
某壳体零件加工工艺设计
2012-10-23 05:49张银洲肖建强姚春臣
制造技术与机床 2012年6期
常 海 张银洲 肖建强 姚春臣
(江南机器(集团)公司,湖南湘潭 411207)
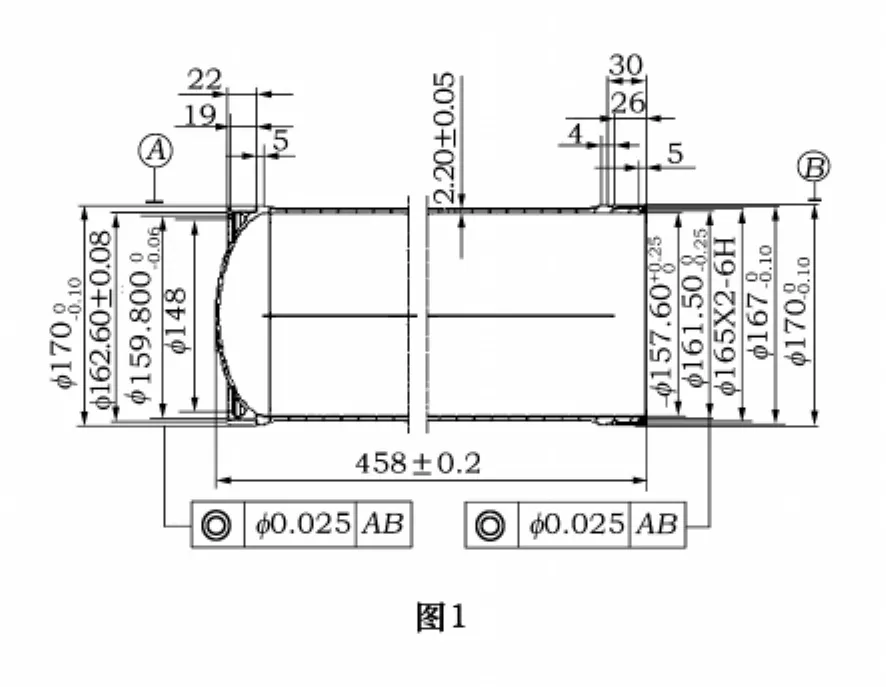
某零件壳体如图1所示。该零件是某产品上一个关键性能件,机械性能和材料综合性能要求都相当高,而且壁薄、长径比大(最薄壁厚为2.2±0.05 mm)、零件还必须承受一定压力,其水检压强P为33±0.2 MPa。所采用的材料为国产45CrNiMo1VA(相当于美国的D6AC),属于低合金超高强度钢,热处理要求:σb≥1 470 MPa,δ5≥9%,45.5 ~49.5 HRC。
1 零件分析
1.1 材料分析
该零件采用45CrNiMo1VA材料淬火处理,其材料淬透性高。油中临界淬透直径为60 mm(96%的马氏体),钢在淬火后可获得很高的强度,并具有一定的韧性,可加工成型。缺点是硬度高,机械加工困难。
该零件属半封闭圆筒形状,其内腔长度达到458 mm;由于结构特点,造成选材困难。45CrNiMo1VA材料是比较美国的D6AC自主研制的超高强度材料,目前只用于航空及火箭发动机,生产批量和品种有限,所以生产厂家只能提供棒料。
如果用棒料采用剥皮挖心的传统加工方法,势必消耗大量的原材料(材料的利用率相当低,只有8%以下),而且产品强度亦难达到产品的技术要求,并提高了生产成本,造成生产周期的延长。
1.2 加工性能分析
一是由于零件采用超高强度合金钢制造,其强度和硬度要求都很高,其热处理后硬度值可达到49.5 HRC,属于难加工材料,造成机加困难;特别是加工特B165×2(锯齿形螺纹)的螺纹,刀具磨损相当快,一把YG类合金车刀有时不能加工完成一件产品的一个尺寸,更增加了加工的难度。二是零件结构不适合普通机加设备生产,因为有内外弧球面,只能用数控车加工,而且还必须设计专用刀具。三是生产效率不高。四是由于产品加工过程产生变形,其最小壁厚2.2±0.05 mm难以保证。
2 制定方案
该零件主要机械性能是强度和延伸率,在保证这两点的前提下,适当地更改产品的结构特点对机械加工会有很大的促进作用。根据产品特点和单位拥有旋压机和氩弧机的有利条件,我们提出将整体结构改为分段加工,采用氩弧焊焊成整体的方案,并得到用户的认可。因此,我们在工艺设计时,为节约材料,降低成本,将零件分为半球体及筒体两部分。半球体采用毛坯锻造后机加,筒体采用锻造后旋压的工艺,并在毛坯工艺上动脑筋想办法,将棒料锻造成管料毛坯,粗车后旋压成合适壁厚的筒体,再进行机加而成。
2.1 改整体结构为焊接结构
将半球体端分离出来,使零件由一个半球体和一个筒体段组成,然后运用氩弧焊焊接而成。
2.1.1 半球体
