
舰船海水管系电偶腐蚀及其防护措施
2012-09-27 04:34:42田志定武兴伟
船舶 2012年5期
田志定 武兴伟
(中国船舶及海洋工程设计研究院 上海 200011)
0 引 言
金属材料长期受海水浸渍而发生腐蚀是一种普遍存在的自然现象。舰船海水管系是推进系统、电力系统和辅助系统的重要组成部分。海水管系是由管路、管附件、泵、阀及其相关设备等多种材料和设备所组成的较复杂的电化学系统。舰船处于海洋环境中,金属腐蚀的基本特征如:静止海水浸泡和流动海水腐蚀、点蚀和缝隙腐蚀、应力腐蚀、晶界腐蚀、局部腐蚀及电偶腐蚀等,在海水管系中均有显现,其中尤以电偶腐蚀最为复杂。HDR双相不锈钢和B10铜镍合金是舰船海水管系中使用广泛且具有较好抗海水腐蚀性能的两种金属材料。本文从腐蚀电化学的某些层面厘清HDR、B10海水管系电偶腐蚀的机理,并提出若干相应防护措施。
1 孤立金属电极的电化学腐蚀及其自然腐蚀电位
一种均匀的金属材料构成了一个孤立的金属电极。当此金属暴露在电解质中,必然会发生电化学腐蚀,其原因是:电解质溶液中存在着可以使金属材料氧化成金属离子或其化合物的去极化剂,且去极化剂还原反应的平衡电位高于该金属氧化反应的平衡电位。去极化剂对于被腐蚀的金属来说是氧化剂,而它本身则在腐蚀过程中被还原。整个氧化-还原反应就是腐蚀反应,而反应过程就是电化学腐蚀的过程,其释放出来的化学能全部以热能的形式耗散。在这样给定的腐蚀体系中,既没有净电流从金属表面流出,也没有净电流流入金属表面,阴极反应和阳极反应在同一个电位下进行,此时的电极电位即是该金属的自然腐蚀电位。不论是在静止海水中浸泡,还是受到含砂海水的流动冲刷,某种金属材料所测得的自然腐蚀电位越正、越稳定,则表征该材料耐海水腐蚀的性能越好,自身不易被氧化而腐蚀。
腐蚀电位是材料电化学腐蚀过程的结果,其过程以最大限度的不可逆方式进行,但它本身并不是一个热力学的参数。因此,不能不加条件的由此来估计腐蚀速率的大小,错误地判断为“腐蚀电位愈低,腐蚀速率愈大”;而只能在金属可能钝化的情况下,凭借腐蚀电位的高低来判断金属处于钝化状态还是处于活性区的腐蚀状态。一般在活性区均匀腐蚀的情况下,自然腐蚀电位的高低同腐蚀速度之间并无一定的联系[1]。
