余热利用助力设备节能改造
2012-10-21 11:54:48宁波海得工业控制系统有限公司汪木根
中国设备工程 2012年5期
宁波海得工业控制系统有限公司 汪木根
近年来电力供应紧张,很多静电喷涂设备已采用燃油加热或燃气加热。但对余热的利用却不够重视,通过对余热利用方式、控制方式的研究及燃油加热烘道和固化炉的节能改造,取得了一定成效。
目前国内涂装行业静电喷涂的前处理加热多采用电加热为主,设备采用燃油加热或燃气加热,工件的烘干与喷粉后及固化后的余热大都直接排放掉。笔者通过对燃油加热和固化炉余热利用方式的研究,为企业节省了大量的能源成本,取得了良好的效益。喷涂流水线如图1所示。
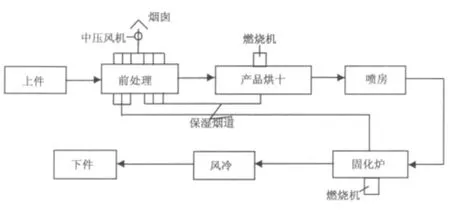
图1
从烘道和固化炉流出的烟气温度>300℃,如将此高温烟气流经前处理液,可使前处理液升温40~80℃,起到节电效果。
一、前处理加热计算
前处理程序一般有六道:除油、二道水洗、磷化、水洗、钝化,即有六槽需要加温。
1.前处理液加热所需电力计算。

式中:Q——耗电量,kW·h;
c——水的比热,1kcal/(kg·℃);
m——质量,kg;
△t——温差,℃;
864——热功当量,1W·h=3 600J=864cal。
若六槽水质量为6t,则加热1h温升40℃需要的电力经计算为(1×6 000×40/864)278kW·h。
若每天开机一次,则仅仅温升40℃就需278kW·h电,未包括保温所需电力。
2.前处理换热器散热表面的相关计算。

式中:△t——平均温差;
Q——热负荷(根据功率大小计算热负荷);
m——质量;
Cp——流体比定压热容;
K——传热系数;
F——传热面积 。
求出F面积后,即可选择换热器管直径并计算出长度。
3.前处理液温度。一般要求温度在30~50℃,热交换器的内外温差>250℃。除油后两道水洗,第一道水洗温度50~60℃,第二道水洗温度30~50℃效果较好(前处理液厂家有特别要求除外)。利用>300℃的高温烟气对前处理液进行加热足以满足前处理液的升温需求。
4.前处理槽加热管道(图2)。槽内管子与槽外管子采用联动蝶阀,两管直径相同,当槽内管子阀门打开时,外管阀门关闭,当槽内管子阀门关闭时,外管阀门打开,烟气的风阻不变,流量恒定。温度控制器控制气缸的二位三通阀,使气缸带动齿条产生伸缩运动,联动蝶阀的齿轮由连接在气缸上的齿条驱动(如图3所示)。
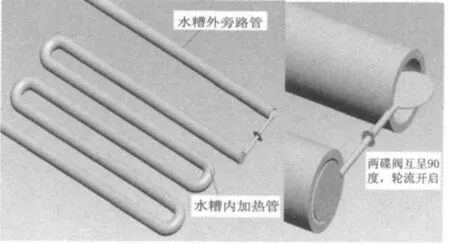
图2

图3
二、烘道及固化炉的功率核算
燃烧室的热交换器与前处理槽中的热交换器有所不同,燃烧器喷出的火焰温度高达1 000℃以上,与燃烧器连接处的热交换器管要用5mm厚的不锈钢310S制作气流拐弯处角度最好90°连接,以大圆弧拐弯减少风阻。
烘道室体采用保温壁板拼装结构,型钢支撑框架,室体内壁采用0.6mm以上镀锌钢板,外壁采用0.5mm以上波纹型钢板,整体布局合理,保温层厚120mm,断热口隔板50mm(两面镀锌0.5mm)、内填充优质岩棉,保温性能上佳,能防止热空气外溢,减少热能的流失。
烘道内设布局合理的热风循环系统,循环风要全部经过热交换器,使热交换器表面上的热量能及时被循环风带走,进入热风循环系统,烘道内热风出口布局要合理并且能微调,使得温度分布均匀。
选择燃烧器的功率大小时按加热功率的二倍选择燃烧器最大功率。
设在体积为V的烘道内,1h内温升要达到△t,需要的功率计算如下。

式中:Q散——设备室体散热量;
K——保温层散热系数,0.05W/m2℃,相当于0.05J/m2℃;
A——设备室体保温层面积之和;
△t——温升。

式中:Q吸——工件吸热量;
Cp铁——铁比热,0.46kJ/(kg·℃);
m——工件重量(含烘箱内壁和通过烘箱的输送链);
△t——温升。

式中:Q加——设备室内空气加热量;
Cp气——空气比热,1kJ/kg℃;
ρ——密度,1.293kg/m3;
V——体积;
△t——温升。
总耗热量:

若1kWh电能所产生的热量为3 600kJ;发热体热效率取80%;则加热总功耗为:Q总×3 600/80%。
保温时需要的热量:

式中:Q补加——补充的新鲜空气加热量。
加热温升时的功率一般远大于保温时的功率,核算时只要温升在1h内达到额定值功率就够了,温升过程中要预缓冲,即在到达额定温度前要停止加热一段时间,以防因热惯性的缘故温度上升超过额定值。
三、综述
公司对某工厂喷涂流水线进行余热利用改造后,能源成本大幅降低,平均节电500kW·h/天,5~10万kW·h/年(未满负荷开班),占车间用电量的70%以上,一个月节省下来的电费就足以收回铺设的管道成本。
[1]刘燕春.换热器设计、运行及CAD系统[M].北京:冶金工业出版社,1998.2.
[2]钱颂文.换热器设计手册[M].北京:化学工业出版社,2002.8.
[3]邝国熙.塑料静电喷涂[M].北京:国防工业出版社,1980.5.
猜你喜欢
防爆电机(2022年5期)2022-11-18 07:40:48
防爆电机(2022年4期)2022-08-17 05:59:50
上海节能(2020年3期)2020-04-13 13:16:18
经济技术协作信息(2018年11期)2019-01-14 03:07:22
电子制作(2018年2期)2018-04-18 07:13:36
中国船检(2017年3期)2017-05-18 11:33:09
设备管理与维修(2016年7期)2016-04-23 06:51:40
工业设计(2016年6期)2016-04-17 06:42:44
上海金属(2015年3期)2015-11-29 01:09:55
石油化工(2015年11期)2015-08-15 00:43:05