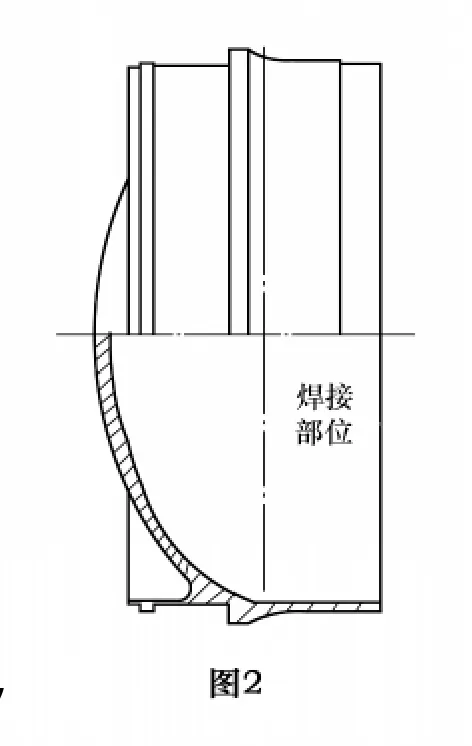
半球体部分如图2所示,用棒料锻造毛坯后车制而成。工艺为:下料→锻毛坯→退火→粗车→数控精车→检验→清洗、待焊。
在45CrNiMo1VA材料的毛坯锻造初期,由于没有现成的工艺经验可以借鉴,一度产生毛坯锻造后机加过程产生裂纹的现象。经过反复研究和试验发现:(1)锻造时,坯料在高温炉中加热温度规定不合理,产生晶粒组织粗大或过烧;(2)锻造后未及时进行热处理;这两项是造成工件机加时产生裂纹的主要原因。针对这种情况,将锻造工艺制定为加热温度在1 130~1 150℃,并要求加热时注意翻动坯料,使其受热均匀,保证坯料在热透的前提下,尽量缩短高温加热时间;锻造后必须及时转热处理球化退火,时间不得超过2 h。解决了锻造后机加出现裂纹这一现象。
2.1.2 筒体段
筒体段如图3所示,采用棒料锻造、旋压毛坯后车削而成。工艺如下:下料→锻造、退火→车旋压毛坯→旋压→退火→车内外圆→检验→清洗、待焊。

该工艺中旋压工序是关键,目前国内针对45CrNiMo1VA超高强度钢的旋压研究不是很多,没有完整的旋压资料可以参考。而且,由于产品硬度相当高,旋压芯棒和旋轮的选取以及旋压参数的制定是很关键的工作。经过反复试验和摸索,最后选用4Cr5MoVSi合金钢作为制造旋压芯棒的材料;旋轮则采用CrWMn材料,热处理后硬度要求达到55~60 HRC,才能满足产品的要求。在旋压工艺方面,采用强力、反旋方法。为尽量减小扩径对产品精度的影响,运用4道次旋压而成,旋压后退火处理;旋轮采用复合前角,如图4。

采用上述工艺方案后,基本上满足了零件生产工艺的需要;而且,原材料节约70%以上,生产周期大大缩短,机加成本也大幅下降。
2.2 解决焊接、热处理变形问题
2.2.1 焊接变形
45CrNiMo1VA属于超高强度钢,在焊接过程主要是考虑其熔深性及焊接变形两方面。为达到最佳的焊接性,采用氩弧焊对接。焊接参数为电流80 A,焊接速度0.18 m/min,而且焊接前必须进行预热处理,焊接后后热及退火处理。
2.2.2 热处理变形
考虑到工件热处理后加工难度增大,在保证工件精度的前提下,将主要机械加工工序排在热处理之前,只保留必要的精加工工序(车丝及要求同轴度部位)在淬火后进行。
焊接后工艺如下:预热、工件焊接→后热→淬火、回火→精车(特B165×2 mm端)→调头精车。
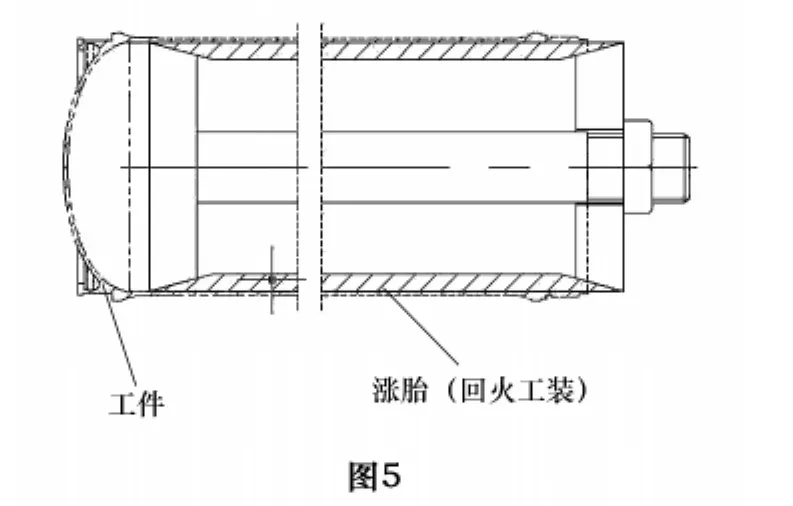
在上述工艺中,由于热处理后产品变形较大,后续精车工序中因工件变形过大,无法校正工件而使得精车无加工余量,曾一度使生产陷入困境;必须解决热处理变形问题,才能使生产按上述工艺正常进行。经过认真仔细地分析,发现产品在淬火过程变形不是很大,主要是在回火过程中发生变形,也就是在产品定型过程中产生了变形。针对这一现象,我们设计了一回火工装,在产品回火时装上。使产品在回火过程产生的变形量减小,如图5所示。