舰船海水管系常用材料在静止海水中的自腐蚀电位和自然腐蚀率见表1。
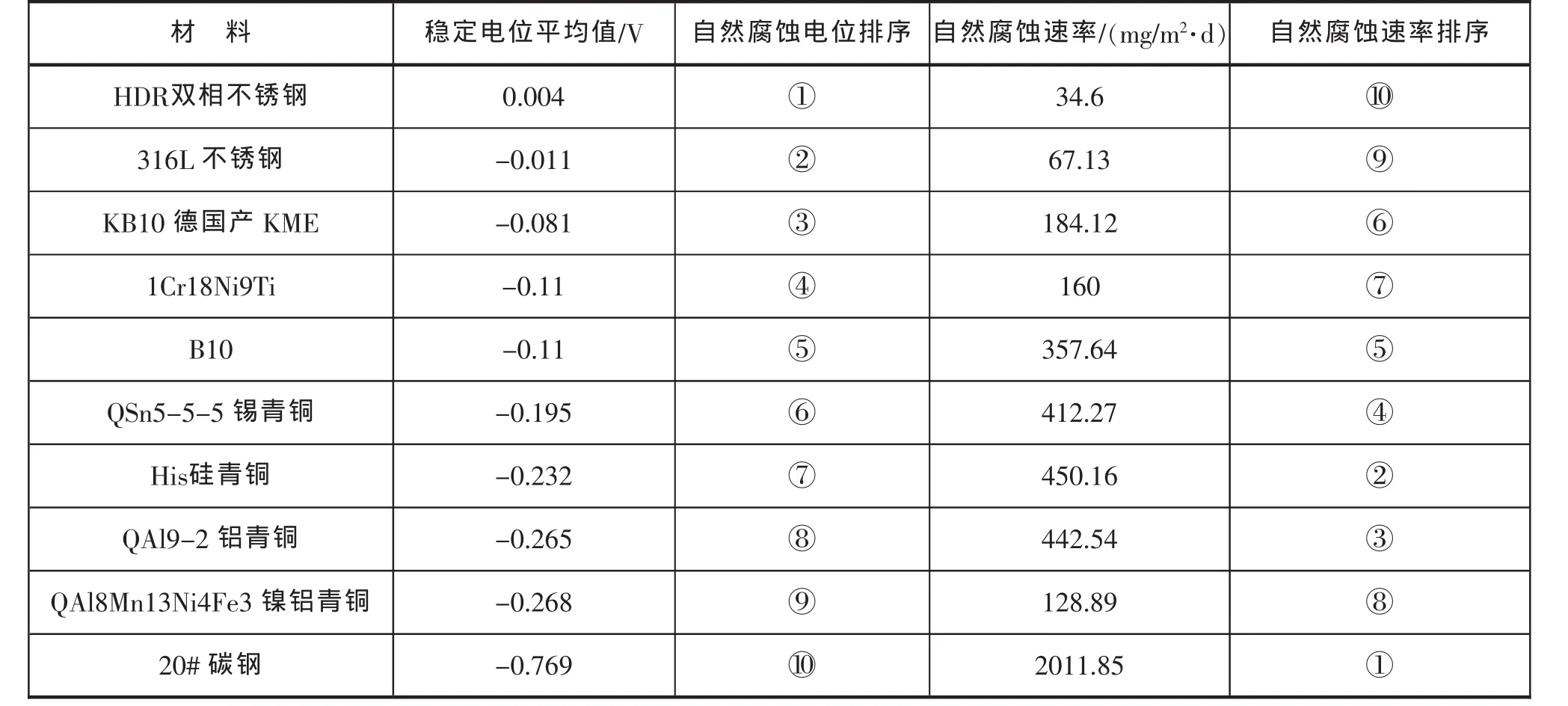
表1 不同材料在静止海水中的自腐蚀电位和自然腐蚀率的排序表[2-3]
HDR和B10的流动海水腐蚀和砂侵蚀腐蚀率对比见表2。
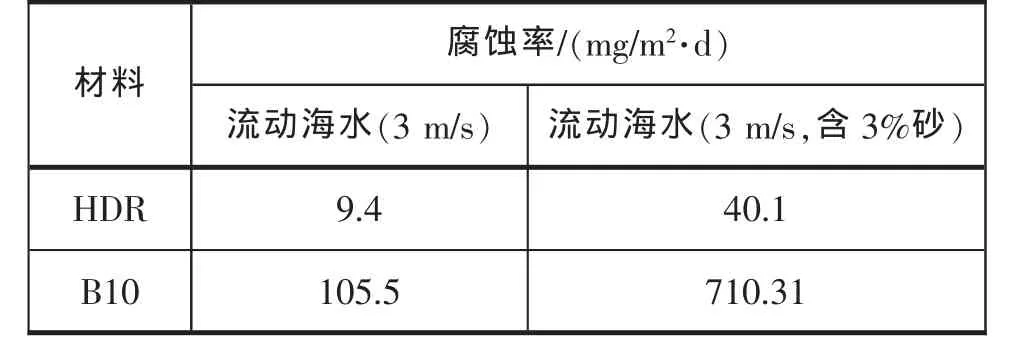
表2 3 m/s流动海水腐蚀及砂侵蚀腐蚀率的对比表[4]
流动海水中的磨损腐蚀是由于在高速介质冲刷下,金属内壁的保护膜破损而致加速腐蚀。若流速过高,还会产生“空蚀”以致撕裂管子内壁金属表面。海水流速增加,氧扩散加快,使HDR管的表面膜比在静止海水中成长得快而牢固,促进钝化膜的稳定性和可修复性。而当流速超过某一临界值且混有泥沙等固体夹杂物时,铜合金的保护膜即遭到破坏。流动海水带来充足的溶解氧,会使在海水中主要受氧去极化控制的B10腐蚀率增大。
2 异种金属电偶腐蚀(接触腐蚀)及其电极电位
当两块不同的金属浸在含有去极化剂的电解质溶液中时,会有电流从电位较低的金属流向溶液(阳极电流,该材料处于阳极极化状态,电极电位从该电极的平衡电位向正方向偏离,其过电位值η>0),再经过溶液流向电位较高的金属(阴极电流,该材料处于阴极极化状态,电极电位从该电极的平衡电位向负方向偏离,其过电位值η<0)。电极反应是在过电位的驱使下向一定的方向不可逆地进行。过电位η的绝对值数值大小可以反映驱使这个电极反应不可逆地向阳极反应或阴极反应进行的能力大小。
在这一对耦合的电极反应中,阳极应是低电位金属的氧化反应,其结果是除了它本身氧化-还原反应的耦合所引起的腐蚀外,还由于同电位高的金属接触所形成的外加阳极电流作用而发生阳极溶解。阳极材料将由固体的金属状态变成溶液中带正电荷的离子状态,并不断地遭受破坏,其腐蚀速度也逐渐增大。