基于PLC的自动颗粒包装机热封控制系统
2012-09-22 07:35:00史建华
饲料工业 2012年9期
史建华
(南京工业职业技术学院,江苏南京 210016)
自动颗粒包装机是将卷筒状的塑料薄膜或是复合薄膜等包装材料制成袋筒,充入颗粒状物料后,进行封口的一种机械。它能自动完成制袋、充填、封口、切断等全部包装过程。其中,包装机的热封质量直接影响产品的外观,进而影响产品的销售,影响企业的经营效益。所以,包装机的热封质量至关重要。
1 主要技术参数及工艺流程
本机器用于包装没有黏性的细小颗粒,如味精、颗粒饲料、种子等。包装袋的材料为聚乙烯。包装材料成卷使用,成品袋的尺寸30 mm×80 mm、150 mm×110 mm,包装速度 50~100袋/min。主电机:220 V、370 W、1 440 r/min;伺服电机:110 V、8 W、1 500 r/min;加热器:110 V、250 W。
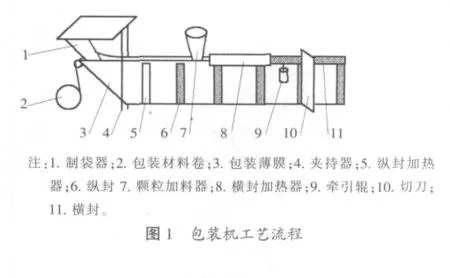
如图1所示,包装机的工艺流程是接通电源开关,电源指示灯亮,同时纵封与横封辊加热器通电;设定纵封与横封的温度;装入包装材料;制袋;纵封热合;装料;横封热合;切断;运输。
2 包装机的热封控制系统
包装机的热封控制系统包括热封温度和热封时间的控制。热封温度和热封时间是自动颗粒包装机包装质量控制过程中重要的两个物理量,它们应与包装材料的热封性能相适应,如果热封加热器加热温度过高或封口时间过长会导致封口有烧结、起泡现象;如果加热温度过低或封口时间过短会导致封口不牢的现象。因此,精确控制热封温度和热封时间是非常必要的。包装机的热封控制系统采用可编程控制器(PLC)控制。
在包装机的温度控制中采用结构简单,测温范围大,响应快的热电偶作为测量温度传感器,温度传感器安装在加热电极上,它可检测并采集来自加热电极的温度模拟量数据,并将温度变量送到温度传感器模块自动进行A/D转换,最后转换成以BCD数码表示的温度值并送入PLC,存储并与设定的温度值进行比较,如果实际温度在允许范围内,封头动作,完成封口;如果不在范围内,热封头不动作。当被测温度偏离设定值时,进行PID控制参数的智能化自动调整,通过PLC控制的固态继电器SSR,对热封加热器的通与断实现控制。直到加热器的温度达到允许范围内,封头才能动作。
热封时间由包装袋的走带速度决定,包装袋的走带速度由电动机的转速控制。因此热封时间的控制采用可编程控制器(PLC)控制的变频调速系统来控制。即通过变频器变换电源频率来实现电动机的变速运转,变频器将实时工作电流、工作电压传送给PLC,控制电动机转速,保证系统能够快速、稳定、可靠地实现变速,实现有效的热封时间调整。
3 系统硬件接线及I/O配置
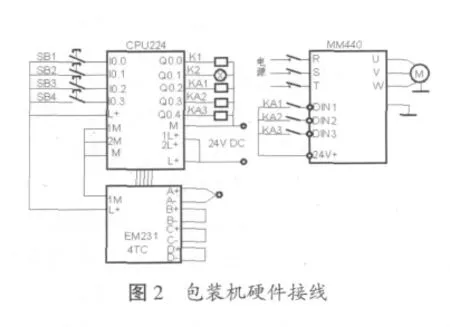
包装机热封控制系统硬件包括可编程控制器PLC、用于控制电动机转速的主传动变频器MM440、用于温度模拟量输入的扩展模块EM231 4TC、用于测量温度的传感器K型热电偶和控制加热器通断的固态继电器SSR。根据输入与输出点数,可编程控制器选择西门子S7-200PLC,主机CPU 224 DC/DC/DC。系统硬件接线如图2所示。I/O配置见表1。

表1 I/O配置
4 控制系统编程
控制系统程序主要包括热封系统的PID热封头的温度控制和电机变频调速控制,其中PID编程包括主程序、子程序、中断程序三部分。图3是截取的部分主程序的梯形图。
5 结语
经过工作测试,封口速度调速范围为0~20 m/min,调速精度为1.2%;测温范围为0~400℃,测温精度为±2℃,包装机的热封控制系统性能稳定,提高了包装机自动化水平。
[1]郑喜珍,史书军.基于FPGA的鸡舍温、湿度监控系统设计与研究[J].饲料工业,2011,32(10):62-64.
[2]徐德,孙同景,陈桂友.可编程序控制器(PLC)应用技术[M].济南:山东科学技术出版社,1996.
[3]汪晓光,王艳丹.可编程序控制器原理及应用上册[M].北京:机械工业出版社,2003.
[4]陶永华.PID控制原理和自整定策略[J].工业仪表与自动化装置,1997(4).
[5]Siemens AG.SIMATIC S7—200可编程控制系统手册[M].2002.
[6]孙宝元,杨宗清.传感器及其应用手册[M].北京:机械工业出版社,2004.
[7]朱蕴璞,孔德仁,王芳.传感器原理及应用[M].北京:国防工业出版社,2005.
猜你喜欢
石油化工设备(2021年4期)2021-07-21 08:46:22
装备制造技术(2021年1期)2021-05-21 07:54:50
科学大众(2020年12期)2020-08-13 03:22:18
时代农机(2018年5期)2018-02-01 23:20:12
电子制作(2016年23期)2016-05-17 03:53:44
大型铸锻件(2015年5期)2015-12-16 11:43:22
中国塑料(2014年5期)2014-10-17 03:02:16
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年20期)2014-02-27 15:53:22
河南科技(2014年7期)2014-02-27 14:11:19