
6类非屏蔽模块的打线技巧
2012-09-20 08:21德特威勒电缆系统上海有限公司
智能建筑与智慧城市 2012年1期
文|德特威勒电缆系统(上海)有限公司 吉 克
自2002年6月,6类布线标准的出台不仅结束了长达多年的商家在产品性能方面的纷争局面,也为用户选择6类布线产品提供了一个可靠的技术依据。6类布线带来的最大好处是用户可以大大减少在网络设备端的投资,包括网卡和交换机等。目前随着千兆位网络应用的普及,对那些有高速数据传输需求的用户来说,选择主干光纤加水平6类布线产品已是最佳的选择。
6类布线系统在传输速率上可提供高于超5类2.5倍的高速带宽,在100MHz时高于超5类300%的ACR值,在施工安装方面,6类比超5类难度也要大很多。随着传输速率的上升,安装施工的正确与否对系统性能的影响就越大。不合理的管线设计,不规范的安装步骤,不到位的管理体制,都会对6类布线的测试结果(包括物理性能和电气性能)带来影响。6类是一个永久链路级别的布线系统,它包括线缆、6类信息模块、6类配线架以及成品的6类UTP跳接线。
德特威勒公司的6类非屏蔽布线系统使用的模块为unilan®KU1/8模块Cat.6 RJ45接口,RJ是Registered Jack的缩写,意思是“注册的插座”。在FCC(美国联邦通信委员会标准和规章)中的定义是,RJ是描述公用电信网络的接口,常用的有RJ11和RJ45,计算机网络的RJ45是标准8位模块化接口的俗称。RJ45模块的核心是模块化插孔,连接片采用镀金铜铍合金,IDC采用铜磷合金,镀金的连接片或插座孔,可维持与模块化插头弹片间稳定而可靠的电连接。由于弹片与插孔间的磨擦作用,电接触随插头的插入而得到进一步加强。插孔主体设计采用了整体锁定机制,这样当模块化插头(如RJ45插头)插入时,插头和插孔的界面处可产生最大的拉拔强度。RJ45模块上的接线块通过线槽来连接双绞线,锁定弹片可以在面板等信息出口装置上固定RJ45模块。常见的非屏蔽模块高2cm、宽1.6cm、厚3.5cm,模块体采用抗高压阻燃材料、UL94V-0等级、Snap-in简便卡接方式。特殊的工艺设计提供至少800次重复插拔,模块上标有T568A/T568B打线色标,避免不必要的打线误操作。这类模块通常需要打线工具——unilan®专用单对端接工具,如图1所示。
在6类布线系统施工中除了布放线缆外,打线也尤为重要(包括信息模块和配线架等),模块上打线看似简单,却大有学问。要想打好、打快,首先就要了解6类非屏蔽线缆的结构和生产工艺。6类线缆中采用4线对隔离装置,这种线缆内部带螺旋式十字支撑结构,将所有双绞线锁定在四个相对固定的位置,可有效降低在全频工作范围(0~250MHz)线对之间的相互干扰,具有稳定的平衡特性。在实际施工环境下,能表现出良好的抗拉、抗挤压特性,采用23AWG规格的十字骨架6类线缆在安装后会具有较高的、稳定的串扰衰减和阻抗等电气性能。在《综合布线系统工程验收规范》(GB 50312-2007)的6.0.2中就规定了对绞电缆终接应符合下列要求:
(1)终接时,每对对绞线应保持扭绞状态,扭绞松开长度对于3类电缆不应大于75mm;对于5类电缆不应大于13mm;对于6类电缆应尽量保持扭绞状态,减小扭绞松开长度。
(2)对绞线与8位模块式通用插座相连时,必须按色标和线对顺序进行卡接。插座类型、色标和编号应符合《综合布线系统工程验收规范》(GB 50312-2007)中图6.0.2的规定。
