
双菱形组合钢柱工艺制作方案探究
2012-10-27 08:16:06张发荣何志涛
武汉船舶职业技术学院学报 2012年5期
张发荣 何志涛
(湖北精工钢结构有限公司,湖北武汉 430312)
1 工程概况
首义广场观光塔是武汉辛亥革命博物馆配套工程,其主体结构采用钢框架-支撑结构体系,分为内筒和外筒,内筒各层平面外形不变,外筒自下而上逐渐缩小,碑身平面为菱形,其对角线长度沿高度从地面到顶部逐渐缩小。地下室采用现浇钢筋混凝土楼板,一层以上楼板采用花纹钢板。纪念碑内部设有一部景观电梯,一部疏散楼梯,顶部设有3层观景平台如图1所示。

图1 观光塔地下部分
2 组合菱形柱概况
组合菱形柱主要是由两根菱形柱本体通过梯形连接板进行刚性连接(焊接)组合而成。其中,两菱形柱中一根钢柱本体为上下等截面钢柱,另一根为上下两端不等截面钢柱,呈现下端口截面大,上端口截面小。本菱形钢柱本体中隔板布置较为频繁,节点相对较多,加之牛腿加设较多且结构形状各异,如图2所示。

图2 双菱形组合钢柱
3 组合菱形柱制作
3.1 焊接坡口的确定
在单个的菱形柱本体制作中,主要焊接接头形式有柱翼板与腹板之间的角接接头和箱体内隔板与柱本体之间的T型接头。在这两种接头中,都必须保证一级全熔透焊缝等级,而焊缝质量的好坏从某种意义上来说直接关系着坡口的制作质量。因此,坡口的制作对整个菱形柱的制作来说起到了至关重要的作用,如图3所示。
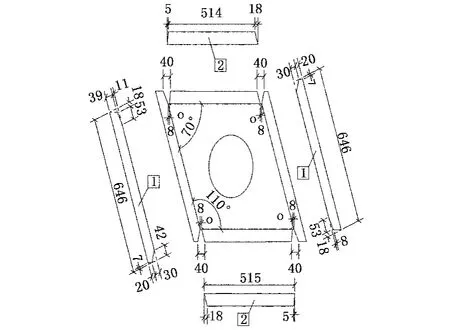
图3 箱体面板坡口制作
3.2 箱体组立
箱体的组立过程在胎架上进行,组立过程中必须保证菱形柱装配对角线和角度。在制作中采用焊接定位板的方法来进行定位,用角度样板来保证定位角度如图4,图5所示。

