
全车玻璃导轨成形工艺及主要模具设计
2012-10-21 01:49马晓彩秦皇岛燕大汽车零部件制造有限公司产品研发部
锻造与冲压 2012年18期
文/马晓彩·秦皇岛燕大汽车零部件制造有限公司产品研发部
全车玻璃导轨成形工艺及主要模具设计
文/马晓彩·秦皇岛燕大汽车零部件制造有限公司产品研发部
随着社会经济加速,汽车行业也迅速发展,绿色、低碳、节能、轻量、环保是现在汽车设计的主流。人们在满足汽车的性能和功能的要求上,越来越关注汽车的造型和外观,也就是整车的流线造型和美观。所以,表现汽车外观的汽车车身无疑成为很多人关注的焦点。汽车车身由几个主要的部件整体焊接装配而成,这些部件的性能和外观直接关系到整车的性能和外观。
结构分类
全车玻璃导轨是汽车车身上一个重要的组成部件,它的设计结构、流线造型对整车的安全性能和外观起着很大的作用。玻璃导轨和车门内外板等部件一起构成整个车门系统,具体可分为整体式和分体式,如图1所示。整体式玻璃导轨和车门内板、外板、车门加强板等部件通过焊接组装到一起组成整个车门系统。分体式玻璃导轨直接和车门内板、外板通过焊接组装到一起组成整个车门系统,此结构中内板属于全内板。

图1 车门系统
根据汽车的种类大致可分为轿车全车玻璃导轨和商务车全车玻璃导轨。如图2、3、4、5所示。图2是某轿车的全车玻璃导轨,具体包括左右前门、左右后门和左右总装玻璃导轨等六个总成玻璃导轨部件。图3是某商务车车型的全车玻璃导轨,具体包括左右前门、左右滑动门(后门)四个总成玻璃导轨部件以及左右滑动门的六个滑动总成导轨部件。图4是某轿车分体式全车玻璃导轨,具体包括左右前门玻璃前部导轨、上加强板和前门后部导轨总成(又称B柱),左右后门前部导轨总成、上加强板和后门后部导轨总成(又称C柱)等十二个部件。图5是某微车的全车玻璃导轨,同样包含左右前门、左右滑动门(后门)八个总成玻璃导轨部件以及左右滑动门的滑动总成导轨部件,不同的是前门总成玻璃导轨部件是车门玻璃下导轨,车门玻璃上导轨和车门内板连在一起。
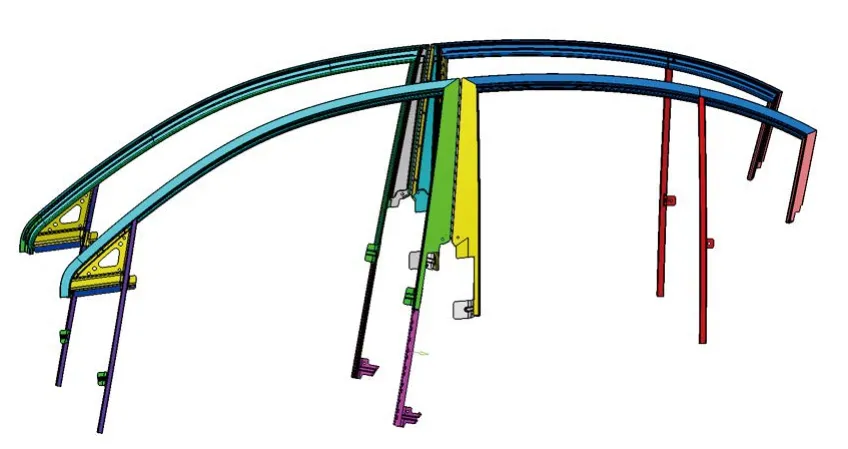
图2 轿车整体式全车玻璃导轨