2.3 壁厚尺寸的控制
在实际生产过程中发现,焊接后进行内外圆加工时圆柱部位壁厚2.2±0.05 mm的尺寸超差,而且有时达到40%。仔细分析原因后发现,主要是产品(圆柱段)壁薄及受热处理的影响,在机加过程中由于内应力释放所致。原工艺的编制的确存在一定的问题,没有考虑到变形所产生的影响。经过反复实验和探讨,最后决定更改工艺,在焊接前保证产品的壁厚,焊接后不再加工壁厚尺寸,只保证螺纹及相关尺寸。
工艺如下:下料→锻造、退火→车旋压毛坯→旋压→退火→粗车内外圆→精车外圆→磨外圆→精镗内孔→检验→待焊。
外圆采用磨削保证了产品的尺寸精度和一致性,并以此为定位基准精镗内孔,保证了产品的壁厚尺寸。此工序的关键是采用以镗代磨来保证内孔尺寸控制壁厚2.2±0.05 mm的要求。
2.4 锯齿螺纹的加工
产品圆柱段大头为特B165×2 mm的锯齿形螺纹,由于热处理后硬度可达到49.5 HRC,对加工螺纹来说相当困难。
产品特点:薄壁、淬火变形件,螺纹为33°锯齿形特形螺纹,螺纹精度为6 h。
加工难点:(1)淬火薄壁件机加性能不好掌握;(2)机加变形大,尺寸难以控制;(3)硬度高,刀具容易磨损。
经过反复摸索最后采用:刀具材料YS8,刀尖角为32°左右,主后角为 3°~5°,副后角为 2°~3°,刃倾角为3°;主轴转速80 r/min,切削速度50 m/min,基本满足了生产要求。
3 结语
通过对壳体零件的加工工艺设计,对于45CrNiMo1VA超高强度钢的材料性能和加工性能有了进一步的认识和提高;同时,采用上述工艺方法加工一是节约了大量的原材料、每件零件的原材料消耗由91 kg下降到31 kg;二是提高了产品的合格率,由最初60%左右的合格率提高到95%之上;三是成功地采用多种特殊工艺(锻造、旋压、焊接)的结合以及以镗代磨工艺用于生产,达到节能减排的效果。对同行业相关零件的机加有一定的参考价值。
[1]赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1979.
[2]冯之敬.机械制造工程原理[M].北京;清华大学出版社,1999.
[3]王成和,刘克璋.旋压技术[M].北京;机械工业出版社,1986.
猜你喜欢
机械管理开发(2022年5期)2022-07-07
上海涂料(2021年5期)2022-01-15
名城绘(2019年3期)2019-10-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
山东工业技术(2016年18期)2016-09-19
浙江大学学报(工学版)(2016年9期)2016-06-05
