
大型板坯连铸设备安装新技术
2012-09-19 02:50吴广成杜艳军李金伟
重型机械 2012年5期
吴广成,杜艳军,牛 勇,李金伟
(中冶天工集团有限公司机电安装分公司,天津300308)
大型板坯连铸设备安装新技术
吴广成,杜艳军,牛 勇,李金伟
(中冶天工集团有限公司机电安装分公司,天津300308)
大型板坯连铸设备安装工程中,扇形段的基础框架安装及其更换导轨、振动装置底座安装等都需要不断调整和测量,且现场施工困难。中冶天工集团有限公司机电安装分公司采用棱镜专用连接装置、7字头位移微调装置、多方位便携式测量装置、标高倒测用活动基准座等多个专利技术,实现了连铸机及其配套设备的安装,且保证了安装的精度和进度,成功应用于多个工程,为大型板坯连铸设备安装提供了宝贵经验。
板坯连铸机;扇形段;安装技术
1 前言
近几年,中冶天工集团有限公司竣工的太钢150万t不锈钢炼钢工程2台230 mm×2 150 mm不锈钢板坯连铸机安装工程、目前世界上最大断面的南阳汉冶特钢420 mm×2 700 mm板坯连铸机等10多个。大型板坯连铸设备安装工程中,既有奥钢联设计的世界先进技术的连铸机,也有中国重型机械研究院股份公司设计的新型厚板坯连铸机,这些连铸机及其配套设备的安装,为大型板坯连铸设备安装工程新技术研究与应用提供了有利条件和宝贵经验。
大型板坯连铸机设备安装过程中的主要施工难点有:扇形段基础框架的安装调整及测量控制、扇形段更换导轨的安装调整及测量控制、振动装置底座部分的安装调整等。
2 大型板坯连铸设备安装关键技术
2.1 主机设备安装纵横中心线测量专用技术
连铸机设备的安装核心是主机设备的安装,而测量技术是主机设备安装的关键技术之一,为此,中治天工集团有限公司研究出一套主机系统测量控制方法,专门设置一条铸流中心辅助线作为主机设备安装的专用线,此中心线的两端点分别设置在切割前辊道基础和大包回转台基础墙面上,将切前辊道基础上一点设为测量控制点,依据铸流中心线和外弧基准线测出此点的纵横坐标值,这样在此控制点上架设全站仪,利用铸流辅助线的固定方位角,可以将扇形段基础框架、扇形段更换导轨、振动支座等主机设备全部测量到位,而且保证了主机设备一点控制的闭合测量。专用辅助线如图1所示。

图1 主机系统设备安装纵横中心线示意图Fig.1 Diagram of vertical and horizontal centre lines for installation of host system
2.2 棱镜专用连接装置用于扇形段基础框架的测量定位技术
扇形段基础框架设计给定的测量点位是测量销和测量轮的中心,设备安装测量时由于无法直接观测到销、轮中心,通常采用人工划线的方法将中心引到平面上,易造成很大的测量误差;为了保证扇形段基础框架安装精度,加快安装速度,中冶天工集团设计了全站仪棱镜连接装置,使之与全站仪的棱镜、设备销、轮进行连接,利用全站仪进行设备就位后,对销、轮中心纵、横向的定位测量,提高了扇形段基础框架的安装调整精度和速度。利用全站仪进行销、轮中心定位测量技术,填补了因缺少连接组件而无法直接进行扇形段基础框架测量销、轮中心定位测量的技术空白,已申请实用新型专利,专利号:ZL 201120430657.3。
如图2所示,将棱镜与连接装置连接,用V型槽骑坐在销、轮上,并用方水平将上平面横向找平,此时棱镜中心与设备测量销、轮中心在铅垂方向重合,全站仪对准棱镜测量就可测量到测量销、轮中心距数值,进行其中心定位。利用此技术,使工程质量、速度得到提高,充分满足扇形段基础框架安装及检修的需要。
2.3 7字头位移微调装置进行扇形段基础框架纵向中心的调整