阴极反应的结果是除了它本身氧化-还原反应的耦合而引起的腐蚀外,还由于同电位低的金属接触所形成的阴极电流作用而发生阴极还原,溶液中带正电荷的离子从溶液中流向电位高的阴极材料,其腐蚀速度就被减缓。这样进行的整个氧化-还原化学反应也是一个不可逆的电极反应。两种材料在电解质溶液中接触后,低电位金属阳极反应的过电位增大,而高电位金属阳极溶解反应的过电位减小,因此不能将电偶腐蚀定义为 “金属由于同电极电位高的金属接触而引起的腐蚀”。事实上,同电极电位高的金属接触只会加速腐蚀,而不是引起腐蚀的根本原因。发生电偶腐蚀(接触腐蚀)过程的根本原因仍然是由于溶液中有去极化剂的存在。正因为如此,不能 “简单地将金属腐蚀过程的发生原因归之于由不同电位的金属接触而形成的腐蚀电池”,还取决于“对于发生金属腐蚀过程的热力学原因的深入认识”。
3 HDR双相不锈钢、B10铜镍合金的电偶腐蚀试验
HDR和B10在海水中与其他低电位金属偶接时,都会产生电偶腐蚀。
静止海水中的HDR双相不锈钢与不同材料电偶对接触腐蚀增加率对照见表3。
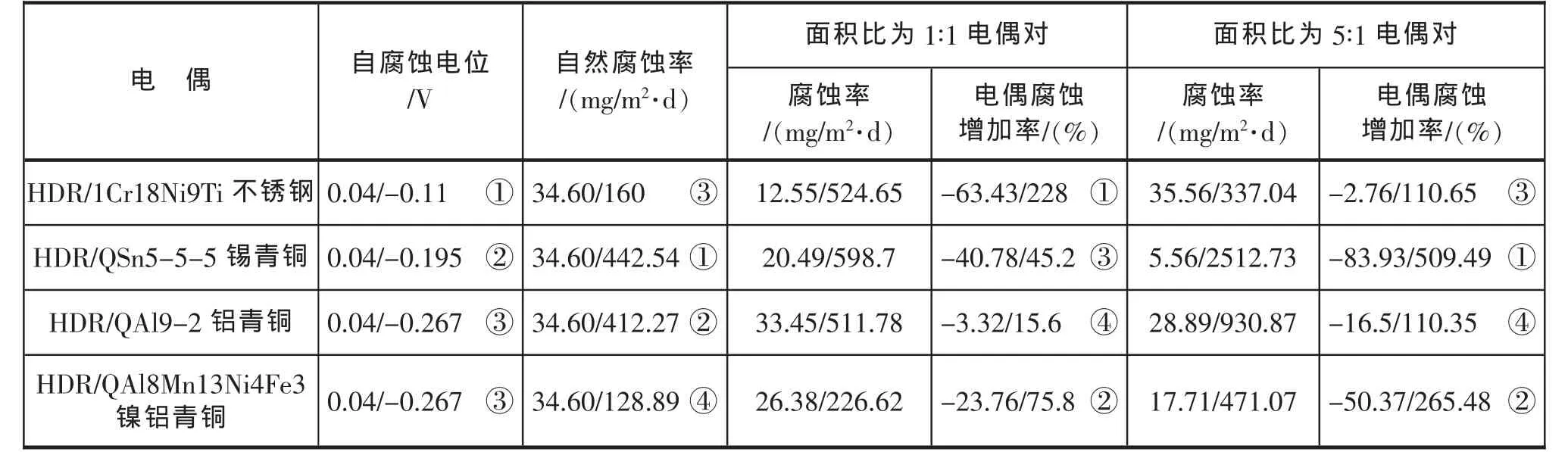
表3 HDR与不同材料电偶对接触腐蚀增加率对照表[4]
从表3可以看出:
(1)偶合后,除HDR双相不锈钢(在大多数情况下,其接触腐蚀率均小于自然腐蚀率)外,在相同的面积比下,其他材料的腐蚀率明显较自然腐蚀时有所增加。HDR充当阴极,而与其偶合的其他材料为阳极,阳极材料受到不同程度的加速腐蚀。但它们分别与HDR偶合时,接触腐蚀增加率的大小与其材料的自腐蚀电位高低,及与阴阳极材料之间自腐蚀电位差的大小并无直接关联。由此可以印证:电偶腐蚀是与阴阳极金属之间在去极化剂作用下形成不同的极化状态有关。电偶对的自腐蚀电位差只决定能否发生电偶腐蚀以及腐蚀电流的方向,电偶腐蚀的程度取决于各金属在海水中的极化能力。电偶腐蚀实际的驱动电压是两种金属相互偶接时的电位差。
(2)除HDR/1Cr18Ni9Ti外,其余电偶若增大阴阳极的面积比,则会引起阳极接触腐蚀速度的明显增大。