图4 箱体组立
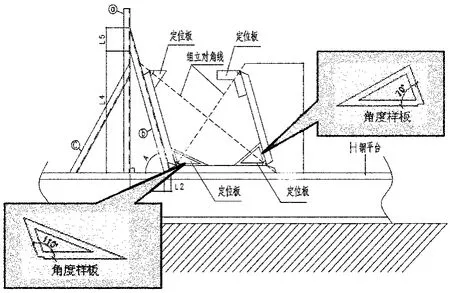
图5 箱体角度检验
3.3 箱体焊接
由于箱体面板(δ=50mm属于中厚板,在焊接过程中必须考虑到焊前组装定位焊及主体焊缝焊后焊接缺欠的相关工艺。根据焊接冷却速度影响低合金钢硬化开裂的规律可以得出:定位焊长度在60mm~80mm范围为宜。此外,定位焊还应距设计焊缝端部30mm以上,且定位焊开始时的预热温度应比正式焊接时所采用的预热温度高出20℃~50℃。
为了防止主体焊缝焊接后出现层状撕裂等缺陷,要求在焊接前根据JGJ81-2002进行80℃左右预热处理。
3.4 箱体合拢装配
3.4.1 箱体合拢
根据本双菱形组合钢柱的结构特点,需对单根菱形钢柱制作完毕后再进行双菱形钢柱的合拢装配,组后进行钢柱上牛腿的组装、焊接。
在双菱形钢柱合拢之前,必须根据构件自身的特点,制作相应的辅助工装夹具来进行装配。在本工艺的制作中,结合构件的特点:(1)两菱形柱尺寸大小截面不一;(2)其中一根菱形柱上下存在大小头截面;(3)菱形组合柱中间梯形连接板在同一水平面上。结合上述难题,制作前用专门钢结构设计软件X-Steel在模型中进行剖面的截取(深度调节需设置为0),然后通过AutoCAD软件进行处理,制作出胎架模板TJ-1、TJ-2、TJ-3、TJ-4,若单纯的用AutoCAD软件进行胎架模制,无法将截面间的变化和差距表达,如图6所示。
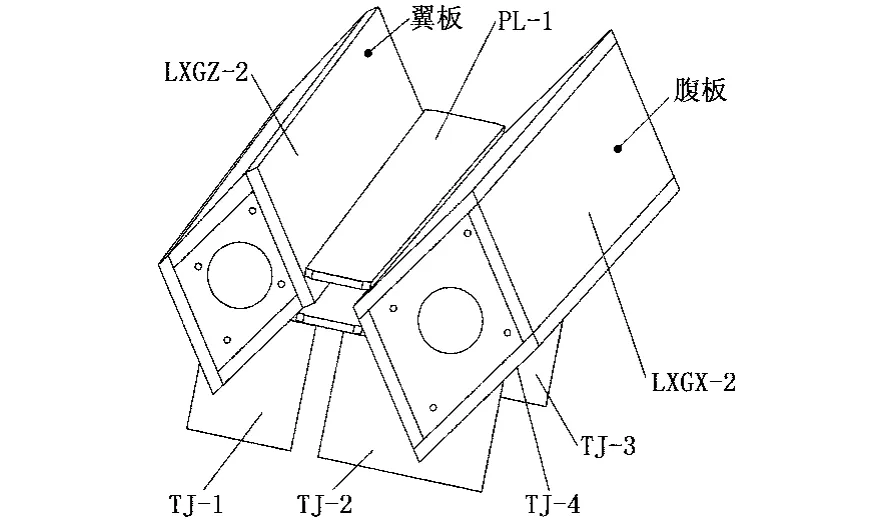
图6 箱体合拢
3.4.2 箱体牛腿装配焊接
(1)本构件从结构上看,具有较多的牛腿,装配起来存在较大的难度;从构件形式上来看,属于超宽和大吨位构件,更是给工厂的装配带来了很大的挑战性。此外,在装配的过程中还需考虑后道工序对整个构件所带来的影响。
(2)因本构件在设计上应用了50mm的中厚板,结构的复杂性及构件自身的吨位条件限制,决定了装配时的精度控制条件和焊接过程中产生变形的因素。
(3)牛腿在装配时应尽量少对构件进行翻身,减少不必要的劳动强度;
(4)本构件中存在箱型—V型牛腿,因部分此类型牛腿与梯形连接板之间的夹角较小,组装后牛腿与菱形柱本体无法施焊,制作时需对牛腿拆分后进行散件装配。
(5)牛腿装配。
①原则:为了减少对大型构件的翻身,牛腿的装配需装配好一面后再进行另一面的装配(例如:先装NT-6、NT-8一面住本体牛腿,待此面牛腿装配完毕后再进行NT-1、NT-3一面柱本体牛腿的装配);
②装配:第一步装配NT-6牛腿,第二步装配NT-8牛腿,第三步装配NT-12牛腿及搭筋板,第四步装配NT-5牛腿,第五步装配NT-7牛腿。构件翻身后装配:第一步装配NT-1牛腿,第二步装配NT-3牛腿,第三步装配NT-4牛腿,第四步装配NT-9牛腿及搭筋板,第五步装配NT-2牛腿、NT-10牛腿、NT-11牛腿及搭筋板。
③难点:NT-1和NT-6两箱型-V型牛腿与梯形连接板之间夹角太小,导致牛腿翼缘板与菱形住本体间(NT-1牛腿与LXGZ-2柱本体翼板,NT-6牛腿与LXGZ-2柱本体腹板)焊缝无法施焊,因此,箱型-V型牛腿在组立时制作成U型牛腿和一块翼缘板(盖板)。待牛腿与钢柱本体装配时首先组装U型牛腿,随后焊接隐蔽焊缝,经UT检测合格后再进行牛腿盖板的组装焊接,见图7。

图7 双菱形组合钢柱装配
4 结 语
通过对首义广场观光塔钢结构工程中双菱形组合钢柱工艺制作技术方案的探讨,很好地兼顾和解决了制作中各环节的重难点。同时,通过巧妙制作角度样板、胎架等简易的工装,使得构件在装配精度上得到了很好的控制。此外,合理有序的牛腿装配及焊接顺序也使得构件整体焊接变形得到了控制。
1 建筑钢结构焊接技术规程(JGJ81—2002)[S].北京:中国建筑工业出版社,2002
2 戴为志,高良.钢结构焊接技术培训教程[M].北京:化学工业出版社,2009,2
3 刘子祥,戴为志.国家体育场“鸟巢”钢结构工程施工技术[M].北京:化学工业出版社,2011,3
4 戴为志,高良.建筑钢结构工程焊接技术及实例[M].北京:化学工业出版社,2010,5
5 英若采.熔焊原理及金属材料焊接[M].北京:机械工业出版社,2000,5
6 王磊.国家体育场(鸟巢)钢结构桁架柱安装技术[J].建筑技术,2010,41(7)
猜你喜欢
成都信息工程大学学报(2021年3期)2021-11-22 07:17:28
建筑施工(2020年4期)2020-08-07 08:43:44
中华建设(2019年7期)2019-08-27 00:50:26
安徽建筑(2019年4期)2019-05-09 11:06:12
上海公路(2018年4期)2018-03-21 05:57:32
科学与财富(2017年35期)2018-01-29 22:43:12
河南科技(2017年3期)2017-04-15 09:19:12
安徽建筑(2016年4期)2016-11-10 03:59:40
江苏建材(2014年3期)2014-03-28 11:59:18
意林(2008年12期)2008-05-14 16:48:28
