
板坯连铸机结晶器在线热调宽控制系统分析
2012-09-19 02:50米进周侯小光黄卫东
重型机械 2012年5期
米进周,侯小光,黄卫东
(中国重型机械研究院股份公司,陕西 西安710032)
板坯连铸机结晶器在线热调宽控制系统分析
米进周,侯小光,黄卫东
(中国重型机械研究院股份公司,陕西 西安710032)
介绍了土耳其TOSYALI板坯连铸机结晶器的在线热调宽控制系统,该系统主要由网络系统、计算机系统、基础自动化PLC系统和伺服运动控制系统四部分组成。结晶器调宽伺服控制器选用的是西门子公司MASTERDRIVESMC运动控制器,伺服电机采用位置环、速度环、电流环三环控制,整个系统动态响应快、精度高。
连铸;结晶器;调宽;自动控制
0 前言
为了满足生产不同宽度板坯的需要,结晶器宽度尺寸必须随着板坯的宽度而调整。结晶器在线热调宽技术是指在不停止拉坯的情况下,改变铸坯宽度的生产工艺。通过在线热调宽,可以在同一个浇次中生产不同断面的铸坯,以达到降低生产成本及事故率的目的。
传统的结晶器调宽方法必须将前一钢种的尾坯拉出后再重新调宽结晶器,还需要重新打开中包的滑动水口,重新组织生产,每次板坯断面的改变就需要停产2 h以上。使用在线热调宽技术能在不停机的状态下连续浇铸出不同宽度尺寸的铸坯,节省了大量的人力物力,也大大提高了生产节奏和效率。特别是在实现热送和连铸连轧的生产需要时,在线调宽技术显得尤为重要。
在国内大量引进的连铸机中,由于对调宽的模块引进的不完善或未完全掌握并进而加以开发,该技术一直未得到很好的应用。在土耳其TOSYALI连铸机中,该铸机的一个浇次中连浇炉数多达45炉以上,最高53炉。而且在一个浇次中,钢种和铸坯断面连续变化三次以上。因此,结晶器在线冷、热调宽及调锥技术显示出极为重要的地位。
1 结晶器在线热调宽系统的设备构成及主要参数
结晶器调宽控制系统,主要功能就是控制窄面铜板的距离。在实际生产中,结晶器在软夹紧状态下,调节窄面铜板。控制方式可分为在线控制和离线控制。调节窄面铜板的过程,设计上采用电动方式的闭环控制。
调宽机构如图1所示。每个窄面铜板由一对螺旋丝杠来控制,螺旋丝杠固定在结晶器框架上,通过高精度减速机与伺服电机相连,伺服电机装有定位编码器。图1中仅标出结晶器左窄面,右窄面相同。
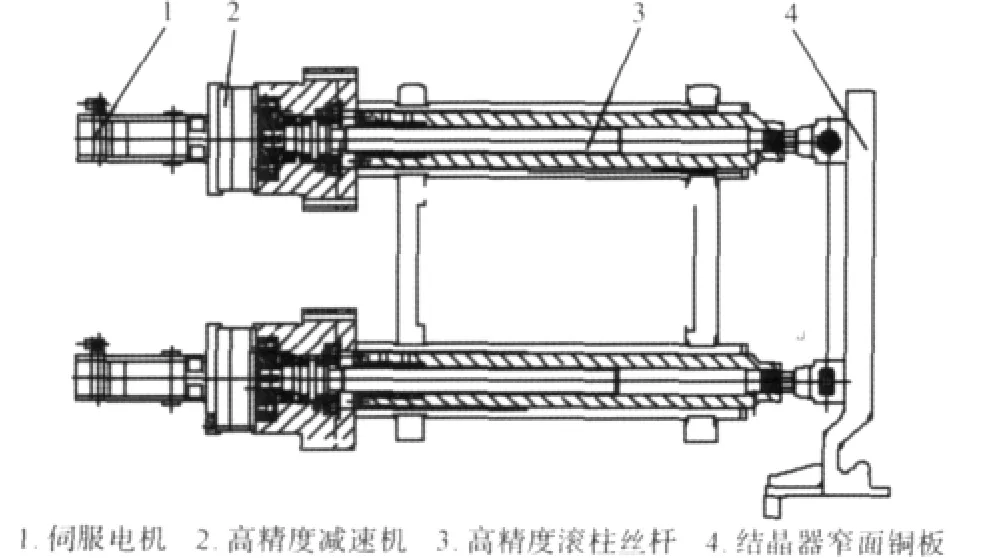
图1 调宽机构图Fig.1 Mechanism of width adjustment
2 控制系统的基本框架
结晶器调宽电气控制系统主要由网络系统、计算机系统、基础自动化PLC系统和伺服运动控制MC系统四部分组成。
2.1 系统网络配置
系统网络配置图如图2所示。网络结构分为上下两层。上一层为工业以太网,HP HMI计算机、MP377触摸屏和基础自动化PLC分别通过以太网卡及以太网模块连接到SIEMENS SCANLANCE工业交换机的RJ45以太网接口上。下一层为标准现场DP总线网,伺服控制系统的MC变频器通过PROFIBUS-DP接口串行连接到PLC的CPU模板自带的DP接口上。四个运动控制器MC1~MC4分别控制结晶器窄面的左上、左下、右上、右下4个伺服电机。

图2 系统网络配置图Fig.2 Network configuration of system
2.2 计算机系统
计算机系统由一台HP HMI计算机、一台SIEMENSMP377触摸屏组成,都带有以太网卡作为连接到以太网的接口设备。
根据工艺特点及现场环境,结晶器调宽人机界面选择MP377操作面板。MP377属于SIMATIC HMI(人机界面)产品系列中文本图形触模式操作面板,在性能上有以下特点:可用标准WINDOWS工具进行配置;使用软键、功能键或触模控制,简化了操作,也保障了操作的安全性,易于使用;可以和西门子PLC完美结合,使整个系统在硬件和软件均达最优化,尤其是通讯支持通用的ITHERNET以太网协议。触摸屏放置在现场结晶器旁,使用的组态软件为SIEMENS FLEXIBLE2008,主要功能为:手动模式下的调宽操作和结晶器调宽状态及参数的显示(包括宽度、锥度标定、宽度对中以及四个伺服电机的电动操作等)。