研究表明[5],B10铜镍合金与其他低电位金属电偶接触时亦存在电偶腐蚀。试验中B10与其他八种材料偶合后出现两种情况:当与316L、1Cr18Ni9Ti偶合时,B10为阳极;当与高锰铝青铜、铝青铜、铅青铜、紫铜、硅黄铜、20#钢偶合时,B10为阴极,但B10与这6种材料1∶1面积比时电偶效应不大。
2002年,中国科学院金属所金属腐蚀与防护国家重点实验室对HDR、B10与其他低电位金属接触腐蚀性能分别进行了测试,其结果见下页表4、表5。
从表4和表5可见:
(1)在静止海水中,低电位金属分别与HDR偶合时的接触腐蚀效应均略小于它们与B10偶合时的接触腐蚀效应。这是由于HDR在海水中能形成耐腐蚀性能优良的钝化保护膜,它既能保护自身免受腐蚀,又使其氧的去极化反应较铜合金还难以进行,故HDR对其他金属的加速腐蚀相对要小,而且HDR与铜合金偶合时,其接触腐蚀效应要比与钢偶合时要小很多。
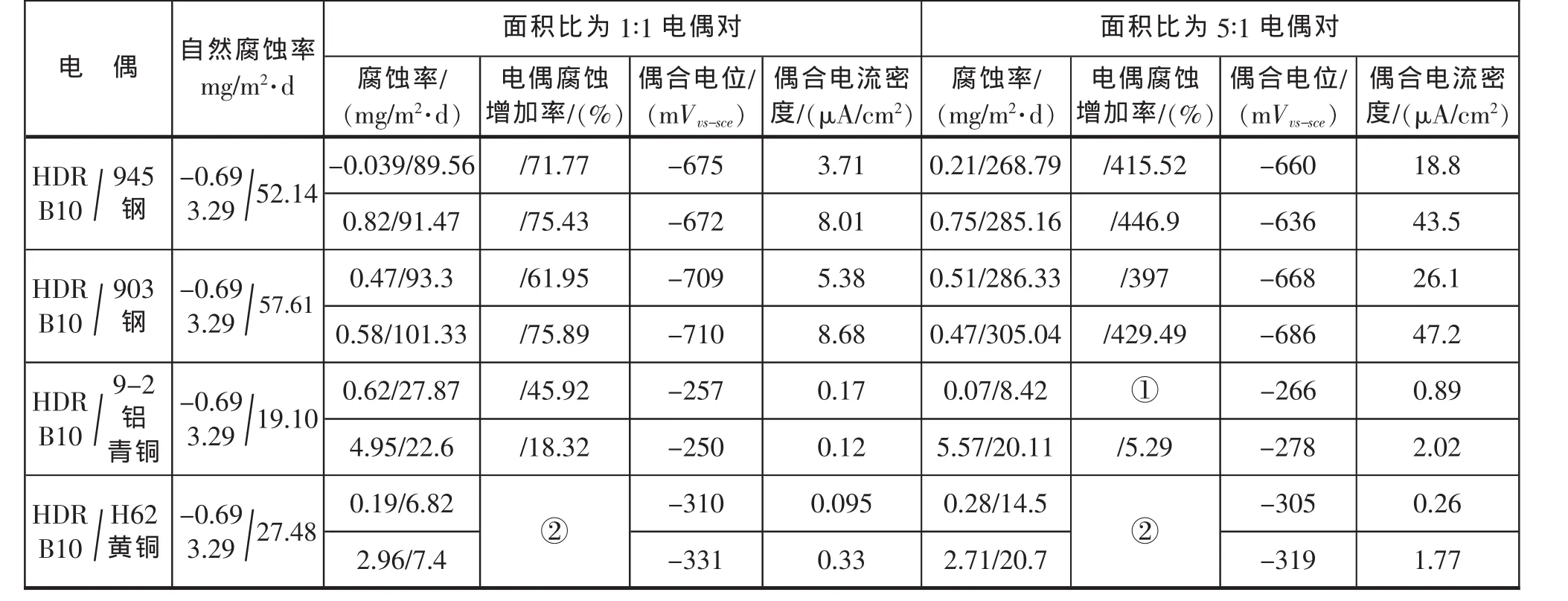
表4 HDR、B10与低电位进出偶合试验结果对比表

表5 HDR/907及B10/945偶合试验结果对比表
(2)在流动海水中,由于氧的去极化效应加强,当HDR和B10与其他低电位金属偶接接触时,其偶合电流均比静止海水中有所增加,即它们对低电位金属的腐蚀都加速了,比在静止海水中严重,电偶腐蚀的速度是与由阴极流向阳极的电流——电偶电流成正比的。但是金属表面的保护膜性质及溶液中氧到达阴极表面的难易程度还会对这种加速腐蚀起重要的作用。HDR在流动海水中能生成致密的、易于再钝化修复的氧化膜,使氧的去极化反应效率降低,氧扩散到阴极表面的速度变缓,阴极反应相对难以进行。因此当它与低电位金属偶接时,无须用牺牲若干低电位金属的腐蚀量来保护自己,其偶合电流大幅降低,其电偶腐蚀效应明显小于与B10偶合时的电偶加速腐蚀。
