火炮驻退杆变深度沟槽测量专机设计与应用
2012-09-26 09:31谭胜龙龚运环
制造技术与机床 2012年1期
谭胜龙 龚运环
(中国兵器工业第五八研究所,四川绵阳 621000)
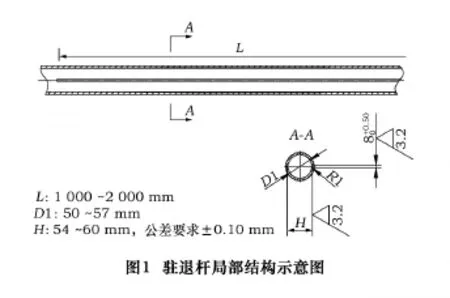
反后坐装置被喻为火炮的心脏,是现代火炮的核心机构之一。反后坐装置衰减作用在炮身上的巨大冲击力,使其传递到炮架上只有原来的十几分之一到二十几分之一,使炮架可以更加轻便,从而大大缓解了火炮威力和机动性之间的矛盾[1]。因此,在现代火炮研制过程中,反后坐装置的研究显得尤为重要。驻退机作为火炮反后坐装置的重要组件,更是倍受关注[2],而影响驻退机性能的关键结构件驻退杆在生产制造过程中必须严格控制质量,驻退杆结构如图1所示,其沟槽深度H随长度L变化,生产中驻退杆变深度沟槽尺寸H的测量是检测难点。当前检测装置为手动调节,通过调节测量杆上的调节螺母,拉动锥杆轴向运动,锥杆顶开测量夹头,使夹头分别接触驻退杆内孔表面和沟槽底,通过游标尺读取测量直径,手动调节工作效率低,影响生产效率,而且测量是间接测量,换算引入了驻退杆内孔直径误差,测量误差大。针对此问题,本文介绍1种火炮驻退杆变深度沟槽自动化测量的专机,该专机使用过程中测量误差小,效率高。
1 专机总体设计
专机设计时从以下几个方面入手:
(1)测量要连续,测量行程满足驻退杆要求;
(2)设计自动位移机构,且运动状态可控;
(3)根据火炮驻退杆拉槽机结构,使专机与拉槽机有机结合;
(4)安装专机时应保证测量头与火炮驻退杆拉槽机主轴同轴。
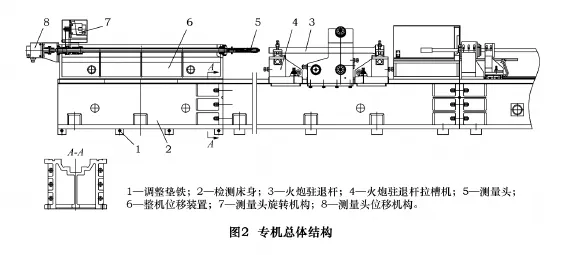
根据以上设计要求,专机总体结构设计如图2所示。检测床身2安装在调整垫铁1上,右端设计连接法兰与火炮驻退杆拉槽机床身连接,连接截面如图2中A-A所示,机床床身在垂直方向和水平方向上的全程平行度误差不超过0.10 mm。整机位移机构1通过矩形导轨安装在检测床身2上,通过伺服电动机驱动齿轮齿条机构,控制整机位移机构6在床身上运动。测量头5完成火炮驻退杆变深度沟槽的深度测量,主要运动是沿驻退杆轴向运动、径向运动和旋转运动。其中,通过测量头旋转机构7控制测量头5旋转分度转位,通过测量头位移机构8控制测量头5沿驻退杆轴向运动,径向运动是依靠测量头5的内部机构控制测量触头运动完成。
专机根据火炮驻退杆拉槽机结构设计,与拉槽机构成一个整体。当驻退杆在拉槽机上加工完成后,拉槽机复位,专机启动,通过伺服电动机控制整机位移机构6运动到测量设定位置(位置通过行程开关控制),测量头旋转机构7工作,使测量头5旋转到指定角度(通过角度编码器控制),然后测量头位移机构8工作,驱动测量头5进入火炮驻退杆,到达指定位置(位置反馈通过光栅尺构成闭环控制),测量头5进入测量状态,测量头位移机构8反向运行,拉动测量头5连续测量,测量数据传送到数控系统,经系统分析处理,自动生成检测报告。
2 关键结构设计
2.1 测量头设计
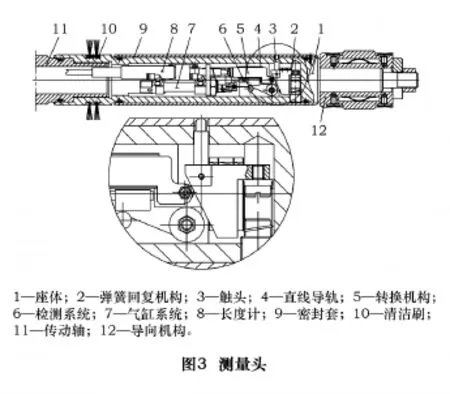
测量头是最终执行机构,完成火炮驻退杆变深度沟槽深度的测量,主要依靠气缸和弹簧传动[3],构成触头可以随沟槽深度变化而变化的测量机构,具体结构如图3所示。测量头所处在驻退杆头部,孔径小,测量头进入驻退杆之前必须先手动卸掉导向机构12并将触头3通过气缸系统7收回座体1。检测系统6根据转换机构5的位置判断触头3是否收回到座体1中,外部数控系统根据检测系统6的检测信号控制指示灯,提示测量头是否可以进入驻退杆。测量头在测量头位移机构驱动下进入驻退杆,到达行程开关指定位置后,手动安装上导向机构12,测量头进入测量状态。此时气缸系统7关闭,触头3在弹簧回复机构2驱动下伸出座体1,触头3接触驻退杆沟槽底部,长度计8实时测量触头3伸缩长度,同时将采集数据传输到数控系统。