2.3 基础自动化PLC系统
结晶器调宽PLC系统作为连铸机L1系统的一个子系统,其系统设计本着可靠、先进、开放的原则,综合考虑系统的性能价格比,根据工艺方案和机械设备条件,系统结构尽可能统一,同时应与其它L1级子系统保持一致。连铸L1级PLC系统选用的是SIEMENS S7-300系列PLC。根据调宽工艺性能要求,PLC系统CPU选择S7 315-2DP,通过CP343-1通讯模块与L1级工业以太网通讯。同时,PLC系统CPU通过PROFIBUSDP网络与传动控制变频器通讯,向其发送命令并接收回传的伺服电机反馈。
结晶器调宽PLC系统应用了SIEMENS STEP7编程软件,编程包括硬件组态和代码编辑。其硬件组态结构图如图3所示。
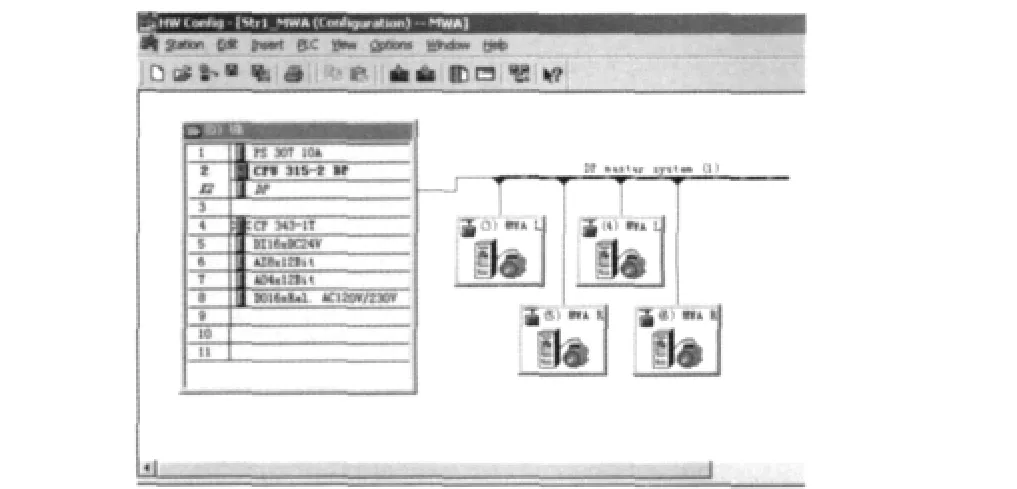
图3 硬件组态结构图Fig.3 Structural diagram of hardware configuration
结晶器调宽PLC编程代码软件由OB(组织块)、FC(功能块)、DB(数据块)、SFB和SFC(系统功能块和系统功能)四部分组成。
PLC程序主要完成的功能:在手动模式下接收HMI发来的电机运动命令,传给相应的MC运动控制器来直接控制伺服电机运动;接收HMI发来的宽面夹紧命令,给夹紧电磁阀或比例阀发出命令。在自动模式下,PLC接收HMI发来的调宽命令,根据钢种、当前拉速、结晶器宽度和锥度的当前值和目标值计算合适的伺服电机速度曲线和位置曲线并下达给MC运动控制器来直接控制伺服电机运动。
2.4 伺服控制系统
2.4.1 MC控制器
结晶器调宽伺服控制器选用的是西门子公司MASTERDRIVESMC运动控制器,该控制器是应用于高动态响应循环机械控制的控制器,是完全智能化的控制系统。MC控制器有以下特点:
(1)高动态响应,高过载能力。MC驱动器使用了32位DSP数字控制技术,DSP器件内部具有功能强大的硬件计算电路和特殊的总线结构,具有强大的数字信号处理功能;MC运动控制驱动器同时具有极高的过载因数,250 ms内具有300%的过载能力。
(2)通用性强。它能够控制任何型号的电机,具有的模块化、插入式可选编码器功能模板可以完成所有的驱动任务,有支持脉冲编码器(TTL/HTL)的SBP板,支持旋转变压器的SBR2板,支持多圈编码器的SBM2板,都可以非常容易地与系统相连接。
(3)优良的矢量控制驱动器。智能性就驱动处理技术和控制功能而言,自动控制系统相当可靠。它简化了配置和服务工作,降低了系统成本和工程管理成本,是具有最高动态响应和分布式智能化的VectorControl矢量控制驱动器。
(4)强大的通讯能力。MC运动控制驱动器具有支持各种现场总线的可选模板,这些接口模板的设置,显著地增强了伺服单元与其它控制设备间的互联能力。其中Profibus-DP是当今世界上最为成功和流行的现场总线标准,在Profibus-CBP2功能模板上同级模块之间能相互通讯,尤其在西门子产品系统集成中,更显示其优点。
2.4.2 伺服电机
交流伺服电机采用(1FT6105-8SB71-3AB4)三相交流异步伺服电动机,交流伺服电机克服了直流伺服电机存在的电刷、换向器等机械部件所带来的各种缺点,特别是交流伺服电机的过负荷特性和低惯性更体现出交流伺服系统的优越性,感应式异步电动机结构坚固,制造容易,价格低廉。
2.4.3 位置反馈装置
AC伺服系统中常用的位置传感器不但要完成系统的位置检测,而且同时要实现电动机速度测量,各种位置传感器都有其自身的固有特点,要针对具体控制对象要求,选择合适的位置传感器。在结晶器调宽应用环境,温度高、振动大,对于反馈装置需要有较高环境适应能力。结晶器调宽系统采用了高分辨率的增量型编码器做为位置检测装置,大大提高了反馈精度。