图3 商务车整体式全车玻璃导轨

图4 轿车分体式全车玻璃导轨
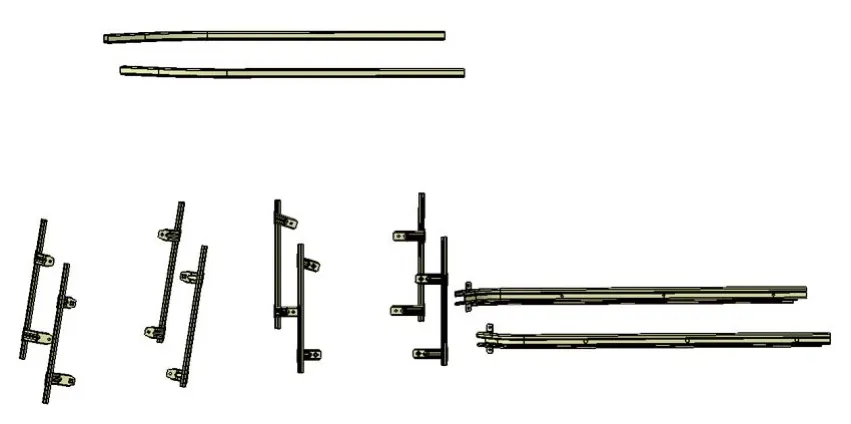
图5 微型车全车玻璃导轨
工艺分析
以轿车车型的全车玻璃导轨为例,介绍全车玻璃导轨的主要性能和工艺特点。图6所示为轿车全车玻璃导轨示意图,可以方便描述各部件在车身上的具体位置。整体的性能要求,包括:玻璃可以上下滑动顺畅无阻、无振动,且全车玻璃导轨的流线要与整车的流线也就是整车侧围完全匹配,在装配误差允许范围内不能有任何影响外观的缺陷;全车导轨的外表面全是A级表面,表面质量要求非常严格,不能有任何影响表面质量的瑕疵。所以,全车玻璃导轨的关键特性就是形线尺寸和表面质量,因而对工装模具的设计和加工都有很高的要求。
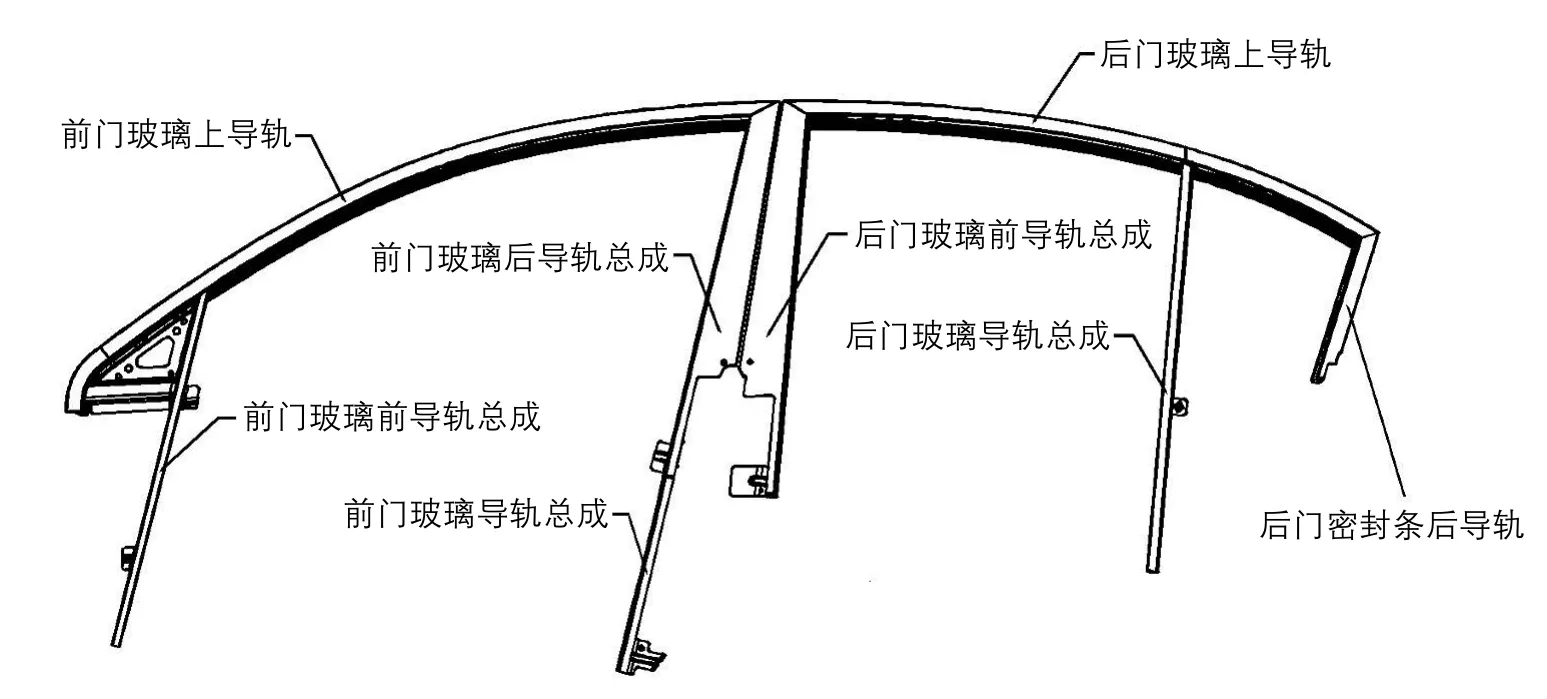
图6 全车玻璃导轨示意图

