
从云浮硫铁矿尾矿中回收硫精矿的研究
2012-09-23 16:46张海平
湖南有色金属 2012年2期
严 荥,张海平,黄 根,刘 畅
(1.云浮广业硫铁矿集团有限公司,广东云浮 527343;2.中国矿业大学化工学院,江苏徐州 221116)
从云浮硫铁矿尾矿中回收硫精矿的研究
严 荥1,张海平1,黄 根2,刘 畅2
(1.云浮广业硫铁矿集团有限公司,广东云浮 527343;2.中国矿业大学化工学院,江苏徐州 221116)
针对部分硫资源未得到充分利用,进入尾矿库酸化的可能性加大,尾矿综合处理成本增加,故从硫铁矿尾矿中回收硫精矿,取得了品位32.94%,回收率61.50%的技术指标。
硫铁矿;尾矿;回收
矿业开发为人类的生存与发展提供了所必需的大量资源,但同时也给人类赖以生存的环境造成了日益严重的污染。据统计,世界各国矿业开发所产生的尾矿每年达50亿t以上,对尾矿的充分开发与利用已引起了各界广泛的关注[1]。
目前云浮硫铁矿选矿厂有5个选矿系列,其中3个系列处理含硫较低的贫矿,2个系列处理含硫较高的富矿。由于部分原矿石嵌布粒度较细,在目前选矿装备水平和工艺流程条件下,为获得高品质硫精矿,浮选处理时只能放弃含硫较低的连生体,造成排放尾矿含硫偏高,部分硫资源未得到利用。含硫高的尾矿进入尾矿库,其表层暴露于空气中,加上天然淋滤作用,使尾矿酸化的可能性加大,尾矿水处理费用变高,给环保、选矿造成不良影响。从硫铁矿尾矿中回收硫精矿,可以大幅度降低硫的含量,减少酸化,保护环境,同时增加企业的经济效益和社会效益。
1 矿石性质
试验矿样来自现场浮选机选别后尾矿,经自然晾干后作为本次试验的研究矿样。通过对原矿进行X衍射测试,矿石中脉石矿物主要以石英,方解石为主,含有少量的生石膏。金属矿物以黄铁矿为主。原矿的化学分析结果如表1所示。

表1 原矿化学成分分析结果%
2 试验研究
2.1 选矿工艺的确定
浮选是根据矿物颗粒表面物理化学性质的不同,按矿物可浮性的差异进行分选的方法。作为目前最有效的选矿方法之一,越来越多的选矿厂采用浮选进行尾矿再选,以提高矿产资源的利用率。
研究试样为浮选尾矿,矿物粒度较细,-74μm占52.74%,-30μm粒级黄铁矿大部分以单体的形式存在,部分+74μm粗粒级单体解离度低。对此本试验采用浮选-粗精矿再磨再选工艺,一是可降低入磨量,可节约磨矿电耗;二是粗扫选作业尾砂不入磨,可满足尾矿堆坝所需尾砂粒度要求。
据市场调查分析,含硫35%左右的硫精矿有着良好的市场需求,销售价格可按-3 mm硫铁矿出售,本次试验拟产出品位35%左右的硫精矿,最终尾矿品位3%,可作尾矿干砂制砖。
2.2 条件试验
2.2.1 捕收剂用量试验
粗选矿浆浓度36%,起泡剂30 g/t,试验流程如图1所示,试验结果如图2所示。

图1 捕收剂试验流程

图2 捕收剂试验结果
试验所用捕收剂、起泡剂来自生产现场,不同类型捕收剂用量按现场的比例配制。
根据以上试验结果:粗选捕收剂用量为300 g/t。
2.2.2 粗选起泡剂用量试验
粗选矿浆浓度36%,捕收剂300 g/t。试验流程如图1所示,试验结果如表2所示。

表2 粗选起泡剂用量试验结果
根据以上试验结果:粗选起泡剂用量为40 g/t。
2.2.3 粗选矿浆浓度试验
粗选捕收剂300 g/t,起泡剂40 g/t。试验流程如图1所示,试验结果如表3所示。

表3 粗选矿浆浓度试验结果%
根据以上试验结果:粗选矿浆浓度选择40%。
2.2.4 硫酸和硫酸铜用量试验
试验条件:粗选捕收剂300 g/t,起泡剂40 g/t,矿浆浓度40%,试验结果如表4所示。

表4 硫酸和硫酸铜用量试验结果%
根据表4试验结果,硫酸和硫酸铜对于提高粗精矿品位和回收率有一定作用,但效果不明显,后续试验不再添加硫酸和硫酸铜。
2.2.5 粗精矿再磨细度试验
试验条件:粗选矿浆浓度40%,捕收剂300 g/t,起泡剂40 g/t,试验流程如图3所示,试验结果如表5所示。
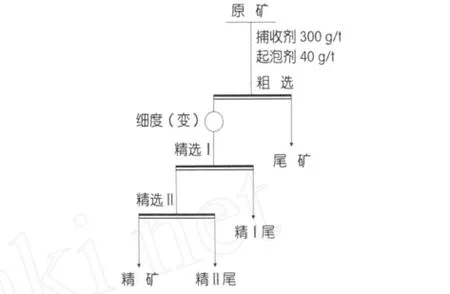
图3 粗精矿再磨细度试验流程

