高强螺栓加工工艺研究
2012-10-09 10:16沈馨娥何东敏邢利君
中国新技术新产品 2012年17期
沈馨娥 何东敏 邢利君
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
概述
随着高强螺栓加工行业的发展,一些复杂环境下使用的高强螺栓的用量正在不断增加,高强螺栓加工在紧固件行业中处于非常重要地位,也是当前国内该行业关注的课题。
由于高强螺栓是在飞机领域中使用,场合具有特殊性,该零件对尺寸及性能方面要求及其严格,虽然其看似结构并不复杂,但在双六角头高强螺栓加工中如何达到性能要求却是一个难题,下面作以简要介绍。
1 高强螺栓的结构特点
螺栓的承载旋合螺纹上的载荷分布是很不均匀的,在弹性范围内,靠近螺母支承面的第一圈螺纹的载荷最大,而其余旋合螺纹的分担载荷渐小。螺纹牙底应呈圆弧型,牙底的圆弧半径不应小于0.1螺距。不应采用三角形尖牙底或平牙底。螺纹和螺杆之间的退刀槽应圆滑过度,圆弧半径R为0.3螺纹直径。螺栓头和螺杆之间应有过渡圆角。细牙螺纹端面和螺纹轴线的垂直度不大于0.08。
2 高强度螺栓加工工艺
2.1 分析、确定加工难点
高强度螺栓材料多为难加工镍基高温合金或高温抗腐蚀合金,由于零件含Ni量高,机加难度很大,存在以下难点;
2.1.1 含Ni量极高的高强螺栓螺纹滚压技术。
2.1.2 高强螺栓性能的保证。
2.2 加工工艺
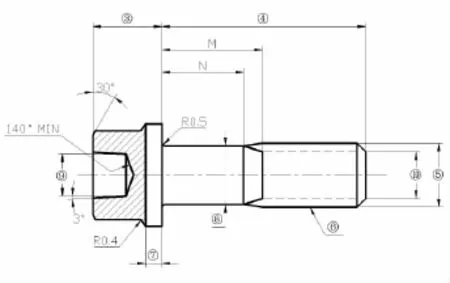
零件镦制-热处理-加工检测硬度试件-滚制加工-清洗-荧光检查-检验-机械性能检测-最终检验-入库 ,零件结构图如下:
3 高强螺栓的材料
3.1 高强螺栓对材料的性能要求
有较好的抗松弛性,使螺栓在较低的预紧应力下,经过一个设计运行时间后,其残余紧应力仍高于最小密封应力。强度和塑性的良好配合,蠕变缺口敏感性小。组织稳定,热脆性倾向小。良好的抗氧化性能,防止长期运行后因螺纹氧化而发生螺栓和螺母咬死现象。
3.2 高强螺栓的材料
在高强螺栓制造中,零件材料为镍基高温合金。设计要求头部应有热镦或冷镦成型,我们采用冷镦成型,冷镦钢是采用冷镦成型工艺生产的互换性较高的镍基镦制坯料,它是常温下利用金属塑性加工成型,每个零件的变形量很大,承受的变形速度也高,所以,对零件原料的性能要求也十分严格。
4 冷镦工艺技术
高强螺栓头部采用冷镦塑形加工,和切削加工相比,金属流线沿零件形状呈连续状,中间无切断,使得零件的强度得到提高,机械性能优良。
冷镦成形工艺包括切料与成形。冷镦机分别在几个成型凹模里进行,多工位自动冷镦机使用的原始毛坯的加工特点是由盘条钢丝的尺寸决定的,通过整形可得到符合工艺要求(满足设计性能)的毛坯。在自动冷镦机上制造高强度紧固件所使用的冷拨盘条钢丝的不圆度应在直径公差范围内。冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点及其状态,寿命和磨损程度。
5 热处理工艺技术
高强螺栓根据技术要求要在局部滚制加工前进行热处理。热处理是为了提高紧固件的综合机械性能,以满足螺栓规定的抗拉强度和疲劳强度,因此,要想生产出优质的高强度紧固件,必须要有先进的热处理技术装备。 由于高强度螺栓生产量大,螺纹部分又是比较细微的精密的结构,因此,要求热处理设备必须具备生产能力大,自动化程度高,热处理质量好的能力。要求保证整个零件加工过程中受热温度均匀,应配备自动温度控制器和数据记录器。
6 局部滚制工艺
螺纹加工的方法有多种,其中滚压螺纹方法是提高螺纹性能有效的手段之一。
局部滚制加工强化工艺已成为提高高强螺栓竞争力的重要手段,高强螺栓经局部滚制加工后寿命可提高70%左右。滚压螺纹是零件无余量、缩性变形过程,只是零件材料流线的改变,产生冷作硬化现象,使表层材料存在残余压应力等作用,这对于提高零件的耐磨性以及抗疲劳强度等具有明显效果。
高强度螺栓材料为镍基高温合金,强度、硬度都很高,塑性变形能力强,进行滚压比较困难。必需在滚压过程中产生较大的塑性变形才能满足零件对形状,尺寸和表面质量的要求,这就增加了滚压的难度。
高强螺栓局部滚制加工情况比较复杂,它跟螺栓结构、材料的延伸率等有着密切的关系,是各种因素综合作用的结果。在实际生产中,只有通过工艺试验,选择合适材料和规格的滚丝轮,调整正确的托板高度和导轮和切削轮转速、主动轮的进给量、牙型修正时间等合理的工艺参数,固化参数从而正确地指导生产。
7 力学性能要求
经试验满足双六角头高强螺栓性能要求:硬度、室温下的极限抗拉强度、一定温度下的极限抗拉强度、疲劳强度。
8 性能及质量的保证
由于特殊环境下应用的螺栓,应具有优异的抗松弛和抗蠕变性能、持久性能、抗应力腐蚀性能,所以高强螺栓必须满足以下要求:螺纹表面应光洁、平滑,不应有凹痕、裂口、锈蚀毛刺和其他会引起应力集中的缺陷。着色或荧光检查:不允许有裂纹。100%光谱检验化学成分。100%硬度检查。检查毛料材质单应有低倍组织检验的合格证。机械性能检查。100%超声波探伤。
9 结论
本论文通过对高强螺栓工艺的研究,结合现场条件,采用提高高强螺栓强度的有效工艺方法等方法进行研制,完成了双六角头高强度螺栓的制造工艺,解决了高强度下螺栓力学性能的保证问题。研究和试验表明:高强螺栓工艺,满足设计图尺寸、技术条件及性能的要求,圆满地完成了《双六角头高强螺栓工艺的研究》攻关课题。
10 结语
高强螺栓于2009年7月20日完成了首件试制。该件的成功试制使我们在高强螺栓加工方面积累了加工经验,同时通过大量的试验也积累了提高高强螺栓强度的有效工艺方法,完成了高硬度、高强度螺栓的工艺研究,对此类零件的制造技术水平的提高有着重要的意义。
[1]美制螺纹标准.
[2]金属材料学.
[3]刀具手册.
猜你喜欢
文史月刊(2023年10期)2023-11-22
精密成形工程(2023年10期)2023-10-18
装备制造技术(2020年2期)2020-12-14
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
童话世界(2018年8期)2018-05-19
中小企业管理与科技·上旬刊(2016年9期)2016-05-14
上海金属(2015年3期)2015-11-29
装备环境工程(2015年4期)2015-02-28
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10