
基于辗环机抱辊系统的环件参数测量方法*
2012-10-23 07:54徐增海蔡冬梅
制造技术与机床 2012年11期
徐增海 赵 东 王 强 蔡冬梅
(济南大学机械工程学院,山东济南 250022)
大型径-轴向辗环机是辗轧火车的车轮及轮箍、风电设备的轴承套圈及齿轮环坯、运载火箭的仓体、压力容器及核反应堆的加强圈等大型优质无缝环件的关键装备。近些年来,随着工业的发展,各行业对大型环件的需求量越来越大、性能要求也越来越高,这使得大型环件的制造工艺显得尤为重要[1]。
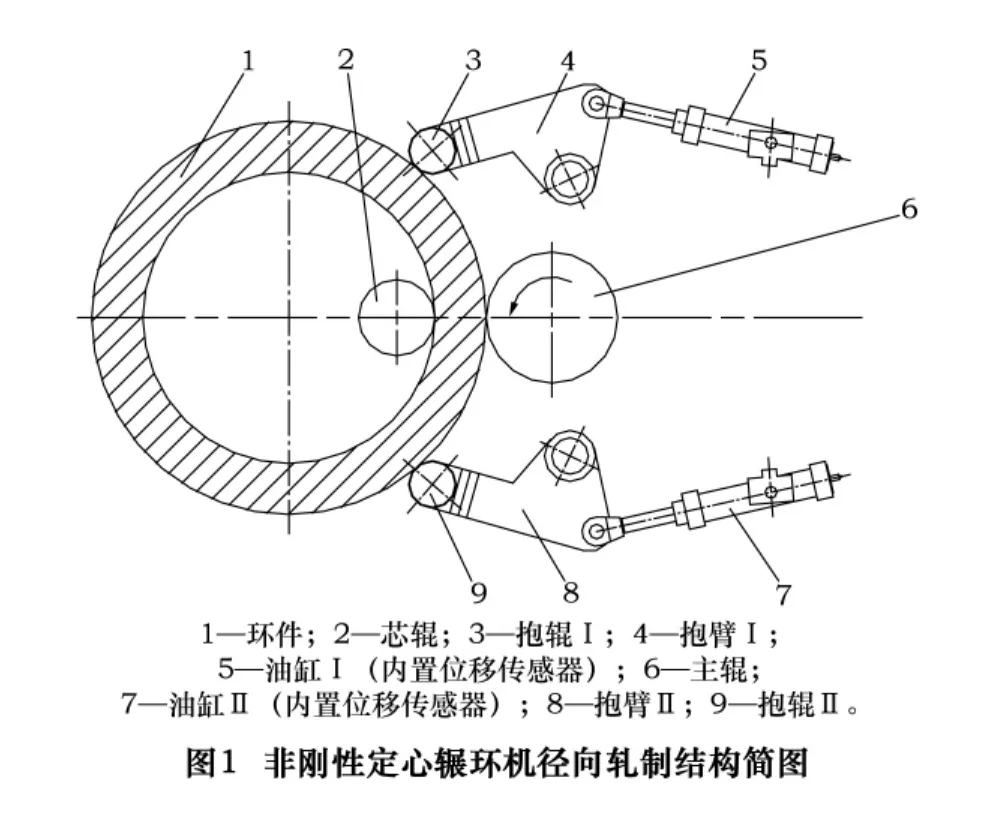
大型径-轴向辗环机是利用局部塑性成形实现大型无缝环件加工的设备[2-3],其工作原理如图1所示。电动机通过传动系统使主辊绕固定轴转动,液压泵通过液压系统使芯辊作径向直线进给运动。环件在主辊和芯辊共同作用下连续咬入孔型产生径向壁厚减小和直径扩大的径向轧制变形,同时环件又可在轴向轧制机构锥辊作用下产生轴向轧制变形。在轧制过程中,环件与主辊和芯辊只是局部接触,接触区域不对称,环件容易产生摆动,因而增设抱辊系统以控制环件轧制过程中的摆动现象。抱辊系统由液压缸驱动[4],抱辊油缸产生的驱动力通过抱臂传递至抱辊,抱辊力作用于加工环件上,保证加工过程的平稳和顺利进行[5]。
在辗环过程中,环件瞬时直径的测量对环件的最终尺寸精度有着重要作用。现有的辗环机测量环件外圆直径一般是通过测量辊实现的[6],测量辊的圆心位于主辊与芯辊的连心线上。当环件圆心位于主辊与芯辊的连心线上时,测量辊所测得的数据接近环件外圆的直径。由于环件轧制过程中的不稳定性,若在某一时刻环件发生偏移,即圆心不在主辊与芯辊的连心线上时,用测量辊测得的数据实际上是环件与测量辊接触点到主辊外壁的距离,是环件外圆一条弦的长度,小于环的直径,且环件的偏移量未知。