(3)HDR、B10与H62形成电偶对时,均发生脱合金腐蚀现象。中国海洋大学的研究成果亦表明:B10与H62直接偶连时发生严重的脱锌腐蚀[6]。虽然H62与9-2铝青铜的自腐蚀电位相差甚微,偶合电流也较小,而且B10与HDR这两种材料自腐蚀电位各不相同,但在海水介质中H62均与它们不相容。钢铁研究总院青岛海洋腐蚀研究所的试验亦验证了B10在室内静态条件下,其活化-钝化性能明显,表面可生成稳定的钝化膜,腐蚀率较低;但在流动海水中,活化区范围增大,腐蚀性能发生变化,腐蚀速率增大;同时其阴极极化曲线斜率值的显著减小,会在电偶对中加大对偶合阳极的腐蚀[7]。
4 舰船海水管系异种金属偶接腐蚀防治措施
综上所述,形成异种金属偶接腐蚀的原因是:必须存在着腐蚀电解质;必须与电位较高的金属或非金属之间有电接触。
因此只要设法使其中一个条件不存在,就不会发生电偶腐蚀。与之对应的舰船海水管系电偶腐蚀防治措施有:
(1)严防海水管系发生泄漏
a.在海水管系中使用不含腐蚀性成份(如氯化物、硫酸盐等)的绝缘密封材料;
b.连接处的密封结构型式及尺寸满足海水介质压力及温度设计要求,并与连接的设备和管路匹配;
c.法兰的材料应与连接的设备和管路的材料一致,或具有相同或相近的电极电位;
d.加强管理维护力度,确保海水管系不发生泄漏。
(2)海水管路中阀门与船体、阀门与管子、设备与管子、管子与法兰等之间的连接处如存在异种金属接触,必须安装电绝缘组件,使整个管系处于自然氧化腐蚀状态。
(3)在水泵、冷却器等设备的进出口设置橡胶挠性连接或采用舰用齿环抗拉脱型类接头连接。
(4)海水管路中加装牺牲阳极或者安装一段比电偶序表列出的两种金属电位都更负的第三种金属管段。
(5)海水管系与所有固定用的吊、支架间应进行电绝缘。
(6)应最大限度地使用弯管,使管路系统的连接接头减至最少。当管子采用定型管件(如弯头、异径接头、三通、支管、翻边接头等)时,应选用由专业生产厂商生产,采用冷挤压成型、固熔处理工艺加工制作的产品,定型管件必须与管子同材质。
(7)凡是直接与HDR管(B10)焊接相连的各种管系附件,如搭焊及对焊法兰、搭焊及对焊钢环、各种定型管件、螺纹接头中的搭焊及对焊接头、套管接头、仪表用管接头及测压测温用传感器接头、焊接座板等,都应用同材质HDR(B10)制作,并用HDR专用焊丝(B30焊丝)进行氩弧焊。应先在现场安装定位,再将管系在车间内焊装成型。当HDR管无法实施氩弧焊时,应采用HDR-B专用焊条施焊。如采用松套钢质法兰时,应在其内圈与HDR(B10)管子外圈间衬以绝缘套筒、绝缘胶带或涂料,以作隔离。
