
基于Mach3的开放式数控车床系统换刀宏程序开发
2012-10-12 13:28王建强潘王琴张棉好
制造业自动化 2012年5期
王建强,潘王琴,张棉好
WANG Jian-qiang, PAN Wang-qin, ZHANG Mian-hao
(浙江师范大学 职业技术教育学院,金华 321019)
0 引言
随着数控技术的不断发展,其应用范围在不断扩大。目前,我国数控机床采用的系统有日本的发那克、三菱、德国的西门子等,近年来我国对装备技术特别是数控技术的研发投入较大,但可靠性有待进一步提升,因此,国产的数控系统市场占有率仍然较低。无论是国外还是国产的系统,绝大数情况下必须采用相应的专用配件,一旦发生故障,维修困难且成本较高。近年来,我中心开展了开放式数控车床控制系统的相关研究,采用美国Mach3软件及计算机平台,成功开发了开放式数控车床实验台。本文主要针对数控车床自动换刀功能的实现进行一定的研究,并开发出相应的控制宏程序。
1 基于Mach3的开放式数控车床系统的组成
本实验台采用PC机加MACH3软件软模拟运动控制卡构成控制核心;步进电机及其驱动器构成进给系统;直流电机及PWM调速电路构成主轴运动系统;电源、接口板、各轴限位开关、原电开关及对刀器构成辅助系统。
在加工过程中,由PC机加MACH3软件构成的运动控制核心负责对加载的刀路文件进行处理,并将处理后的数据通过接口板发送到各轴向驱动器上控制各轴步进电机运动:由电源模块提供整个控制系统所需要的电力;由各轴限位开关、原电开关及对刀器来确定机床各轴向的绝对零点坐标,并保证系统在安全的范围内进行工作:由直流电机及PWM调速电路构成主轴运动系统负责控制主轴的转速。控制系统工作原理如图1所示。
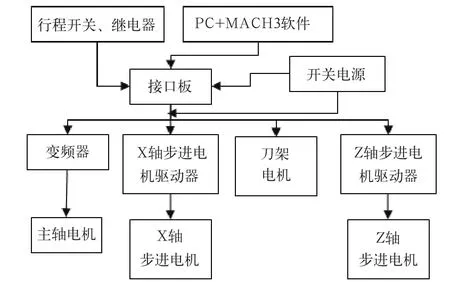
图1 控制系统框图
Mach3是一款对运行环境要求不高的开放式软件,一般的PC机就可以满足其运行要求。该软件不仅具有一般数控设备所需要的功能,还具有很强的扩展能力,可根据用户需要外加诸如触摸屏、手动控制手柄等多种外围设备。软件界面显示简单、信息丰富形象,便于上手,此外,用户还可以根据自己的喜好自行定制软件界面。
2 电动刀架控制电路
2.1 安装与调试
1)在中拖板上打好相应的螺钉孔,然后把刀架置于中拖板上,LD系列或LDB系列刀架用一字螺丝刀拧下刀架下刀体轴承盖闷头,然后用内六角扳手顺时针转动蜗杆,使上刀体旋转约45°,即可露出刀架安装孔,然后用相应的螺钉把刀架寄存定,并调整刀尖与车床主轴中心一致。

图2 数控车床系统操作界面
2)首次通电时,如发现电机者转有闷声,应立即关闭电源,调换三相线相序。
2.2 电动刀架工作原理
系统发出换刀信号,正转继电器动作,电机正转,通过联轴器驱动蜗杆,蜗杆则带动蜗轮及与蜗轮相连接的螺杆旋转,螺母开始上升;同时螺杆带动离合盘转动,定全销在离合盘平面上滑动,当螺母上升至一定高度时,三端齿啮合脱开,定位销滑入离合盘槽中,此时螺杆带动离合盘、离合销、螺母、上刀体、外端齿及反靠销开始转位,反靠销从反靠盘槽中爬出,即上刀体开始换刀动作。
当上刀体转到指令刀位时,霍尔元件发出到位信号,正转继电器松开、反转继电器吸合,电机开始反转,螺杆带动离合盘、离合销、反靠销和上刀体反转。当反靠销在反靠盘平面上移动经过反靠槽时,反靠销被弹簧弹入反靠槽。由于反靠销进入反靠槽,反靠销直角面与反靠槽直角面相互顶住(刀架完成粗定位),阻止了反靠销、离合销、上刀体的转动,此时离合盘在螺杆的带动下继续反转,离合销从离合盘槽中爬出,螺母开始下降,直至三端齿完全啮合,完成精定位,刀架锁紧,此时反转时间到,反转继电器松开,电机停止转动,并向微机发出回答信号,加工程序开始。
3 自动换刀控制程序的开发及相关参数设置
3.1 自动换刀控制宏程序的开发
电动刀架换刀流程如图3所示。