由此造成测量的环件直径不准确。本文提出了一种新型的测量环件直径方法(发明专利申请号:201210008451.0),该方法是利用抱辊系统通过几何关系推导,得到了环件圆心位置、环件外圆半径与两油缸行程之间的数理关系。
1 抱辊圆心位置分析
如图2所示,各部件的结构尺寸为定值,图中虚线为辅助线,以环件与主辊的交点A为原点作一直角坐标系,在该直角坐标系中,两抱辊的半径为Rb,环件的圆心为O点,环件外圆半径为R,抱辊Ⅰ的圆心为Ob1点,抱辊Ⅱ的圆心为Ob2点,抱臂Ⅰ的旋转中心为B点,抱臂Ⅱ的旋转中心为G点,抱臂Ⅰ与油缸Ⅰ的铰接中心为C点,抱臂Ⅱ与油缸Ⅱ的铰接中心为H点,油缸Ⅰ的旋转中心为D点,油缸Ⅱ的旋转中心为I点,两油缸的行程分别为s1和s2。
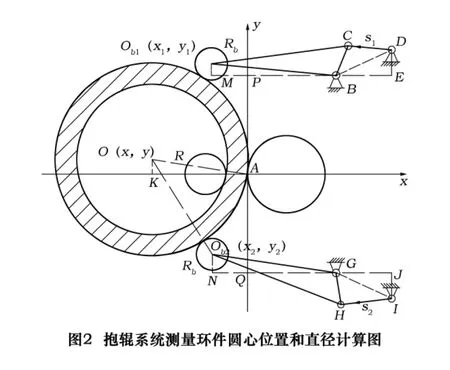
两侧的抱辊系统关于主辊与芯辊的连心线对称安装,△BDE和△GIJ为固定三角形,且两三角形全等,△Ob1BC和△Ob2GH为固定三角形,且两三角形全等
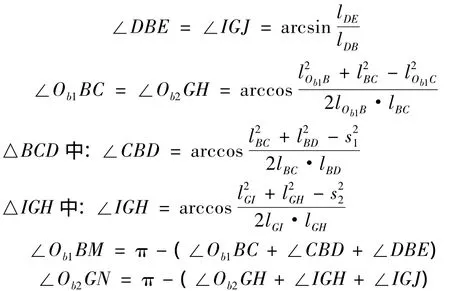
在直角坐标系中,设两抱辊中心坐标为Ob1(x1,y1),Ob2(x2,y2)则
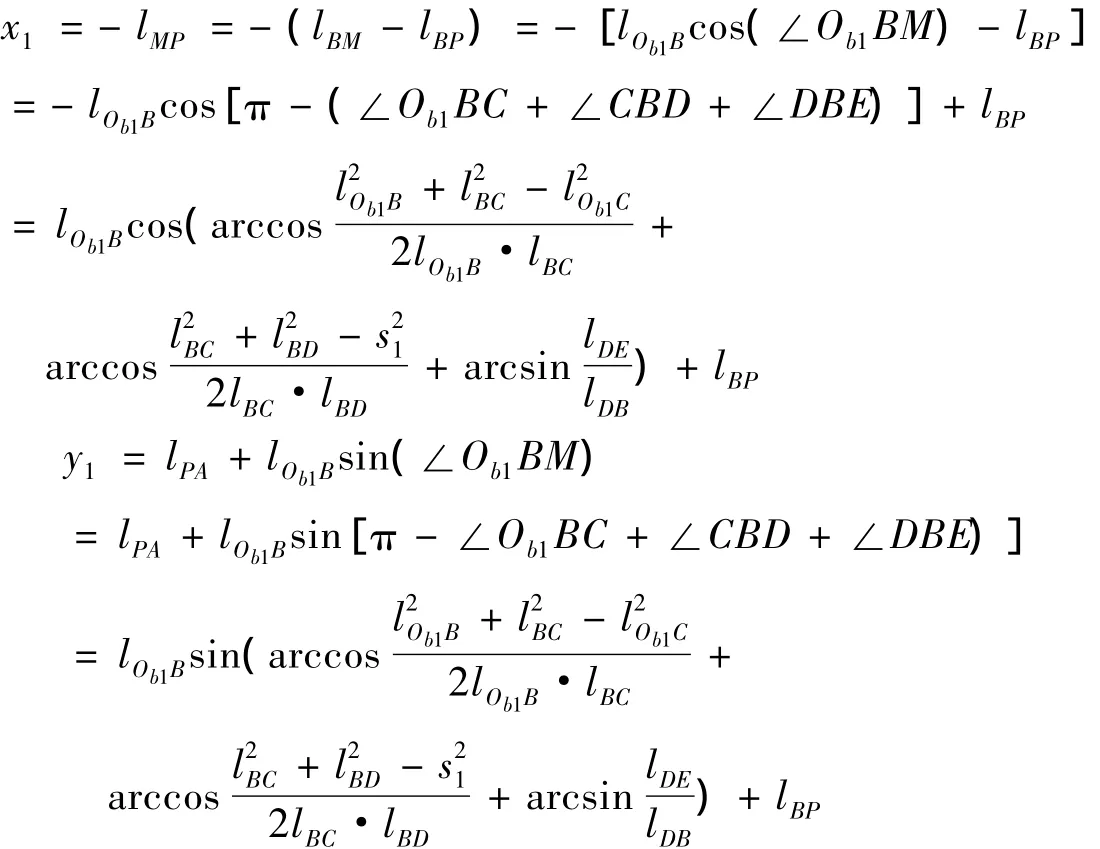
通过以上计算可得到两抱辊圆心坐标Ob1(x1,y1),Ob2(x2,y2),坐标中的变量只有两油缸的行程s1和s2。
2 环件圆心位置和外圆直径分析
如图2所示,设环件圆心坐标O(x,y),由几何关系,列方程组如下:
解以上方程组可得

其中:
由上述计算可得到环件圆心位置坐标O(x,y)和环件外圆半径R与分别推动两抱辊运动的两油缸的行程s1和s2的数理关系,通过软件编程,将任意时刻测得的两油缸行程s1和s2代入,即可显示任意时刻圆心O的坐标和环件外圆直径。由圆心O的坐标即可看出环件是否发生偏移,以及向哪一侧偏移。