(8)压力表管若选用TUP紫铜管时,其两端的“外套螺纹接头”必须用青铜材料制作,而焊装于干管上的“支管螺纹接头”则必须用HDR(B10)制作,与海水干管同材质,且两者间垫以芳纶垫片作绝缘。
(9)温度测量仪表的温包应带有双层耐腐蚀金属保护套管,其外层保护套及焊装在干管上的“测温接头座”的材料应与管子材料同材质。
(10)海水管穿舱件应采用同质材料制作的“焊接固定松套式”法兰连接通舱管件。若此穿舱件会遭遇海水浸渍,则外壁还应与所在隔舱壁同时进行特涂处理。
(11)对暴露在海水中的管系附件和设备(如阀门、水泵、滤器、冷却器、压力水柜、柴油机、制淡装置、空压机等),必然会出现多种材料偶合的电化学腐蚀,在设计时应尽量减少异种金属结构,除了材料选择极化电位尽可能接近的品种之外,还应尽量避免小阳极和大阴极的不利面积效应。若无法避免,异金属连接部位应采取各种绝缘隔离、涂层覆盖、阴极保护、表面处理等防护措施,避免或减轻接触腐蚀。
(12)应按照CB/Z 800-2004《船用阀门选用指南》选用海水系统的各种阀件,若为钢质阀体,可增设“内壁特涂”的技术要求。必要时,可选用隔膜阀。
(13)若发现海水中管系有漏泄,应按照焊接的技术要求,将管内的液体放尽,清除原有焊缝;清洁干净后,再用HDR-B专用焊条(B30焊丝)进行补焊。同一漏泄点的补焊次数不应超过两次。切忌混用与海水管不同材质的焊条(焊丝)进行补焊,否则将后患无穷。
5 结 论
影响海水管系电偶腐蚀的因素还有溶解氧含量、PH值以及涂敷层防护等。随着新材料、新工艺的不断开发应用,各种金属材料除其自身腐蚀外,一旦发生偶接,就会产生电偶加速腐蚀,在舰船海水管系这样一个复杂的电化学系统中不可避免会产生多种材料混杂使用而带来的安全性问题。舰船海水HDR、B10管系电偶腐蚀的防治研究、设计建造、运行管理、维修等各个阶段都紧密关联,相辅相成。获取复杂偶合体系的电偶腐蚀规律,建立电偶腐蚀速率预测模型,从而为舰船工程中的选材和结构设计提供重要的参数和技术支持,并按照系统工程的理念予以综合治理,将是一个崭新的课题和挑战。