2.4.4 闭环控制功能
每个伺服电机自有一套伺服单元,采用位置环、速度环、电流环三环控制,是一种高动态响应、高精度的运动控制方式。传动系统经Profibus总线和PLC相连,PLC再通过以太网和HMI相连。根据生产钢种结晶器宽度、锥度设定值输入到人机界面上,经以太网传输给调宽PLC,PLC运算后,给各个伺服单元发出位置控制信号,伺服单元将电机的编码器信号换算出的实际位置信号和实际速度信号分别作为位置环反馈信号和速度环反馈信号实现三环控制,而使系统快速平滑地跟随位置设定值,保证结晶器上下口电机的恒定速度差,实现窄面铜板的精确定位。整个控制系统是以伺服电机电流环、电机速度为内环,窄面铜板位置为外环的三环控制结构,系统精度高,速度响应快,运行平稳可靠,定位准确。
3 结束语
在线调宽技术在土耳其板坯连铸机上的应用,结果表明调宽过程运行平稳,调宽精度可靠。这项技术的采用,将对连铸机提高作业率、适应连铸连轧连续生产、适应小订单合同生产起到重要的作用。
[1]史宸兴,余志样.实用连铸冶金技术 [M].北京:冶金工业出版社,1998.
[2]蔡开科,袁伟霞.喷雾冷却传热研究 [J].金属学报,1985,21(6):297-300.
[3]Boyle R,Frick J.Modern Secondary Cooling Technology in Continuous Casting of Steel[J].Metallurgia Italians,2005,97(1):49-52.
Control system for online hot w idth ad justment of slab caster mould
MIJIN-zhou,HOU Xiao-guang,HUANGWei-dong
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
The control system for online hotwidth adjustmentof TOSYALIslab castermouldmade in Turkey is introduced.The system is composed of network system,computer system,automatic PLC system and servo moving controller produced by Siemens and named as MASTERDRIVESMC.The servomotor is controlled by position ring,velocity ring and current ring.The whole system has the characteristics of fast response and high accuracy.
continuous casting;mould;width adjustment;automatic control
TF777
A
1001-196X(2012)05-0007-03
2012-03-02;
2012-04-17
米进周(1977-),男,工程师,现从事电气自动化系统的设计与研究工作。
猜你喜欢
山东冶金(2022年2期)2022-08-08
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
商品与质量(2021年17期)2021-04-23
微特电机(2020年11期)2020-12-30
重型机械(2020年3期)2020-08-24
重型机械(2019年3期)2019-08-27
重型机械(2019年3期)2019-08-27
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
电子制作(2016年1期)2016-11-07