3 精度分析
现有的辗环机测量环件外圆直径一般是通过测量辊实现的,测量辊的圆心位于主辊与芯辊的连心线上,测量辊外壁与环件接触,通过测量辊测得的数据实际上是环件与测量辊接触点到主辊外壁的距离。当环件圆心不在主辊与芯辊的连心线上时,测量辊测得的数据是环件外圆一条弦的长度,小于环的直径。
如图2所示,当环件发生偏移时,测量辊测得的环件半径R测量辊为lAK,应用本方法测得环件半径R接近环件真实半径。两者之间的关系为

测量辊测得半径R测量辊的误差为

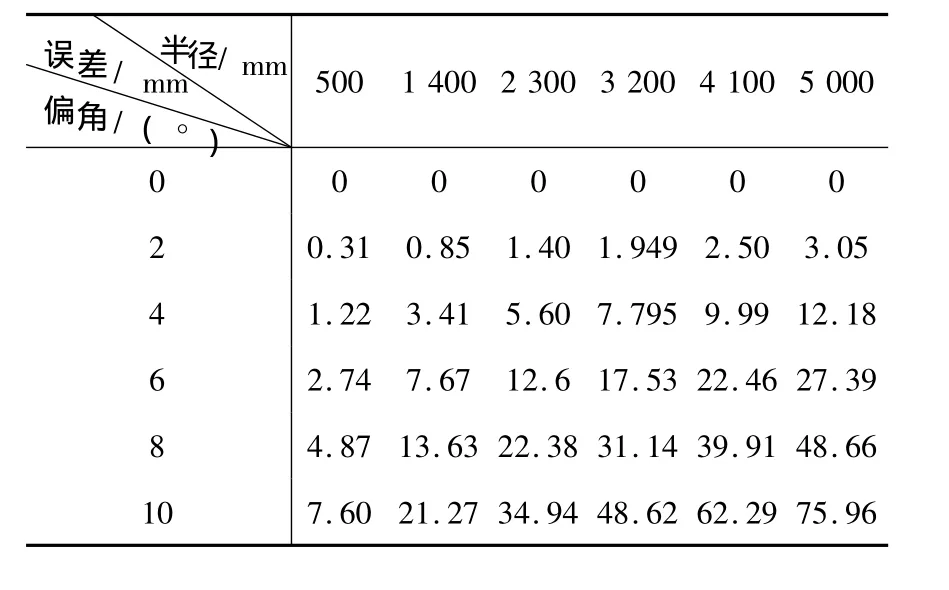
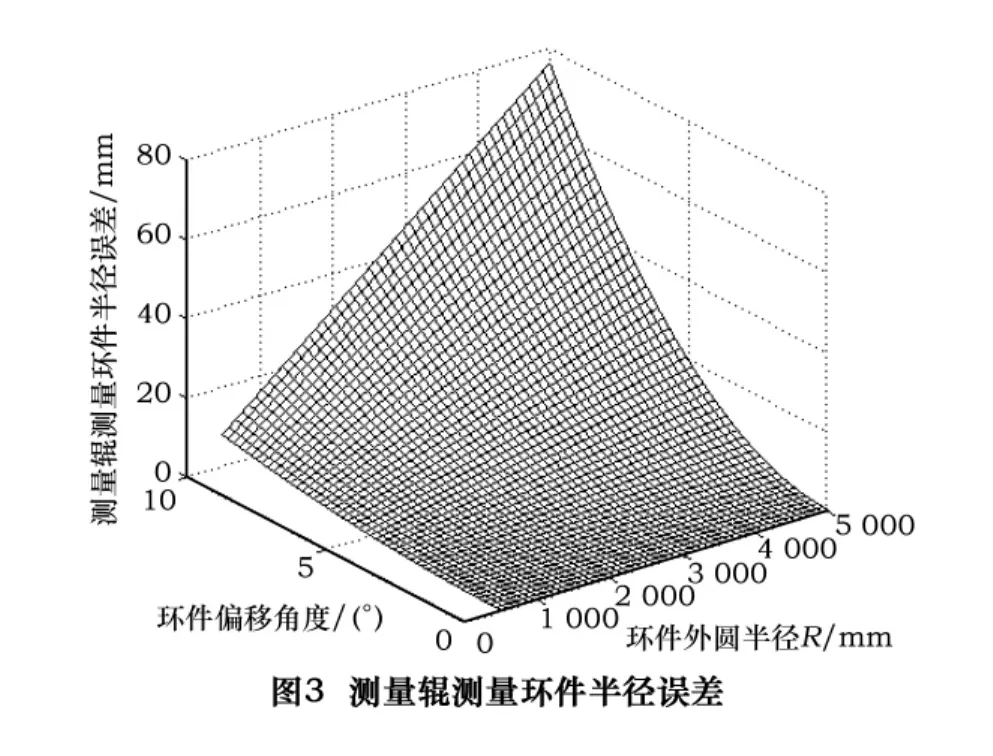
表1 测量辊测得环件半径误差随环件外圆半径和偏转角度变化表
由图3和表1可知,环件越大、偏移角度越大测量辊测得的环件外圆半径误差越大。而应用本方法无论环件偏移大小,测得的环件半径都接近环件真实直径。
4 结语
本文提出了一种新型的测量环件直径的方法,利用抱辊系统通过几何关系推导,得到了环件圆心位置、环件外圆半径与两油缸行程之间的数理关系。本方法可应用于非刚性定心的双抱辊辗环机测量环件直径的场合,测得的环件直径接近环件直径,分析了用测量辊测量的环件直径的误差,环件越大、环件偏移量越大,测量辊测得的半径误差越大。而应用本方法无论环件偏移大小,测得的环件半径都接近环件真实直径。除此之外,环件圆心位置的确定,还可以为抱辊系统的主动控制提供支持。
[1]周广.大型环件径轴向轧制成形工艺理论研究[D].武汉:武汉理工大学,2011.
[2]潘利波,华林,钱东升,等.环件辗扩过程的抱辊控制工艺及设备的研究[J].机械设计与制造,2007(1):95-97.
[3]Lim T,Pillinger I,Hartley P.A finite- element simulation of profile ring rolling using a hybrid mesh model[J].Journal of Materials Processing Technology,1998,80/81:199-205.
[4]颜士伟,余世浩,陈学斌,等.环轧机形位辊系统动力学分析[J].锻压装备与制造技术.2006,41(1):89-91.
[5]Forouzan M R,Salimi M,Gadala M S.Three- dimensional FE analysis of ring rolling by employing thermal spokes method[J].International Journal of Mechanical Sciences,2003,45:1975 -1998.
[6]华林,黄兴高,朱春东.环件轧制理论和技术[M].北京:机械工业出版社,2001.
猜你喜欢
制造技术与机床(2019年6期)2019-06-25
中等数学(2018年1期)2018-08-01
中国新技术新产品(2016年21期)2016-12-08
中国设备工程(2015年2期)2015-12-27
中国海上油气(2015年3期)2015-07-01
汽车零部件(2014年5期)2014-11-11
筑路机械与施工机械化(2014年3期)2014-03-01
数学教学通讯·初中版(2014年1期)2014-02-14
数学大世界·初中生辅导版(2010年2期)2010-03-08
数理化学习·高三版(2009年4期)2009-04-27