[1]曹楚南.腐蚀电化学原理[M].3版.北京:化学工业出版社,2008.
[2]王虹斌,方志刚.舰船海水管系异金属电偶腐蚀的控制[J].腐蚀科学与防护技术,2007(2):145-147.
[3]吴东立,韩东锐,张波.海水管系材料与HDR双相不锈钢的电偶腐蚀研究[J].装备环境工程,2011(2):33-36.
[4]王洪仁,姚萍,刘玉梅,等.新型海水管系材料HDR双相不锈钢的腐蚀和电化学性能[J].腐蚀与防护,2001(1):5-8.
[5]陈卫.海水管系用BFe10-1-1电偶腐蚀研究[R].GF报告,2002.
[6]孙保库,李宁,杜敏,等.B10铜镍合金与H62黄铜的电偶腐蚀及电绝缘研究[J].装备环境工程,2009(2):22-26.
[7]韩冰,张波.高流速海水中舰艇常用材料腐蚀研究[J].环境装备工程,2004(1):72-75.
猜你喜欢
腐蚀与防护(2022年6期)2023-01-10 11:25:26
科学家(2022年4期)2022-05-10 03:47:14
Advances in Atmospheric Sciences(2022年6期)2022-04-02 05:29:02
电子制作(2018年12期)2018-08-01 00:47:46
中国社区医师(2018年8期)2018-07-25 09:26:38
石油化工应用(2017年9期)2017-10-10 06:40:24
腐蚀与防护(2017年1期)2017-05-09 02:14:41
中国神经免疫学和神经病学杂志(2017年5期)2017-01-12 20:04:57
功能材料(2016年8期)2016-09-12 06:22:54
电源技术(2015年9期)2015-06-05 09:36:06
