
整体硬质合金刀具钝化的研制与应用①
2012-10-14 06:10郭芬芳
超硬材料工程 2012年4期
郭芬芳
(厦门金鹭特种合金有限公司,福建厦门361006)
整体硬质合金刀具钝化的研制与应用①
郭芬芳
(厦门金鹭特种合金有限公司,福建厦门361006)
简要介绍了一种自制整体硬质合金刀具数控立式旋转钝化机的基本结构和主要特点。通过钝化试验结果分析表明,所研制设备的钝化效果达到进口设备的性能指标。
整体硬质合金刀具;刃口钝化
1 引言
尽管可转位刀片技术具有很多优势,但整体硬质合金刀具在切削刃长度、轴向进给能力等方面仍具有明显的优势,另外从切削系统动平衡及刀具安全性角度考虑,高速切削技术的发展对整体式旋转硬质合金刀具的需求量不断增加,尤其是小直径的旋转刀具增加明显。
硬质合金刀具的切削刃与刀尖一样,具有强度低、散热条件差的弱点,而且经过普通砂轮或金刚石砂轮刃磨后的刀具刃口,在显微镜下观察会发现还存有不同程度的微观缺陷,例如存在微小的锯齿型缺口、磨痕和微裂纹等。在切削加工过程中,这些小缺陷随着刀具使用时间的延长,会明显降低切削性能,如刀具微裂纹的延伸、磨损的加剧、崩刃等现象会随之而来。但是,如果在刀具制造工序的最后一道磨削工序完成后,紧接着再对刀具刃口进行一次钝化处理,使刀刃成为具有细微圆弧的刃口,刃带也将变得圆滑平整,这样会增强刀具的性能。现代高速切削加工和自动化机床对刀具性能和稳定性提出了更高的要求,特别是金刚石涂层刀具在涂层前必须经过刃口的钝化处理才能保证涂层的附着力和牢固性,降低刀刃出现崩口的机率,从而延长刀具寿命。众多的实验[1-2]或者仿真[3]研究结果表明,刀具刃口钝化可有效延长刀具寿命,大幅降低刀具成本,给用户带来巨大的经济效益。
为提高钝化效率和质量,大多采用高效机械钝化方法,如振动钝化、介质钝化、研磨浆钝化、含磨料的橡胶轮钝化、干或湿的喷砂法钝化、翻滚钝化和含磨料尼龙刷钝化等[4]。目前尼龙刷钝化法在国内外专用可转位刀片钝化机床上已广为应用,钝化效果较好。但对于整体成型刀具的钝化,由于尼龙刷磨轮在工作时刀具刃口受力不均,钝化质量不够稳定[5]。针对此问题,厦门金鹭特种合金有限公司在调研和刀具生产实践经验的基础上,研发出了一套数控立式旋转钝化机,该机将整体硬质合金刀具装夹在钝化机的主轴上,然后将其放到装有磨料的容器中。刀具在数控程序控制下在容器的磨粒中作行星旋转式运动,观察和分析钝化后的刃口表明,刀具的刀刃能得到均匀和有效的钝化,钝化效果和效率与昂贵的进口钝化设备相当。
2 设备结构原理和主要特点
整体硬质合金钝化机主要由主轴旋转及联接机构、行星旋转盘机构、行星主轴机构、砂斗及其升降机构、控制气缸机构以及电气数控回路部分构成。制作中采用Solid works软件进行三维建模、仿真和优化设计。
其中,主轴和行星轴采用PLC控制变频器来驱动,用PLC的模拟量模块控制变频器调速,PLC与触摸屏之间采用RS232的通讯方式。主轴旋转采用变频器(带PG卡)+电机+编码器的方式,此方式是变频器应用领域的改进技术,仅次于伺服系统的定位方式,精度较高,方便钝化刀具的装卸。升降部分采用伺服驱动器+带刹车的伺服电机+光栅尺的方式进行定位,具有伺服系统定位精准和光栅尺数字高精度信号反馈、加减速稳定的优点,采用全闭环的设计方法进一步提高了升降机构的安全性。
研制的钝化设备控制参数全部开放,可通过全中文界面的触摸屏进行设置,操作简便,操作人员容易上手。通过触摸屏主界面菜单,可对优化过的钝化程序进行调用,或者通过参数设置进行调整。设备还具有自检、报警、基本故障自诊断等功能。
3 主要性能参数
所研制的整体硬质合金刀具钝化机样机的主要性能参数和技术指标如下:
a)主轴转速:10~150r/min
b)行星轴转速:5~15r/min
c)外形尺寸:2100mm×1900mm×2720mm
d)砂斗升降速度:15~100mm/s
e)砂斗容量:170L
f)钝化刀具范围:柄径3~32mm,长度60~200mm,刀具直径1~32mm
4 钝化试验与结果分析

图1 D12刀具刃口钝化前后显微图Fig.1 Micrograph of D12tool edge before and after preparation
为了评价自制数控钝化机的性能,取公司D12、D6两种未涂层整体硬质合金刀具分别在进口钝化机和自制钝化机上进行对比实验研究。具体的刀具和钝化参数见表1。
在显微镜下对D12、D6两种刀具钝化前和钝化后的形貌进行了观测。从刀具刃口钝化后的显微照片来看,自制设备的钝化效果与进口设备的基本相当,钝化后的刃面和刃口均得到了较大改善,刃面钝化均匀,基本消除了钝化前较为明显的磨痕,刃带也变得光滑、刃口处出现细微的圆弧,这将有助于提高后续涂层的性能。图1为D12刀具经自制钝化机按照上述参数钝化后的典型显微照片图。
为了对钝化效果进行量化评价,还对钝化前后刀具圆周刃的刃口半径分别进行了测量。D12刀具的刃口半径分别取垂直距离底刃1mm、10mm、20mm三个位置进行测量;D6刀具分别取垂直距离底刃1mm、5mm、10mm三个位置进行测量。D12刀具刃口半径在钝化前,以及在相同的钝化参数下经进口和自制设备钝化后的情况如图2所示,D6刀具的如图3所示。
从图4和图5的钝化数据来看,自制设备与进口设备对整体式硬质合金刀具的钝化效果基本一致。从图2(b)和图3(b)不同测量位置的刃口半径增加值来看,钝化机对距离底刃不同高度的钝化效果有一定的差异,越接近底刃,钝化效果越明显。