图3 电动刀架换刀流程图
根据换刀动作,本课题开发出四刀位电动刀架自动换刀的控制宏程序,程序如下:
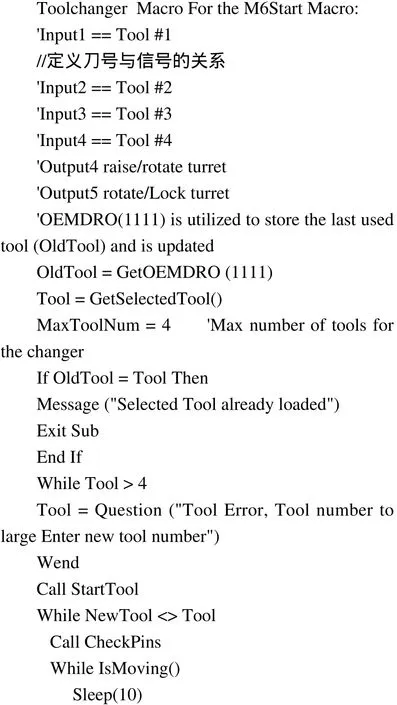

将上述程序输入到Mach3软件的VB编程中,具体操作如下:
1)点击“操作”菜单→【VB脚本编辑】如图4所示,则弹出VB脚本编辑器,如图5所示;
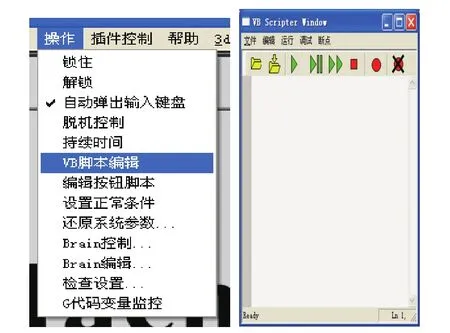
图4 VB脚本编辑器
2)在VB编辑器中,输入自动换刀宏程序,并保存为M06Start.mls,如图6所示。

图5 保存文件
3.2 控制系统的相关设置
在自动换刀宏程序保存后,还需对软件进行相关的设置。
1)软件设置自动换刀
设置该功能的目的是使车床在执行加工程序时,遇到M06指令即实现刀架转换。

图6 换刀设置
2)输出输入参数的设置
开放式数控车床系统采用计算机并口实现PC机与数控系统间的通讯。如前所述,在电动刀架换刀时,需要从并口板发出换刀指令脉冲,然后刀架进行转位,并检测刀架是否到位,因此需要output信号和Input信号。其设置内容如图7和图8所示。

图7 Output信号设置
设置完毕后,在执行NC程序时,用M06指令调用即可实现电动刀架的自动换刀。

图8 Input信号设置
4 结论
开放式数控系统以其低成本、高性能、高可靠性和资源丰富的特点,在全世界范围内得到越来越广泛的应用,利用开放式系统的平台在各系统模块中运用软件实现自动换刀功能,不仅能够充分降低生产成本,减少系统的硬件投入,也能更好地与数控平台融合,加强了系统的可靠性。
[1]张昱.三维机械雕刻机的研制[M].合肥:合肥工业大学出版社,2002.
[2]张俊.数控原理与数控系统[M].北京:北京大学出版社,2009.
猜你喜欢
智能制造(2021年4期)2021-11-04
设备管理与维修(2020年23期)2021-01-04
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