图2 棱镜连接装置与测量销、轮中心原理图Fig.2 Principle diagram of prism connecting device for measurement of pin and wheel centre
在扇形段基础框架调整时,纵向中心的控制相当重要,尤其是1#、2#框架在斜面基础上,横向、纵向中心及标高同时调整时,其中任一个方向有变,都会引起另两个变动,使用“7字头”位移微调装置,既能够实现设备微动,保证设备安装精度,也能在其调好后将其固定,防止在调整横向中心和标高的同时由于纵向的变动而重新调整。
使用时,提前将框架四角处的螺栓套筒外侧留出供焊接“7字头”位移微调装置的空间,将位移微调装置固定好后,使螺杆与框架底板对应,在对框架进行调整时,四个角同时动作,通过顶丝原理松紧螺栓进行设备的正向、反向位移调整,操作起来稳定方便,能够把握设备位移的尺度,并且可以在调整完后将框架四角进行固定,不易发生再次偏移,节省了调整时间,如图3所示。该技术已申请实用新型专利,专利号:ZL 2001120425790.X。
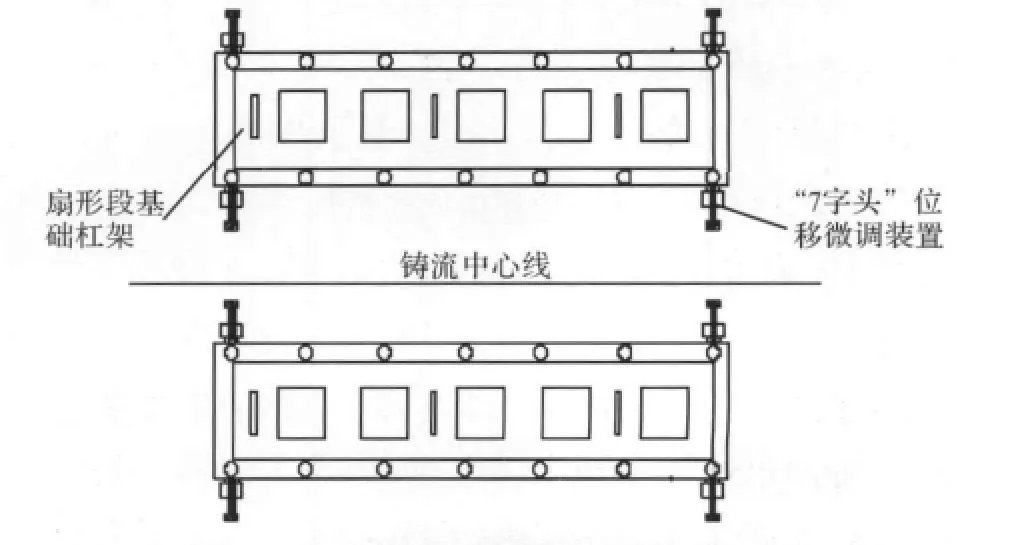
图3 “7字头”位移微调装置使用示意图Fig.3 Schematic diagram 7-head displacement sharp tuning device
2.4 多方位便携式测量装置对扇形段更换导轨的安装位置进行控制和检测
扇形段更换导轨的安装质量主要取决于控制点设置的准确性。由于是在立面安装,通常会利用平面中心线挂线坠将中心线返至墙面,再利用标高控制点倒测标高线至墙面,两线垂交一点得到所需控制点,这种测量方法人为控制误差大,且不方便。多方位便携式测量装置利用主机系统控制点架设全站仪,在二冷密封侧墙上可以随意放置,实现了物体立面一步式放样打点,使扇形段更换导轨控制点的设置又快又准。在扇形段更换导轨打点时,将此装置垂直放置,与墙面测量位接触,使其水平气泡居中,保证放置垂直,仪器观测后确定测量点位距离及标高数值,十字水平线所指处即为实测数值对应点。
如图4所示,该装置是用透明塑料玻璃材料制成,在纵横两个方向各镶嵌一个精致气泡水平;外表面要精加工,保证其平整度。测量时在观测面贴上与仪器相适应的十字反射光片,贴光片时要注意与物体接触面对齐。此装置一般与全站仪配套使用,即可以用于立面测量,也可以用于平面测量,多方位灵活使用,且便于携带及收藏。该装置已申请实用新型专利,专利号:ZL 201120425662.5。

