收塔规格为 φ1600 ×1520);使吸收效果更充分,同时,吸收塔增设水冷夹套,强制冷却吸收塔内溶液,以降低进入真空泵的炉汽温度和腐蚀性气体浓度。同时,在真空泵和负压管道上进行了高效合理管道配置,使两组吸收塔得到均衡吸收,使焙烧蒸硒气体外排通畅,促进焙烧反应正向进行。硫酸化焙烧硒的回收率达到95% ~97%。
5 结论
通过优化烟气吸收系统和实施DCS在线自动控制系统控焙烧温度、负压等关键参数,回转窑硫酸化焙烧各项技术经济指标得到明显提高。
(1)蒸硒渣含硒量稳定在0.15% ~0.29%(见图3),烟气硒损失率大大降低。

图3 2011年蒸硒渣含硒量
(2)粗硒回收率整体提高20%以上,达到95%~97%,粗硒品位得到明显提升。现场工作环境也有较大改善,取得了多方面的效果。
[1]谢瑞荣.贵冶阳极泥生产发展综述 [J].铜业工程,2003(3):30-33.
[2]王日.回转窑焙烧蒸硒工艺优化研究 [J].铜业工程,2004(2):30-36.
[3]周犇,赵忱.阳极泥处理工艺优化实践[J].有色金属 (冶炼部分),2003(1):26-28.
[4]尹湘华.预脱铜阳极泥回转窑蒸硒生产实践[J].铜业工程,2000(1):35-38.
[5]邓成虎.贵冶铜阳极泥处理扩建设计与生产实践[J].铜业工程,2011(1):31-34.
[6]邓成虎.聚四氟乙烯在吸收塔斜管上的应用[J].铜业工程,2007(2):27-28.
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:58
湖南有色金属(2020年6期)2020-12-28 07:04:16
重型机械(2019年3期)2019-08-27 00:58:50
中国有色冶金(2018年5期)2018-10-25 01:11:22
纯碱工业(2017年2期)2017-04-20 02:57:21
山东工业技术(2016年15期)2016-12-01 05:31:45
中国资源综合利用(2016年3期)2016-01-22 07:28:18
铜业工程(2015年4期)2015-12-29 02:48:41
上海金属(2015年3期)2015-11-29 01:10:04
河南科技(2014年8期)2014-02-27 14:07:49