变压器油箱端盖焊缝的修复
2012-10-21 11:54:48刘梦安
中国设备工程 2012年5期
冯 勇,刘梦安
(株洲联诚集团有限责任公司,湖南 株洲 412001)
JQFP型变压器的油箱端盖是由异种金属(1Crl8Ni9Ti钢和16MnL钢)焊接而成。由于异种金属之间的物理和化学性能不同导致焊缝质量不高,油箱焊缝处渗漏油现象频发。主要原因如下。
(1)两种基体之间不能形成合金;
(2)焊接过程中金相组织的变化或产生新的组织而使接头的性能变差;
(3)熔合区及热影响区的机械性能,特别是塑性的降低;
(4)由于基体金属热膨胀系数不同而引起热应力,而且这种热应力不能消除;
(5)因塑性变差和应力增加容易引起裂纹。
一、焊缝渗油分析
1.母材性质对焊接性的影响
1Crl8Ni9Ti+16MnL是一种常用的复合钢,焊接时,焊接接头经历了敏化温度区间,在腐蚀介质的作用下,可能产生晶间腐蚀现象。晶间腐蚀的结果使接头的性能降低,甚至使结构破坏。
计算碳当量是确定钢材焊接性的一种方法。各国计算碳当量的公式各有不同,以下计算碳当量则采用国际焊接协会(IIW)推荐的碳当量计算式:

通过计算得出,16MnL钢其Ce<0.5,其裂纹敏感性小,焊接性好。1Cr18Ni9Ti钢强度大,导电率低,焊接性能良好,但热膨胀系数大,熔池的流动性差,如果焊接工艺不当,会使基本金属的焊接热循环恶化,在热影响区产生淬硬组织,加上内应力的存在,很容易在热影响区产生裂纹。
2.焊接工艺对焊缝的影响
公司之前常采用的手工电弧焊焊出来三道焊缝,效果很不理想。近期就发生了32起焊缝渗漏油现象。
3.焊材及保护气体的配比对焊缝的影响
异种钢焊接接头的焊缝和融合区物理性能、力学性能也有很大差异,如果焊条选用不当,可能会引起裂纹。不锈钢焊条必须根据母材和工作条件来选用。
在焊接过程中,通常是用100%的Ar做气体保护,对焊丝金属的熔滴过渡虽然起到了保护作用,但对熔滴过渡起到了压缩作用,无助于电弧稳定燃烧。所以,焊接时电弧飘移,熔化金属和母材几乎不熔合,而且飞溅甚大,无法达到焊接效果。
二、焊接工艺的改进
经过多种方法进行焊接试验,最终采用MMA焊与MAG焊,采用图1中箭头所示的两道焊缝的焊接方式,并对基层、复层分别进行焊接,焊接材料、工艺分别按照基层、复层来选择,待水平面一次焊完,在交叉处打磨,再向下焊垂直方向的焊缝,同时基层和复层界面附近焊接过渡层。这样的焊缝不仅具有优异的耐腐蚀性,致密性好,且接头强度高,焊接质量可满足使用要求。
经试验发现过小的氧含量使焊接过程中熔滴在过渡中不能充分燃烧,与母材之间不能很好地熔合,产生未焊透或未熔合现象。在小于3%的O2基础上反复试验后,确定在Ar中加入2%的O2,其焊接效果明显改善。由于少量O2的作用,在底层焊接时,熔滴在过渡中得到了比较充分地燃烧,克服了纯Ar焊接中电弧飘移和过渡金属与母材不相熔的问题。同时O2的加入,提高了熔滴过渡的稳定性,尤其在大电流的射流过渡中,改善了熔池的流动性,能够较好地控制熔池形状,有效克服了焊缝咬边、飞溅等现象,使焊缝表面成型平滑、根部熔合良好,效果理想。
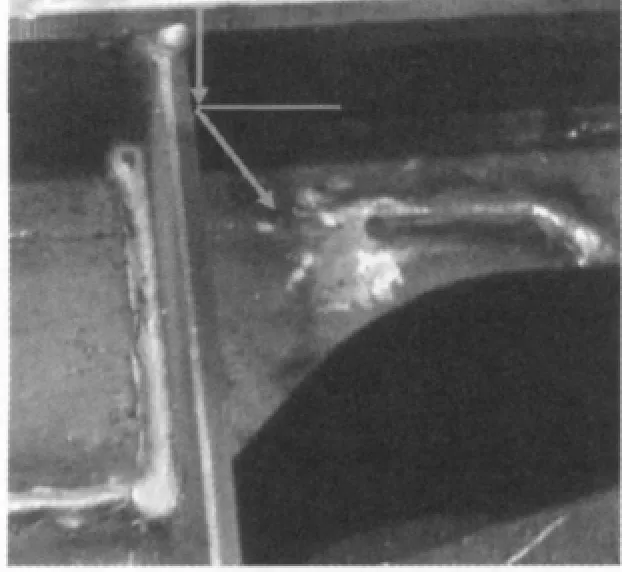
图1 MMA焊与MAG焊焊缝示意图
[1]李亚江,李娟,刘鹏.异种难焊材料的焊接及应用[J].北京:化学工业出版社,2003,284-286.
[2]陈冰泉,潘春旭等.奥氏体不锈钢焊接接头过渡区组织变化研究[J].武汉交通科技大学学报,2001,10(4):230-235.
[3]M.H.S.D.Kelly JJ.Pamsh RHA Guide Tranffo—Maintenanee,1981,15-18.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
海峡科技与产业(2017年6期)2017-07-01 19:16:06
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
广西林业科学(2016年1期)2016-03-20 05:33:09
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年7期)2015-07-18 10:59:17