测量时,保证测量头与驻退杆内孔同轴是保证测量有效的关键,如导向机构12所示,通过片弹簧和导向条支撑测量头,在调试过程中根据使用情况选配片弹簧,实现两者同轴度误差不大于0.02 mm。测量头结构上依靠两个垂直安装的直线滑轨为基础,两个滑块通过1∶2的斜面将触头在驻退杆沟槽深度方向的运动转化为驻退杆轴向方向的运动,为长度计安装提供充足的空间,解决了检测元件安装困难的重大难题。为降低两滑块间摩擦,减小测量误差,滑块间选用精密滚动轴承优化设计。根据某火炮驻退杆沟槽深度需求,测量头设计测量行程为53~62 mm,设计测量精度为0.001 mm,满足驻退杆沟槽深度公差±0.10 mm的检测要求。
2.2 测量头位移机构设计
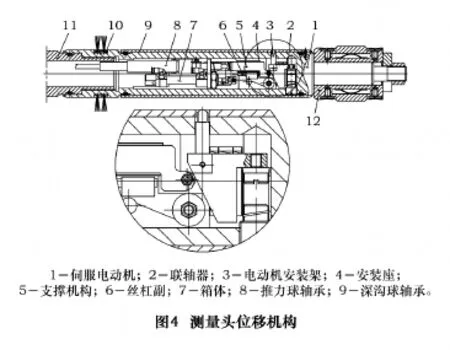
测量头位移机构是控制测量头在驻退杆轴向运动的动力机构,具体结构如图4所示。驱动伺服电动机1安装在电动机安装架3上,丝杠副6通过左右2个安装座4安装在箱体7上,并通过推力球轴承8和深沟球轴承9配合支撑[4]。伺服电动机1与丝杠通过DJM型弹性膜片联轴器2连接,可消除安装误差带来的偏心对传动的影响,连接可靠。支撑机构5安装在箱体7的导轨上,导轨使用力士乐滚珠导轨系统(P级精度),同时,配磨支撑机构5中的托板,使得整体在丝杠全行程上运行平稳,跳动不大于0.02 mm。
3 控制系统
火炮驻退杆变深度沟槽自动化测量专机使用圣维SKL3-E控制系统,调用该系统具备的电动机控制模块、数据采集模块、数据记录模块、数据显示模块、数据分析模块和文件管理模块,主要完成各轴电动机运动控制和数据采集分析任务。
4 工程应用
火炮驻退杆变深度沟槽自动化测量专机已经应用于某火炮驻退杆生产线,根据检测要求,精度公差要求最小是在±0.10 mm,而专机使用的是精密直线导轨和高精度长度计,使专机自身测量精度很高,理论上达到±1 μm,实际应用时系统设定精度为0.01 mm,完全胜任检测工作,和传统手工测量相比,专机自动化测量不但精度大大提高,驻退杆的质量得到了保证,而且降低了操作人员劳动强度,减少了测量时间,提高了生产效率。同时,通过专机自动测量后,测量数据经过控制系统处理生成的驻退杆沟槽深度曲线自动保存到指定位置,可以为后续生产提供数据支持。
5 结语
火炮驻退杆变深度沟槽自动化测量专机成功应用于某火炮驻退杆加工生产线,使驻退杆变深度沟槽质量得到在线控制,有效保障了驻退杆质量。专机自动化测量效率高,测量精度高。专机的测量操作由该道工序的操作工人自己完成,因而省去了原该道工序的检测人员,操作工人的工作内容增加,但劳动强度却得到了很大的降低,为企业和操作人员创造了更好的经济效益。
[1]杜中华,狄长春.某火炮复杂反后坐装置工作特性仿真分析[J].机械工程师,2011(2):96-99.
[2]朱胜芬.节制杆式驻退机内腔压力异常的分析与对策[J].四川兵工学报,2003(12):34-36.
[3]成大先.机械设计手册[M].北京:化学工业出版社,2007.
[4]现代实用机床设计手册编委会.现代实用机床设计手册[M].北京:机械工业出版社,2006.
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
西北工业大学学报(2022年2期)2022-05-11
建材发展导向(2022年1期)2022-03-08
轮胎工业(2021年10期)2021-12-24
小哥白尼(军事科学)(2020年2期)2020-06-16
制造技术与机床(2019年6期)2019-06-25
环球时报(2019-05-15)2019-05-15
军事历史(1988年3期)1988-08-16
军事历史(1987年6期)1987-08-16