表5 粗精矿再磨细度试验结果%
根据表5的试验结果:选择粗精矿再磨细度-0.074 mm含量占83%左右。
2.3 闭路试验
在上述各种条件试验的基础上进行闭路试验。工艺流程如图4所示,试验结果如表6所示,最终获得硫精矿品位32.94%,回收率61.50%。
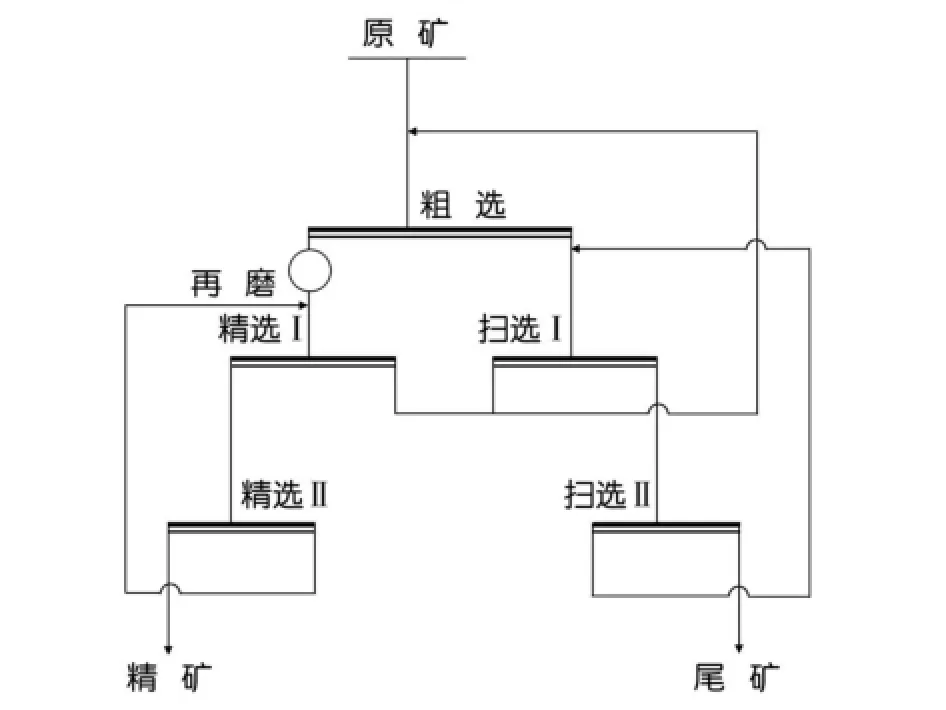
图4 闭路试验工艺流程
浮选-粗精矿再磨再选工艺可降低入磨量,预计入磨矿量仅为再选尾矿原矿量的30%~50%,可节约磨矿电耗。粗扫选作业尾砂不入磨,可满足尾矿堆坝所需尾砂粒度要求。但是该流程中粗扫选作业入选粒度较粗,一方面在浮选中不易成悬浮状态,另一方面,由于粒度大,脱落力也大,减少了进入泡沫层的机会,使粗粒容易损失在尾矿中,结果浮选时间较长,最终尾矿品位可能较高。

表6 闭路浮选试验结果%
为应对粗扫选作业粗粒级入选,一是选择适宜粗粒浮选的浮选机[2];二是选择捕收能力强的捕收剂(如高级黄药);三是适当增加矿浆浓度。
3 结 语
通过试验研究,从硫铁矿尾矿中回收硫精矿,可实现二次资源的持续利用,减少了硫铁矿尾矿库酸化的可能,可提高企业的经济效益和社会效益,提供了一条保护环境的新途径,对同类型的尾矿中回收硫精矿具有较好的参考价值。
[1] 桂芳.八钢选矿尾矿处理现状和再利用探讨[J].新疆钢铁, 2005,(2):18-25.
[2] 胡为柏.浮选[M].北京:冶金工业出版社,1989.240.
Abstract:Specifically for the part of the sulfur resource has not been fully used,the possibility entering the tails warehouse acidification enlarges and synthetical cost of tails treatment increases,the article has reclaimed sulfur concentrate from the pyrite and got grade of S 32.94%,recovery rate of 61.50%’s technology index.
Key words:pyrite;tailings;recovery
Study on Recovery of Sulfur Concentrate from Yunfu Pyrite Tailings
YAN Ying1,ZHANG Hai-ping1,HUANG Gen2,LIU Chang2
(1.Yunf u Guangye Pyrite Group Limited,Yunf u527343,China;
2.China University of Mining and Technology,Xuzhou221116,China)
TD926.4+2
A
1003-5540(2012)02-0013-02
2012-03-06
严荥(1965-),女,工程师,主要从事选矿技术工作。
猜你喜欢
青年文学家(2022年12期)2022-05-18
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
选煤技术(2021年3期)2021-10-13
石材(2020年11期)2020-12-31
东坡赤壁诗词(2020年5期)2020-11-06
石材(2020年2期)2020-03-16
硫酸工业(2020年12期)2020-03-01
硫酸工业(2017年2期)2017-03-12