表1 整体硬质合金刀具规格及钝化参数Table 1 Specifications and preparation parameters of solid carbide cutting tools
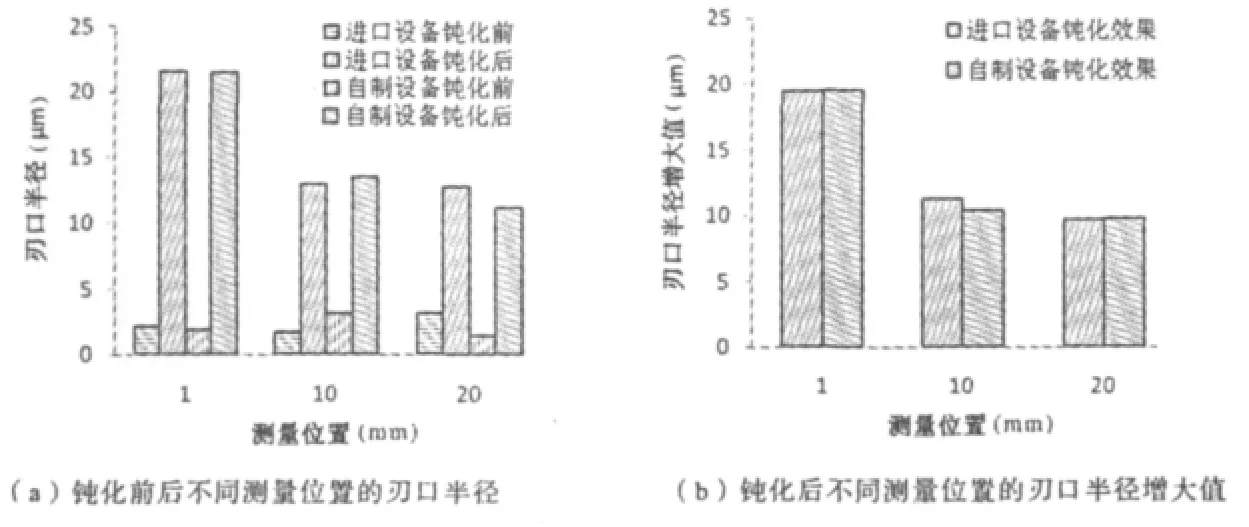
图2 D12刀具刃口在不同设备上的钝化效果比较Fig.2 Comparison of D12tool edge prepared on different machine

图3 D6刀具刃口在不同设备上的钝化效果比较Fig.3 Comparisonof D6tool edge prepared on different machine
5 结语
在调研和刀具生产实践经验的基础上,采用三维建模软件对整体硬质合金刀具旋转式钝化机进行建模、仿真和优化设计,开发了带触摸屏人机友好界面的数控系统,各项运行参数和钝化效果达到进口设备的性能指标,从而为刀具后续的金刚石涂层工序打下了良好的基础。该设备的成功研制将进一步降低刀具的生产成本,为进一步缩小国产刀具与国外刀具性能的差距作出了一定贡献。
[1] 刘海涛,李嫚,张弘弢,等.刃口钝化对PCBN刀具切削性能影响的研究[J].工具技术,2011,45(4):29-32.
[2] 刘月萍.铣削Ti6Al4V刀具刃口钝化研究[D].山东大学,2010.
[3] Yung-Chang Yen,Anurag Jain,Taylan Altan.A finite element analysis of orthogonal machining using different tool edge geometries[J].Journal of Materials Processing Technology,2004,(146):72-81.
[4] 桂育鹏.刀具刃口钝化技术的探讨[J].数控机床市场,2005,(12):96-100.
[5] 顾祖慰,张奇.刀具钝化技术应用前景的展望[J].工具技术,2009,43(8):78-80.
Development and application of edge preparation machine for solid carbide cutting tools
GUofen-fang
(Xiamen Golden Egret Special Alloy Co.,Ltd.,Xiamen361006,Fujian,China)
The basic structure and its main characteristics of a newly developed vertical rotating machine were briefly introduced in this paper.This self-made machine was used to prepare the edges of solid carbide cutting tools,and the results of the experiment showed that its performance indexes had reached those of the imported device.
solid carbide cutting tools;edge preparation
TG58
A
1673-1433(2012)04-0035-03
2012-08-10
郭芬芳(1974-),女,工程师,长期从事硬质合金工具生产设备的研发和管理工作,Email:gou.fenfang@cntc.com。
猜你喜欢
山东冶金(2022年4期)2022-09-14
金刚石与磨料磨具工程(2021年5期)2021-11-06
商品与质量(2020年18期)2020-11-27
四川冶金(2019年4期)2019-11-18
制造技术与机床(2017年7期)2018-01-19
农家科技中旬版(2017年8期)2017-11-09
山东工业技术(2017年20期)2017-10-17
华东纸业(2016年2期)2017-01-19
山东工业技术(2016年15期)2016-12-01
凿岩机械气动工具(2016年1期)2016-11-11