图7 玻璃导轨的主要工艺流程
在不断的摸索与经验积累中,技术人员总结出设计制作此类产品的主要工艺流程,并且通过实际的生产证明了工艺的合理性,具体的工艺流程见图7。通过试制和研究发现,全车玻璃导轨中前门玻璃后部导轨总成和后门玻璃前部导轨总成这两个部件在冲压中回弹是最难控制的,需要在模具设计时把回弹量补偿出来。图8是前门玻璃后部导轨外板的成形工序图,在每道序中由于成形变形和回弹影响需要考虑不同的补偿量。

图8 成形工序
模具结构
以一套翻边模具结构(图9)来说明回弹的影响。模具结构中成形模块按数模数控加工、装配,试模后出现大面积回弹,直接影响表面精度,为了保证成形后满足尺寸要求,需要给成形模块做一定的补偿值来抵消成形后的回弹。其中一道工序是辊压型材,在辊压工序中利用专用的辊弧工装做出与零件数据一致的弧形,在后序的修边、翻边等冲压工序中由于变形和回弹的影响弧线已经变形,超出了工件的尺寸偏差,所以模具设计阶段就在成形模块上做小于数据弦深0.8mm的弧面,调试模具阶段发现工件回弹明显变小但还存在微量回弹变形,尺寸超差,又通过反复几次的试模修型,最后工件完全符合检具,满足了主机厂装车需要,如图10所示是冲压前后回弹的比较,如图11所示是合格的后门玻璃前导轨半成品件。

图10 冲压前后回弹的比较

图11 合格工件

图12 生产的各类玻璃导轨
冲压工序中其他主要工序如修边、成形等也都会出现回弹,为满足尺寸精度要求、消除回弹变形,在设计模具时也需要在相应的成形模块上做出补偿,补偿量一般是在调试模具过程中不停地对模块进行修改得到的。同类合格工件,所使用的辊压型材口型几乎是一致的,只在关键尺寸上稍有差别,但是弧面宽度和半径大小有较大的变化,基本属于同类产品。在设计模具时要在成形模块上做回弹弧面,因为弧面宽度和半径大小直接影响工件的回弹量,所以每件产品的成形模块具体补偿量是不一样的,需要在实践中反复实验和修磨才能量化。
图12为本公司开发的各类玻璃导轨产品,在模具设计阶段全部考虑了回弹的影响,对成形模块进行了不同的回弹补偿量,最终满足尺寸精度和表面质量要求,这些产品现在一直在批量生产中。
结束语
通过对全车玻璃导轨研发,技术人员了解到汽车的全车玻璃导轨零件的主要特点:辊压型材口型截面尺寸精度高;外形多为二维或三维曲线造型;零件细长且分布很多或用于焊接定位或用于安装的孔和豁口;外观形面精度要求高;属于车身的A级表面等等。这些关键特性使全车玻璃导轨在生产制作和流通过程中,各道工序有着严格的要求,尤其是影响着车身美观的外表面不允许有任何的磕碰和划伤,必须用专门的工业器具流通传递。
猜你喜欢
汽车工程师(2021年12期)2022-01-17
作文小学中年级(2020年12期)2020-12-29
小学生作文(低年级适用)(2019年11期)2019-11-29
北京汽车(2017年3期)2017-10-14
工程建设与设计(2016年1期)2016-02-27
爆笑show(2015年3期)2015-05-08
汽车维修与保养(2015年2期)2015-04-17
汽车维护与修理(2015年7期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
中国医药科学(2015年15期)2015-02-27