图4 多方位便携式测量装置Fig.4 Portablemulti-location surveying device
2.5 采用“垫铁精密安装技术”进行振动支座的安装
由于振动支座调整装置的基础预埋件(振动牛腿)是由土建单位浇注于混凝土中,其表面标高及水平控制难度大,误差一般在10~20 mm之间;而振动支座调整垫铁安装在上面时,标高、水平要求误差必须控制在0.2 mm之内,如果按设备图纸要求加工其底部调整垫铁,无法保证设备的正常安装。因此采用将振动埋件垫铁安装部位提前研磨水平,再实测其标高值,按实测数据进行垫铁的精加工,这样省去了现场安装垫铁的处理难度,加工好的垫铁按要求安装,这样不仅保证了标高及水平度,而且实现了支座底部调整垫铁的单块标准和稳固性,有效缩短了振动装置底座部分的安装工期,确保了安装质量,如图5所示。

图5 振动底座安装示意图Fig.5 Installation diagram of vibration base
2.6 标高倒测用活动基准座用于连铸机基础沉降及标高基准点的观测
在连铸机设备安装测量中,需要布设多个标高基准点来供测量使用,或者进行基础沉降观测时,都需要从某个永久标高基准点取值并倒测至施工区域,标高值闭合精确度要求高,一般会遇到距离远、现场障碍物多,地面不平整等诸多标高倒测制约因素,这样就需要根据现场实际情况进行多步倒测,每步的标高倒测中都需要在现场寻找临时基准点当做后视或前视点,这些临时基准点既要稳固可靠,还要有合适的位置和外形条件,若条件有限找不到合适的临时基准点时,还需现场焊接制作,致使测量工作费时费力。而标高倒测活动基准座不需要现场焊接临时基准点,使标高倒测变的方便快捷。
在精密倒测标高时,一般使用精密水准仪配套铟钢尺实现标高观测,其中对铟钢尺的稳定性要求很高,活动基准座保证了临时基准点的稳固性,使用时,根据仪器架设位置自行选择放置位置,方便避开障碍物等现场不利条件,不论混凝土地面还是土质地面,都可直接放置,检查稳定后将尺直接立在上面即可进行测量。标高倒测示意图如图6所示。该装置已申请专利,专利号:ZL 201120427912.9。

图6 标高倒测示意图Fig.6 Diagram of elevation reversiblemeasurement
3 结束语
随着我国钢铁行业中连铸机的更新换代,许多设计落后、低效能的连铸机逐渐被淘汰,新型的大型板坯连铸机越来越多,相应地对设备安装的质量要求也越来越高。中冶天工集团限公司对大型板坯连铸设备安装的技术和经验,已成功应用多个工程,形成了4个专利技术,2个专有技术,实现了板坯连铸机设备安装领域的创新和发展
。
New technology for installation of large bloom continuous casting equipment
WU Guang-cheng,DU Yan-jun,NIU Yong,LIJin-wei
(M&E Installation Branch,CTMCC,Tianjin 300308,China)
During the installation of large bloom continuous casting equipments,the continuous adjustmentand surveying work are often needed for installation of sector foundation frame,guide rails and vibrating device pedestal,and the site operation is very difficult.For the installation of the continuous casting equipments,some patent technologies such as special connecting device for prism,7-head displacement sharp tuning device,portablemulti-location surveying device and movable reference base for elevation reversible measurement were adopted by M&E Installation Branch of CMTCC to ensure the installation accuracy and progress.The technology has successfully applied tomany projects and provided a lot of experiences for the installation of large bloom continuous casting equipments.
bloom continuous caster;sector section;installation technology
TF777
A
1001-196X(2012)05-0018-04
2012-06-05;
2012-07-03
吴广成(1963-),男,中冶天工集团有限公司机电安装分公司副总工程师。
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
华中建筑(2022年4期)2022-04-14
商品与质量(2021年17期)2021-04-23
中国金属通报(2020年21期)2021-01-04
重型机械(2020年3期)2020-08-24
重型机械(2019年3期)2019-08-27
魅力中国(2019年35期)2019-01-13
山东工业技术(2017年24期)2017-12-29
西部资源(2017年3期)2017-07-05