两种连接方式均可采用,但在同一布线工程中,两种连接方式不应混合使用。
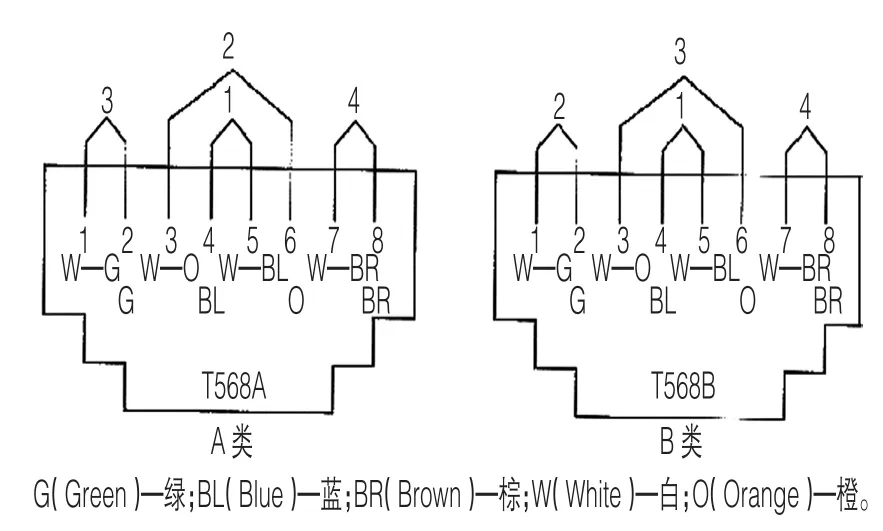
图6.0.2 8位模块式通用插座连接
以下就6类模块的打线做一详解,打线时要求线缆PVC绝缘层的外皮与IDC打线端子平齐,以降低近端线对的串扰值,同时,在线缆到达IDC打线端子刀口处,尽量不要破坏对绞线的绞距。笔者曾做过比较,如果打接时,有对芯线在IDC处于分开距离太大(因4对线中有一对节距相对较大,很容易松开),则近端串音NEXT的余量就小;如果打接时能保证线对不松开,则近端串音NEXT的余量就会明显增大,前后会有3dB的差异。正确的打线步骤,如图2所示。
(1)剪断:利用剪刀剪取适当长度的网线。
(2)剥皮:将线头放入剥线环剥线刀口,让线头角及挡板,慢慢旋转,让刀口划开双绞线的保护胶皮,拔下胶皮,剪去中间的十字骨架及麦拉线(注意:剥30mm长就行了),剥线工具,如图3所示。

图2

图3
(3)放线:把剥去胶皮的双绞线横放进模块的凹槽内(护套部分伸入槽内约2mm左右),槽内有色标和A、B标记,标记A表示按T568A规则打线,标记B则表示按T568B规则打线。
(4)排序和压制:先把双绞线头部位置适当解扭(解扭到IDC打线端口),然后按照T568A或T568B的线序分别排开。以T568B为例,根据模块上的图标分上下面把线放到模块面槽里,先把绿对与橙对两边分开放入对应的IDC打线端口并拉紧,然后用专用单对端接工具进行压制;最关健的是棕对与蓝对,棕对的节距较大,需绞紧一圈,以免头部线缆扳直后线对松开,然后把两对线按色标放好,再用专用单对端接工具(俗称打线刀)进行压制。端接工具的操作手势也很有讲究,现场工作中一天可能要打好几百个模块,如果手势不正确不仅打线速度上不去,同时也会感到很吃力,搞不好手上就会弄出水泡来,甚至弄伤手。
正确的做法是:把模块放在一张平整的工作台上,一只手紧握住模块,并用手指把线压住。另一只手先把芯线按色标要求放到位并拉紧(可以放一对打一对,也可以把芯线全放好后再打),然后,拿起打线刀,握住打线刀手柄的中间,使手臂与打线刀之间形成一直角,将打线刀顺势往下压即可。注意打线刀切线的刀片应该放在模块的外边,而不是里面。
(5)上防尘盖:模块做完后,盖上防尘盖才算完整,然后把线板直接卡入槽内。
要素:
◆ 打线要打到底,听到“喀嗒”声后方能放手;
◆ 打线刀应启动旁边的切刀,在打线的同时切断线;
◆ 不要使用美工刀打线;
◆ 打完线后将盖子盖上,保持长期可靠性。
按以上步骤操作的6类非屏蔽线缆用美国福禄克公司DTX-1800电缆测试仪测得的近端串音NEXT的最小余量均能超过6.5dB。
猜你喜欢
玩具世界(2022年1期)2022-06-05
舰船电子工程(2021年5期)2021-06-04
数字通信世界(2021年3期)2021-01-12
电脑报(2020年35期)2020-09-17
舰船电子工程(2019年4期)2019-05-07
智慧少年(2018年10期)2018-12-24
电子制作(2018年17期)2018-09-28
学苑创造·C版(2018年3期)2018-05-28
学苑创造·C版(2016年10期)2016-11-19
北京航空航天大学学报(2014年2期)2014-03-19
